Die and mould makers expect high process and product expertise from their cutting tools manufacturer. This is because the tool life of the moulds to be created and the precision of the moulded parts are extremely important for competitiveness in mass production. Therefore, they require their tools to offer the highest levels of precision, a long tool life, and – above all – process reliability.
It is precisely these aspects that make MAPAL successful in sectors such as the automotive industry, machine engineering and the aerospace industry. Now the precision tool manufacturer is also offering efficient and economical solutions for the complete machining process in the die & mould sector. Versatile and precise high-performance tools and special tool holders with narrow contours and a precise radial run-out minimise polishing effort and reworking thanks to a constant surface finish in the milling process.
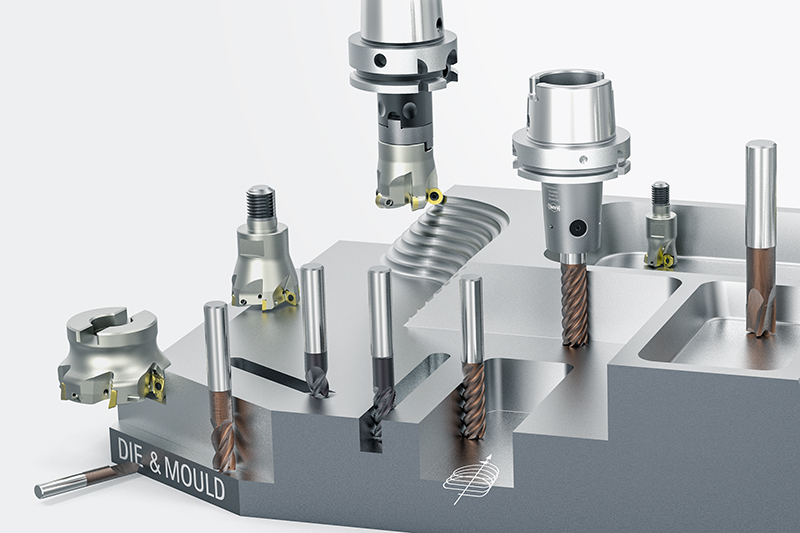
Tool range for mould making
Solid carbide end mills
OptiMill-3D-BN
Ball nose milling cutter
High-precision machining of 3D contours
ø range: 0.10 - 20.00 mm
OptiMill-3D-CR
Corner radius milling cutter
Milling with a very precise corner radius
ø range: 0.10 - 20.00 mm
OptiMill Shoulder milling cutter
Shoulder milling cutter
Ideal for roughing, finishing, trochoidal milling and milling pockets
ø range: 2.00 - 12.00 mm
OptiMill-3D-CS
Shoulder radius milling cutter
Finishing of complex free-form surfaces and complicated workpiece geometries
ø range: 2.00 - 12.00 mm
OptiMill-3D-HF
High-feed milling cutter
Ideal for high-feed machining with a high material removal rate and high process reliability
ø range: 2.00 - 16.00 mm
OptiMill-3D-Alu
Ball nose and corner radius cutters
High-precision machining of 3D contours
ø range: 1.00 - 20.00 mm
OptiMill-Graphite-MT
Ball nose and shoulder milling cutter
Multi-tooth milling cutter for roughing graphite electrodes with high removal rates
ø range: 3.00 - 16.00 mm
OptiMill-3D-Graphite
Ball nose and corner radius milling cutter
Suitable for machining of graphite electrodes
Different designs depending on the machining situation
ø range: 0.20 - 12.00 mm
OptiMill-3D-Copper
Ball nose and corner radius milling cutter
Special geometry for machining copper electrodes and tough non-ferrous alloys
ø range: 0.10 - 20.00 mm
OptiMill-Diamond
Ball nose, corner radius and shoulder milling cutter
PCD cutting edges for a long tool life
ø range: 3.00 - 12.00 mm
Milling cutters with indexable inserts
NeoMill-ISO-360
Milling cutter with round inserts
Perfect for roughing and pre-finishing
ø range: 10.00 - 160.00 mm
NeoMill-3D-Finish
Finishing milling cutter
Perfect for finishing 90° surfaces, face surfaces and contours
ø range: 16.00 - 42.00 mm
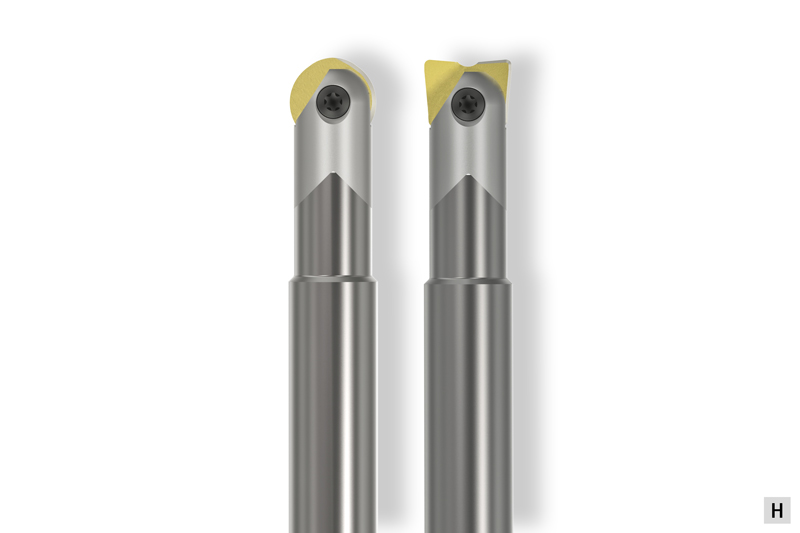
NeoMill-3D-Ballnose/-Torus
Ball nose and corner radius milling cutter
One tool body with indexable insert for ball nose and corner radius milling for finishing and pre-finising
ø range: 8.00 - 32.00 mm
NeoMill-2/4-HiFeed90
High-feed/90° shoulder milling cutter
Universal tool system to ensure maximum productivity
ø range: 16.00 - 200.00 mm
Drilling | Countersinking
ECU-Drill-Steel
Solid carbide drill
Double-edge solid drill with a good price-to-performance ratio
Wide range of applications
Proven geometries for high precision and process reliability
Ø area: 1.00 – 20.00 mm
MEGA-Drill-Hardened
High-performance solid carbide drill
Double-edge solid drills with coating and geometry suitable for reliable machining of hardened workpiece material
New micro-geometry and macro-geometry
Ø area: 2.55 – 16.00 mm
MEGA-Drill-Steel-Plus
High-performance solid carbide drill
Double-edge solid drills with coating and geometry suitable for steel machining
Optimised chip flute geometry and modified cutting-edge preparation
Ø area: 3.00 – 25.00 mm
Tritan-Drill-Steel
Triple-edge solid carbide drill
Triple-edge solid drills for maximum feed
Self-centring chisel for challenging drilling situations
Specially adapted to steel machining
Ø area: 4.00 – 20.00 mm
Tritan-Spot-Drill-Steel
Pilot drill
Triple-edge pilot drill for demanding pilot drilling situations
Specially adapted to triple-edge drills
Ø area: 4.00 – 20.00 mm
Tritan-Step-Drill
Triple-edge step drill
Triple-edge step drill with self-centring chisel
For machining threaded core holes without oscillating movement
Ø area: 4.25 – 14.15 mm
MEGA-Deep-Drill
Deep drill
Process-reliable and efficient creation of deep bores up to 40xD
MEGA-Pilot-Drill
Ø area: 1.00 – 16.00 mm
MEGA-Drill-Reamer
Drill reamer
Two working steps – drilling and reaming – combined in a single tool
Optimised reaming cutting edge
Reduction of productive and non-productive times
Bore tolerance ≥ IT7
Ø area: 4.00 – 16.00 mm
Precision countersink
Countersink with unequal spacing
Extremely unequally spaced cutting edges
Higher degree of accuracy and improved surface values
Reduced axial and radial forces
Significantly less vibrations
Increased cutting parameters to ensure highest productivity
Ø area: 4.30 – 31.00 mm
MEGA-Drill-Reamer-Pyramid
Drill reamer with pyramid tip
Spot drilling, drilling and reaming – all with one tool
Improved centring properties thanks to pyramid tip
Reduction of productive and non-productive times
Bore tolerance ≥ IT7
Ø area: 4.00 – 16.00 mm
QTD indexable insert drill
Solid drill with replaceable head system
Cost-effective system with indexable inserts that can be swapped out
Force-locking and form-fit clamping system
Easy to handle
High degree of radial run-out accuracy
Ø area: 8.10 – 49.00 mm
Reaming
FixReam – FXR
High-performance reamers with a cylindrical shank
High-performance reamer made from solid carbide
Straight-fluted for through and blind bores
Left-hand fluted for through bores
Ø area: 3.00 – 20.00 mm
CPReam – CPR
Replaceable head reamer
Taper and face connection provide the greatest possible stability and rigidity
Highly precise radial run-out accuracy of 5 μm
Easy to handle
Ø area: 8.00 – 40.00 mm
Quick adjustment reamer – WN 50
Hand reamers
Quick-adjust reamer with wide adjustment range
Especially suitable for repair work
Spare blade sets available
Ø area: 6.40 – 95.00 mm
Guided tools
Tools with guide pads
Highest accuracy guaranteed with the MAPAL principle
Guide pads directly guide the tool into the bore
Precision-ground indexable inserts
High-precision adjustment for micrometre-precise bore machining
Parts that become more and more complex with increasingly deep cavities as well as moulded and reinforcement ribs in plastic injection moulds and pressure die casting moulds necessitate the use of extra long tools with diameters that can be very small. Complex part geometries and various material characteristics place the highest demands on machining and tool life.
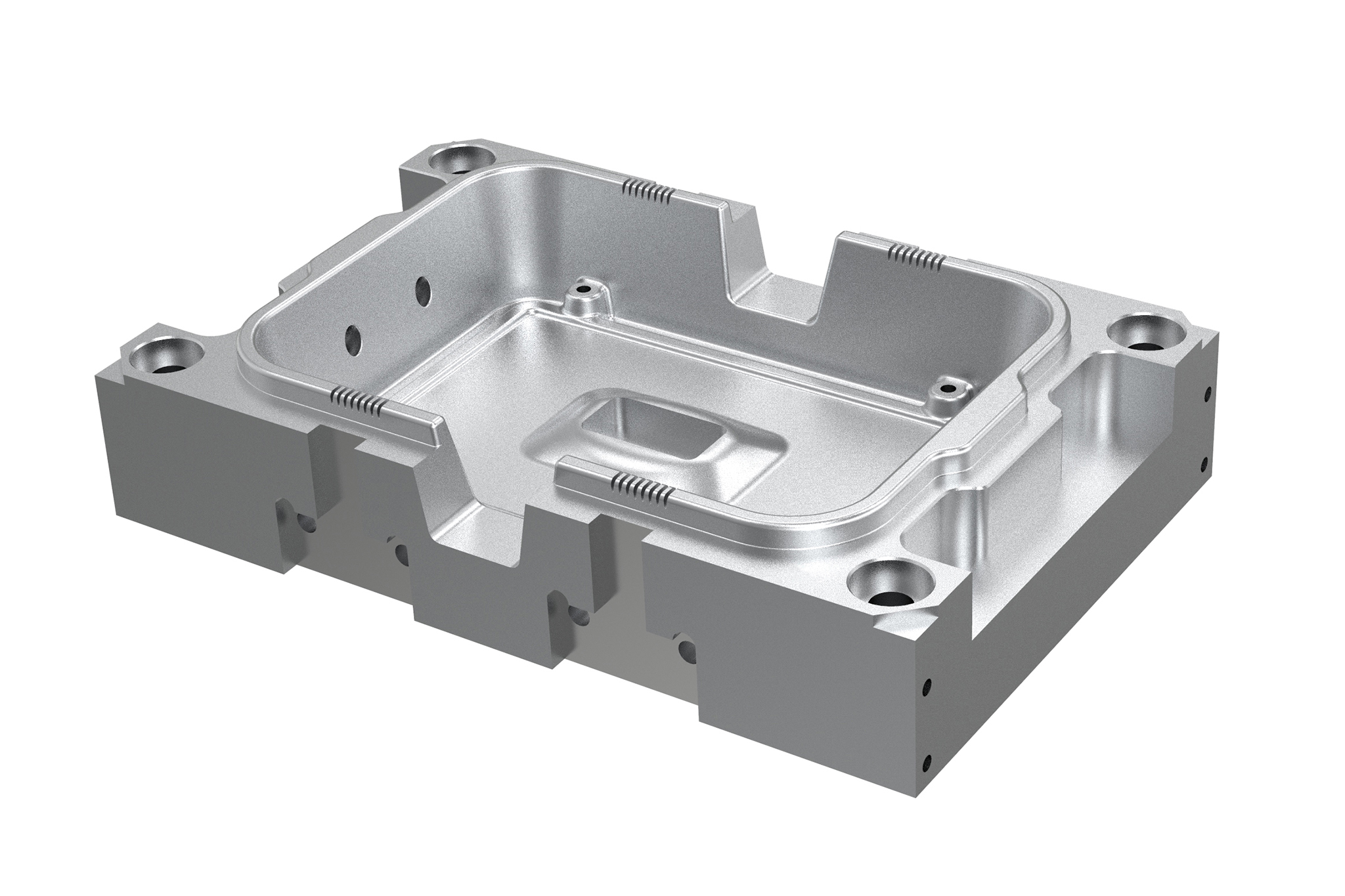
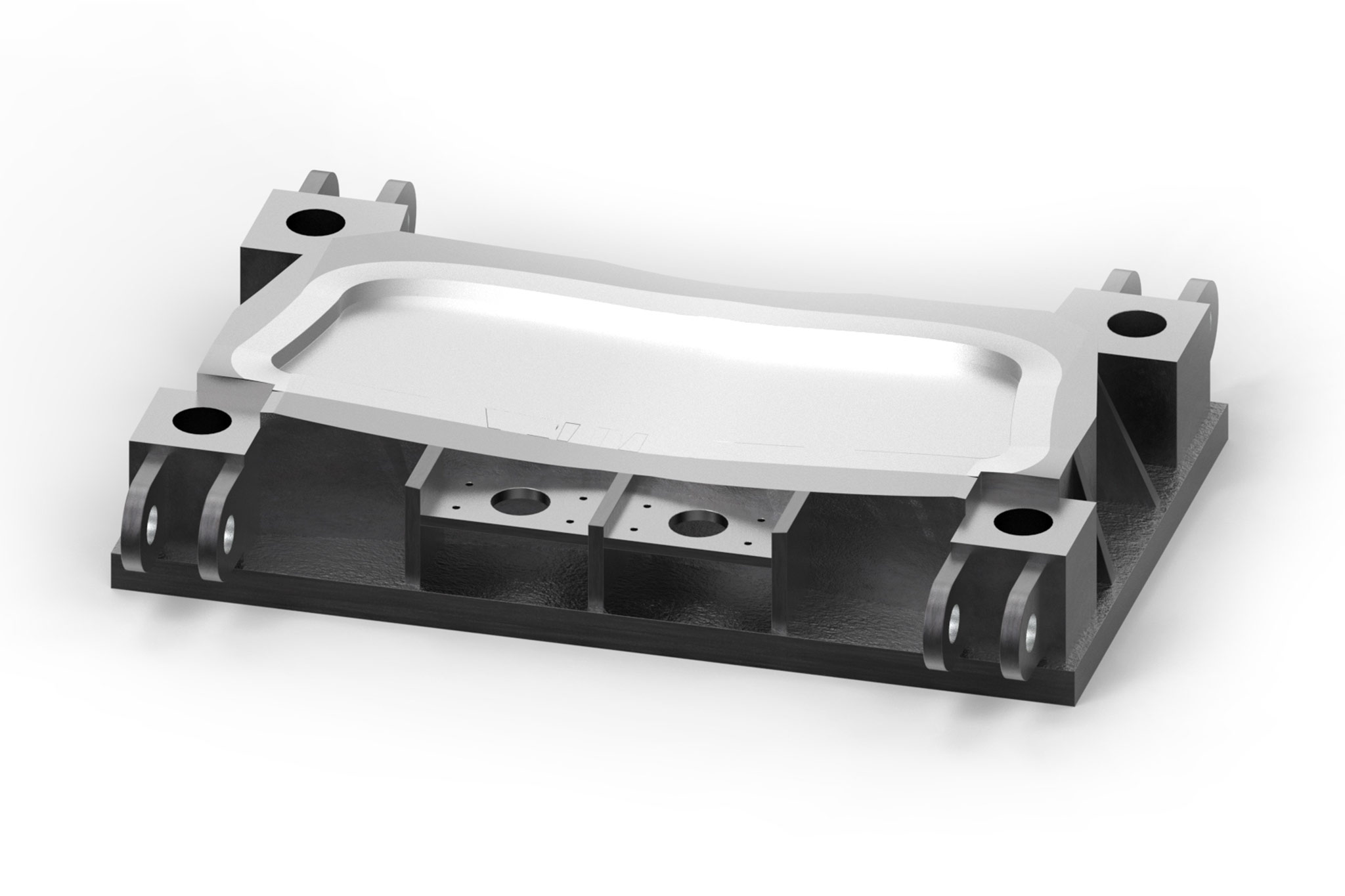
For designing, engineering and constructing medium- and large-sized cold forming tools, cast iron is often used due to material properties such as compressive strength and easy machinability. The main components here are mould plates and mould inserts. Here, MAPAL has a lot of experience with milling (2D and 3D) and drilling operations (drilling, reaming, thread cutting).
When it comes to pre-series or prototype moulds, it is not unusual to use materials that are easy to machine. Aluminium alloys or uriol (plastics) are often used. In these cases, solid carbide tools with positive and partly polished cutting edges, or better still, PCD-tipped tools ensure high productivity and short machining times.
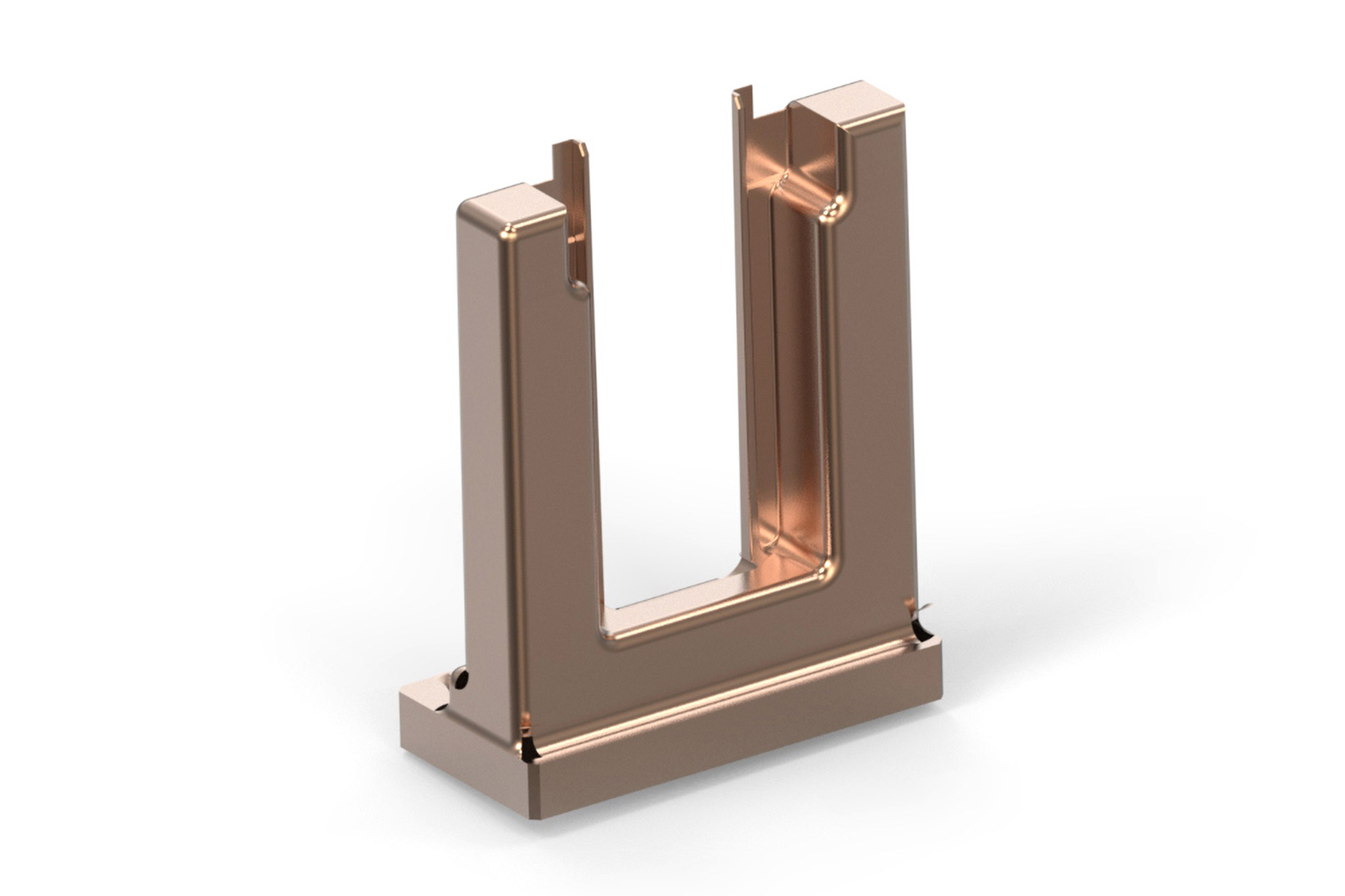
Manufacturing of electrodes for EDM processes requires machining of copper alloys and graphite materials. The selection of the electrode material depends on the requirements of the mould to be created. Copper alloys are comparatively expensive and are generally used for finishing the electrodes, when it comes to high surface quality and shape accuracy. Solid carbide end mills with special geometries by MAPAL guarantee high-precision machining results here.
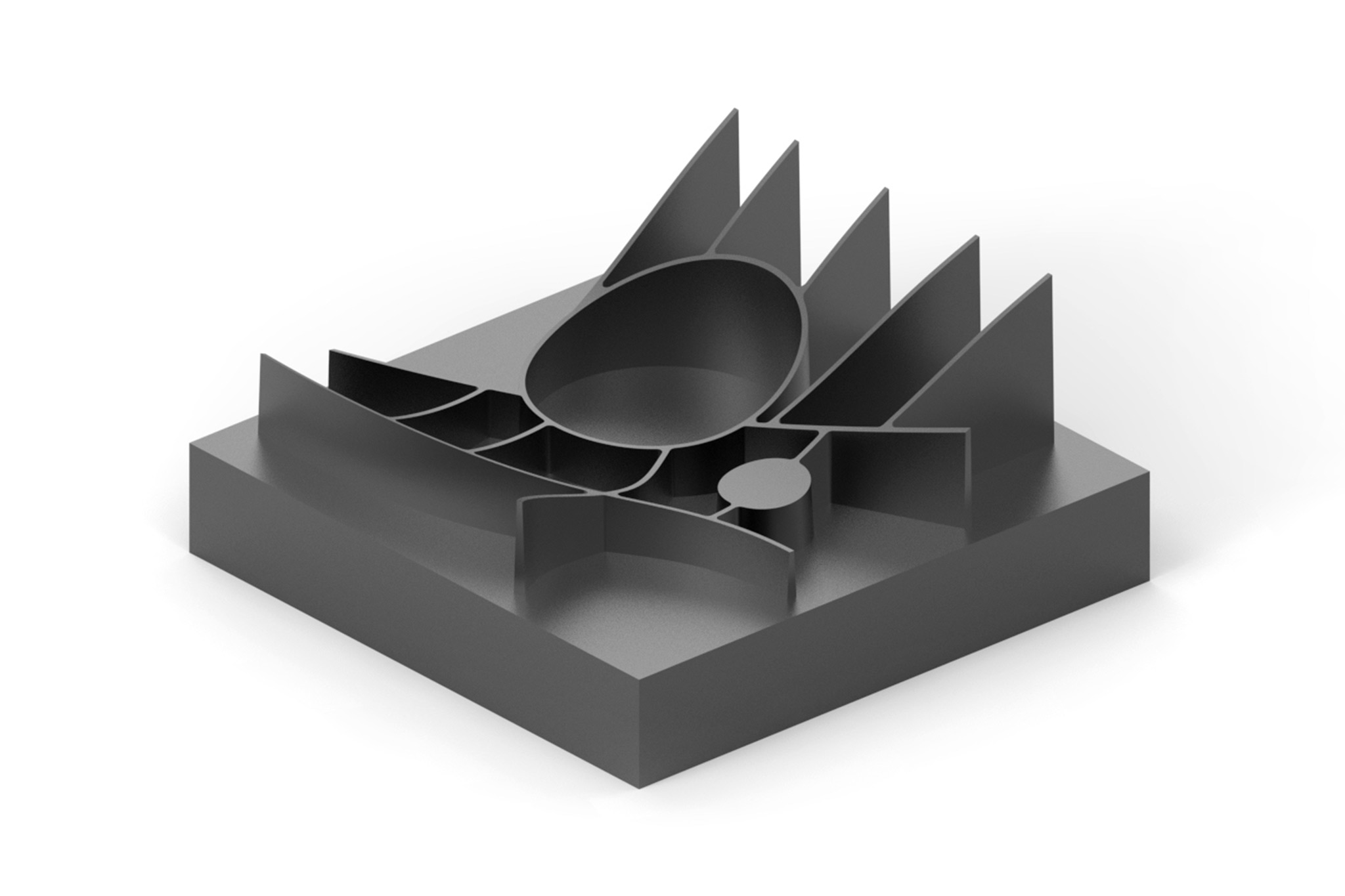
Graphite has a highly abrasive effect on the tool and causes strong wear on the cutting edge. The profiles to be machined tend to burst with increasing wear. Therefore, a tool with suitable geometry and optimum cutting material is required. For machining graphite, MAPAL uses diamond-coated solid carbide tools or PCD-tipped tools.
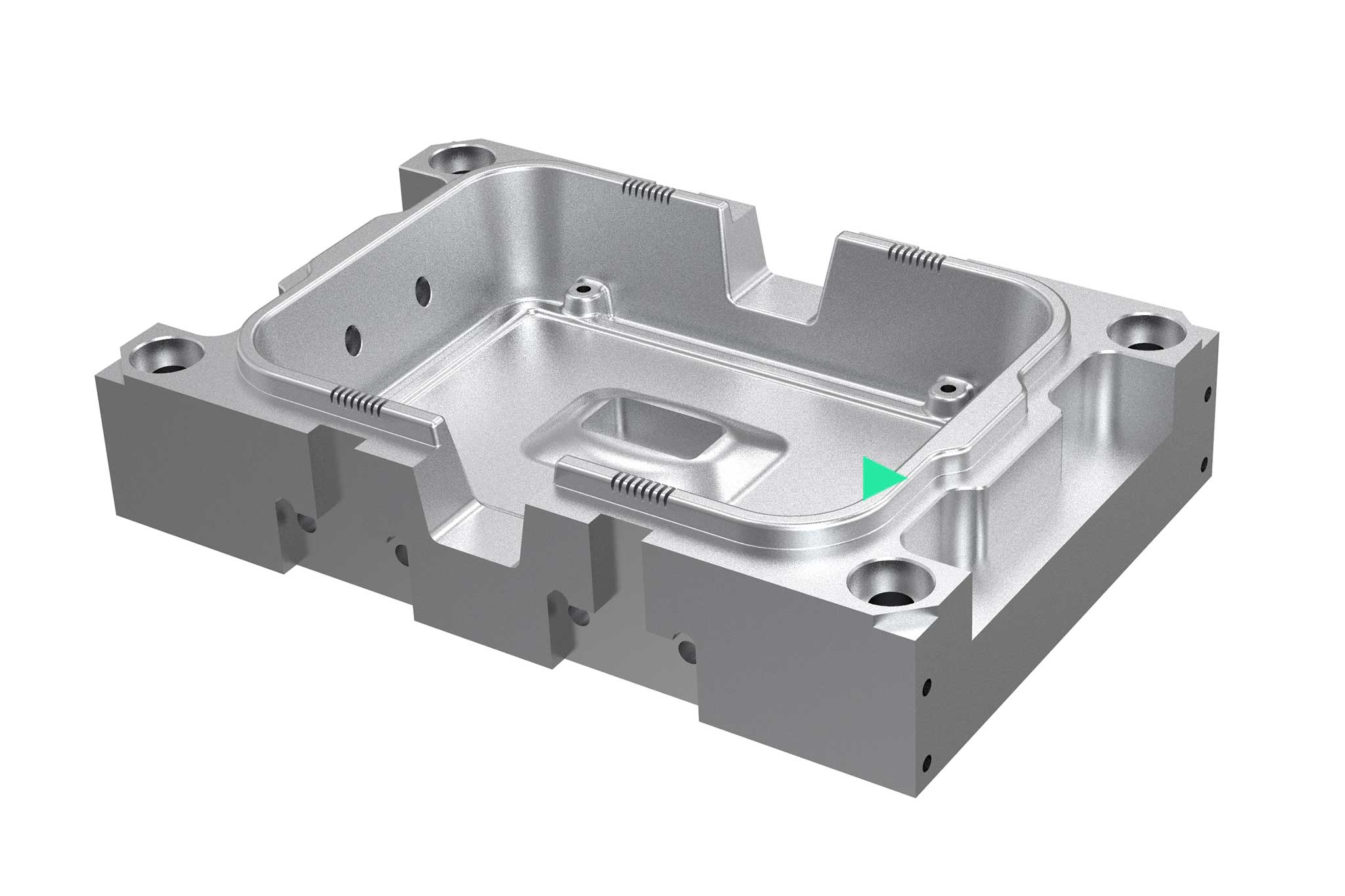
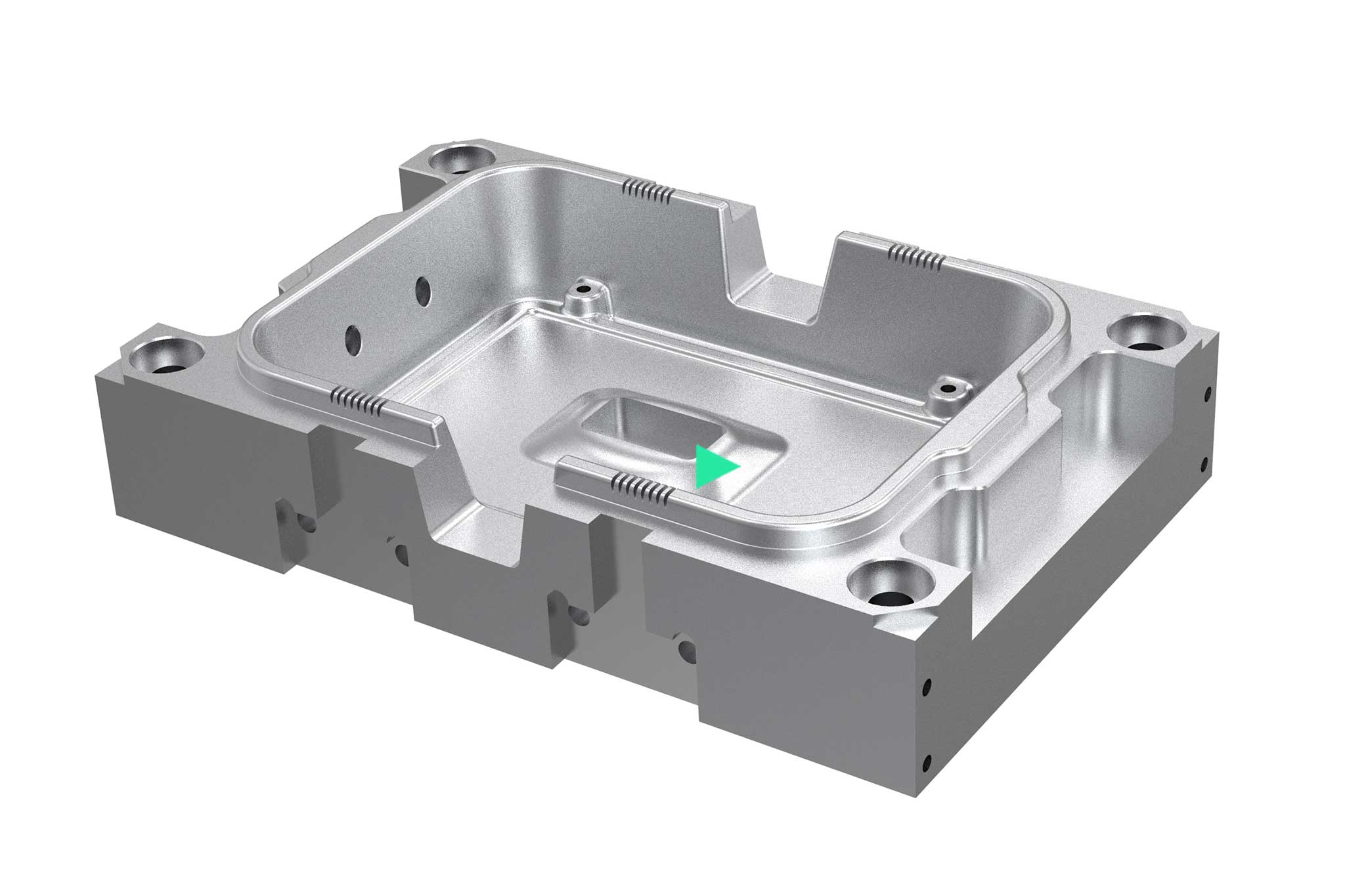
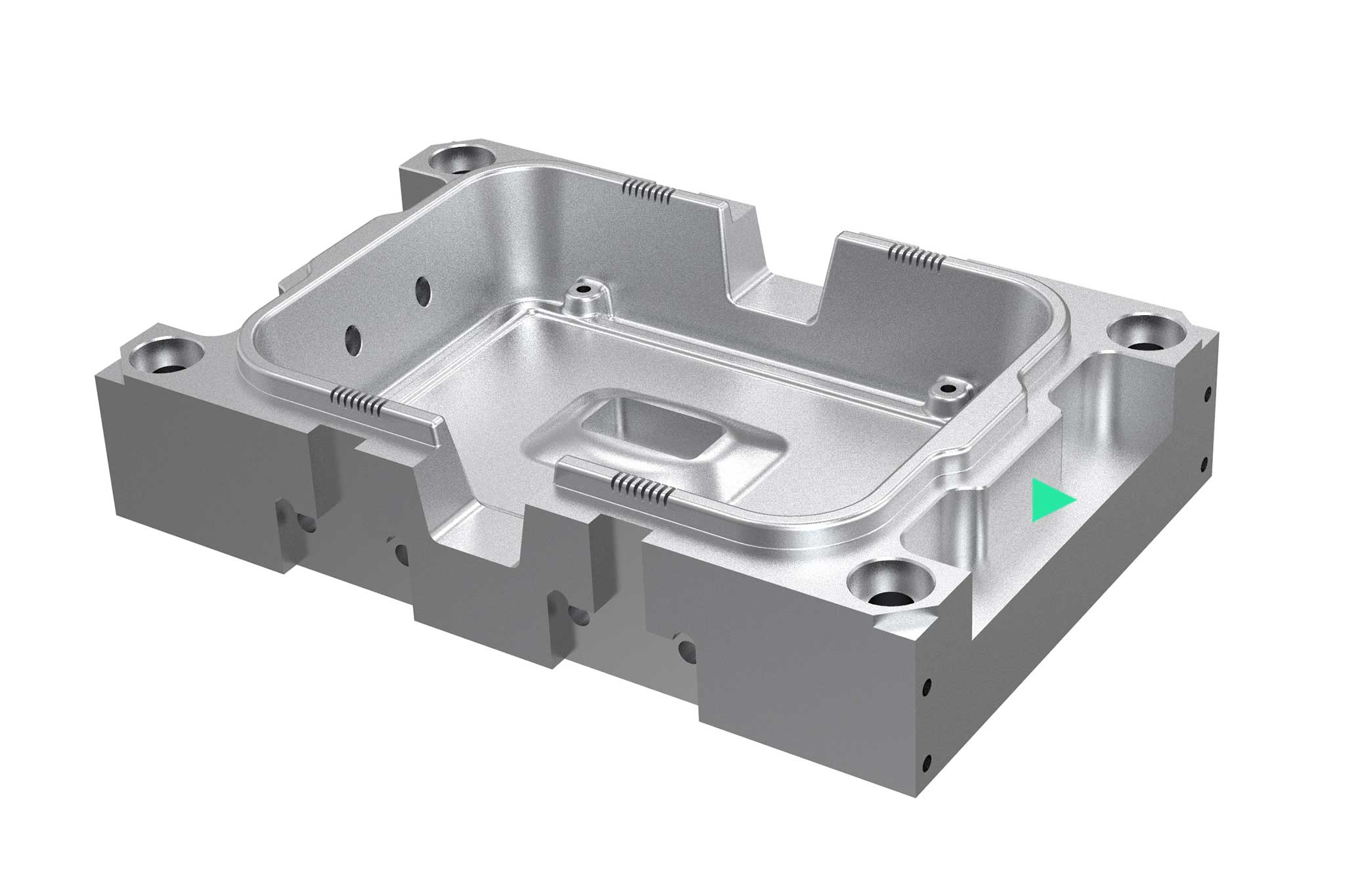
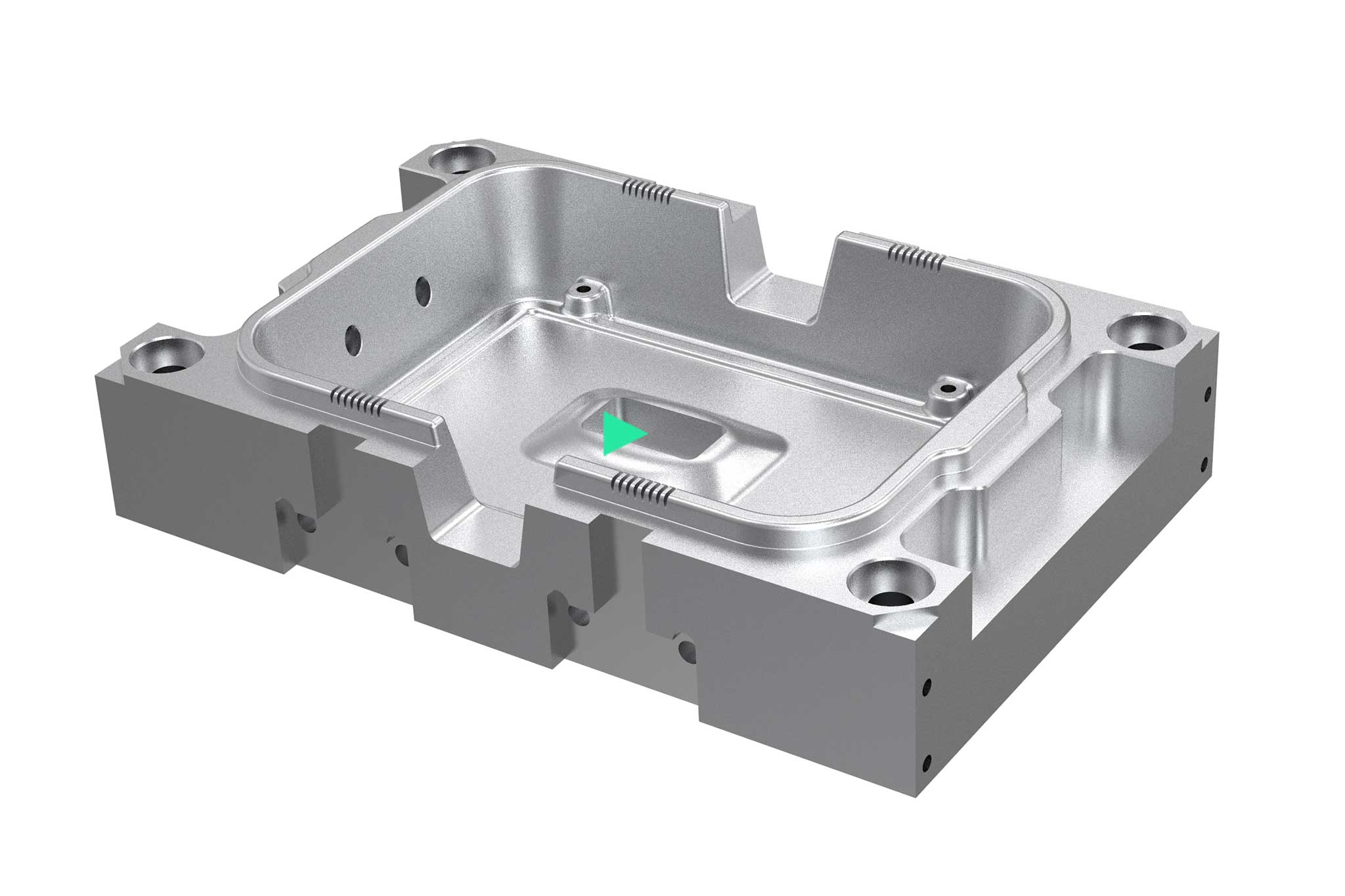
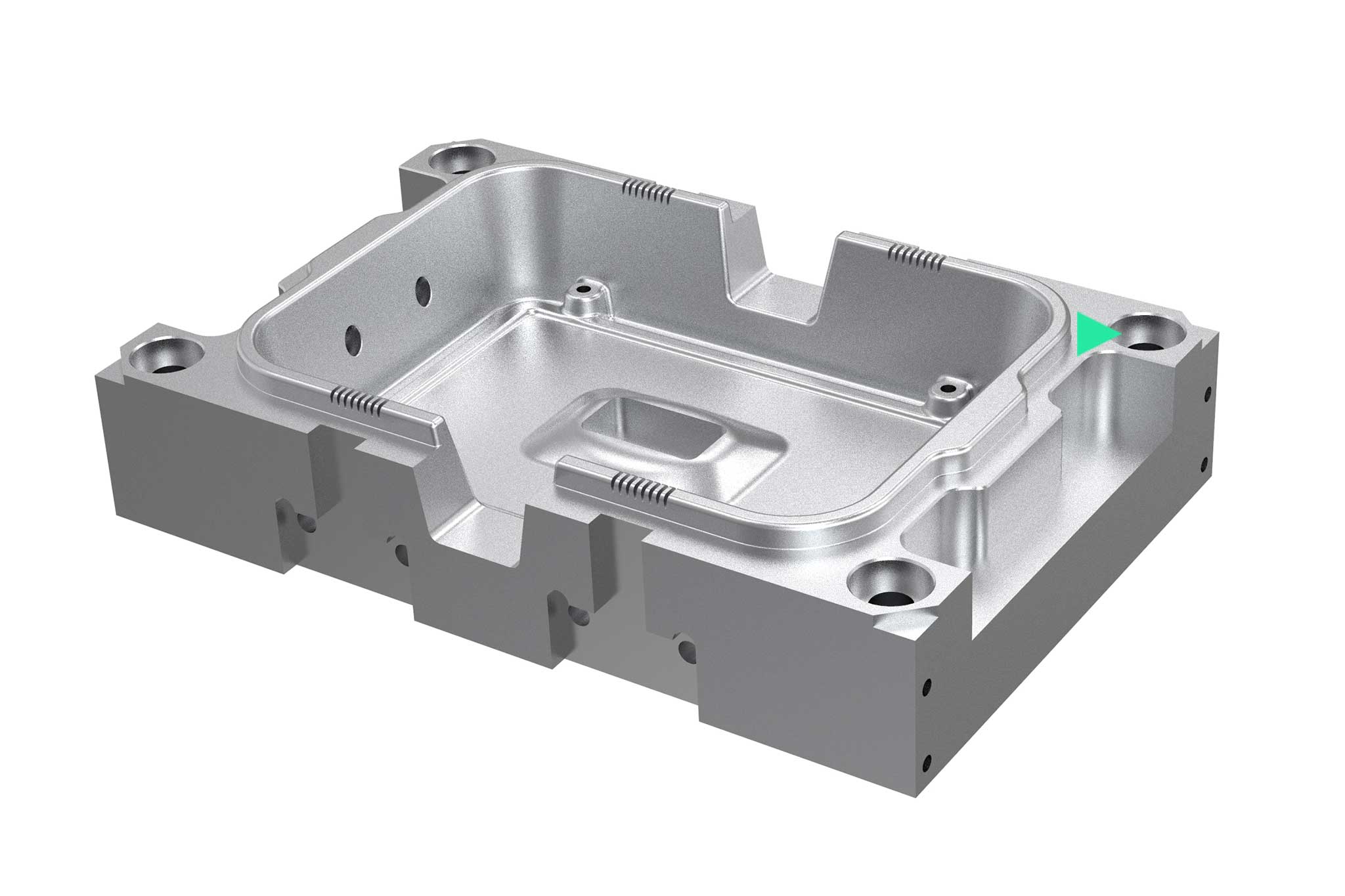
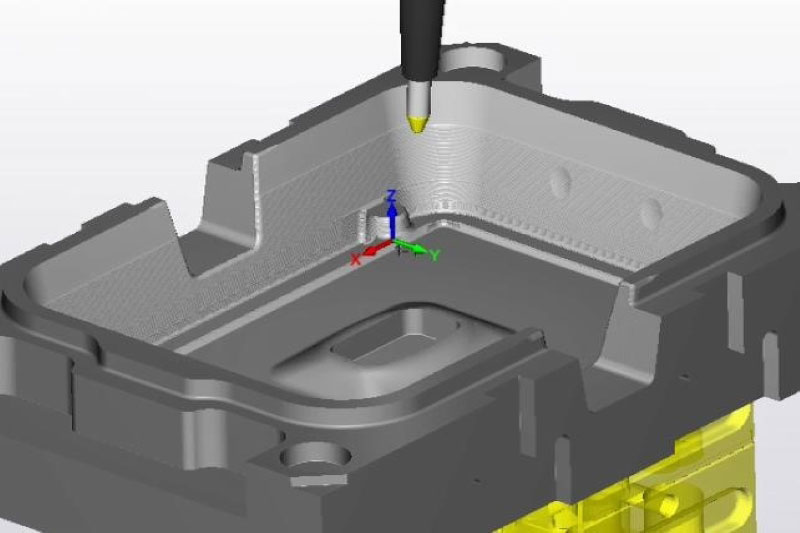
Application example:
Electrodes for spark eroding (EDM)
From the unmachined to the finished part
Find the right tool with just a few clicks: Depending on the machining, the specific operation and the tool requirement, you can quickly find the tool you want.
1 / 8
2D surfaces
On the one hand, this category includes machining processes carried out directly on the machine, such as face milling, milling of pockets and straight walls. On the other hand, it also includes operations for complex geometries that are programmed using CAM software.
In the die & mould sector, the manufacture of increasingly complex forms is part of everyday life. Continuous further developments in machine tools and CAM software raise performance and productivity to an ever higher level. The tools used must therefore always be state-of-the-art. To achieve optimum results, each design starts with a process analysis.
Mould inserts also have machining tasks that are required for casting or various attachment parts. Users are increasingly machining open pockets (circumferential machining) using trochoidal milling. This machining method helps to optimise machining times and to extend tool life.
Closed pockets are usually produced by roughing in Z planes. When milling, a ramp is often selected as the machining entry. The tool selected depends on the depth of the walls and the mould incline to be generated on the component. MAPAL’s broad portfolio with modular systems also covers the machining of deep pockets with large diameters.
A major focus in milling operations is on reducing the machining time. With specific tool geometries for machining closed, round pockets, it is often possible to eliminate the pre-drilling process. With helix milling, milling paths are programmed with helical entrances that are suitable for pocket dimensions.
Operations to create even surfaces occur very frequently and in different areas in the die & mould sector: It could be component-related, strategy-related due to the respective milling process or due to requirements for mould closing surfaces as well as sections and cutting dies. The right tool is then selected depending on the application and requirements.
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
There is a wide range of full bore operations in the die & mould sector: From large bores for guide pillars and deep bores for the cooling system to high-precision bores for ejector pins. MAPAL offers a comprehensive portfolio of drilling and reaming tools for the individual production steps.
Optimised purchasing management is important for a clear organisation of the tool stock.
2. Tool logistics
Cost-effectiveness even in the periphery of machining: Intelligent dispensing systems significantly reduce non-productive times.
3. Engineering
The machining specialists provide support with process engineering, e.g. in the form of CAM simulations, general advice and the development of economic machining strategies.
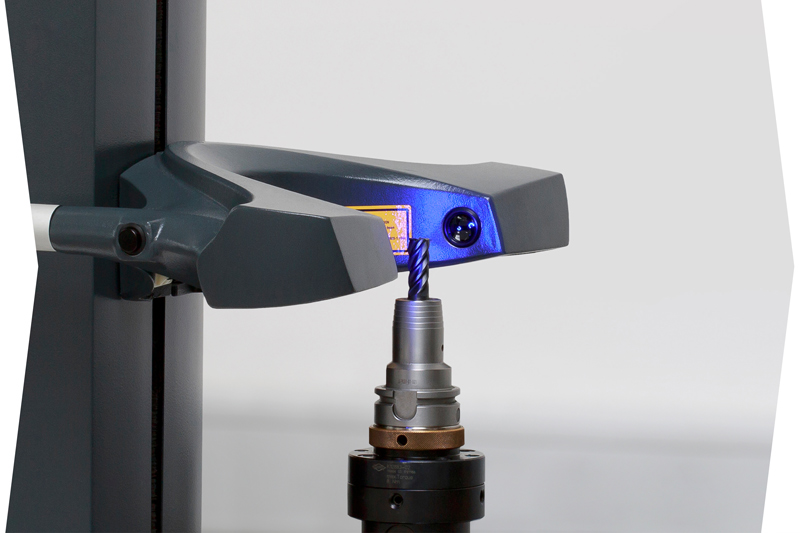
4. Measuring and setting
Reliable setting and measuring devices are convincing due to their accuracy and user-friendly operation when setting the tools.
5. Tools and clamping technology
From the spindle to the cutting edge – MAPAL offers a wide range of tools and clamping technology for the die & mould sector.
6. Machining
Efficient machining processes and customised machining strategies at the highest technological level.
7. Digitisation and automation
Quick and easy digitisation: The c-Connect Box digitally transmits measurement data from the setting fixture to the machine tool. It also monitors the machine status among other things.
8. Reconditioning
Customers receive their reconditioned tools back in manufacturer quality within a very short time. Also available with pick-up and delivery service upon request.
Engineering Workflow - From theory to practice
Finding the perfect solution for the customer is MAPAL’s main goal. In addition to individual custom solutions and a broad standard product portfolio, comprehensive services are available to optimally design the entire process from the product idea to the chip. Customers can rely on the technology leader’s many years of experience in machining.
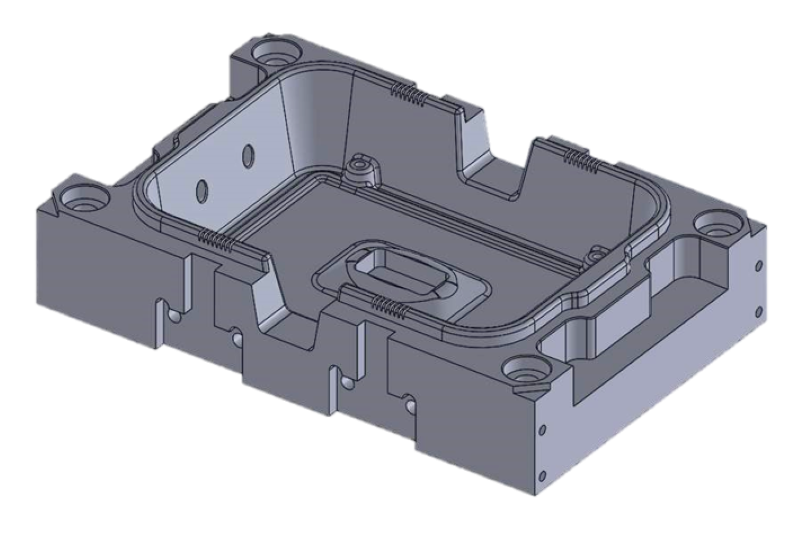
1. Customer enquiry
MAPAL sales representatives are directly available for individual enquiries. In a personal conversation with the customer, they sound out the specific requirements and the scope (complete or partial machining) and discuss the details directly on the 3D model of the component.
The MAPAL die & mould team looks forward to your enquiry by Email and will contact you directly as soon as possible.
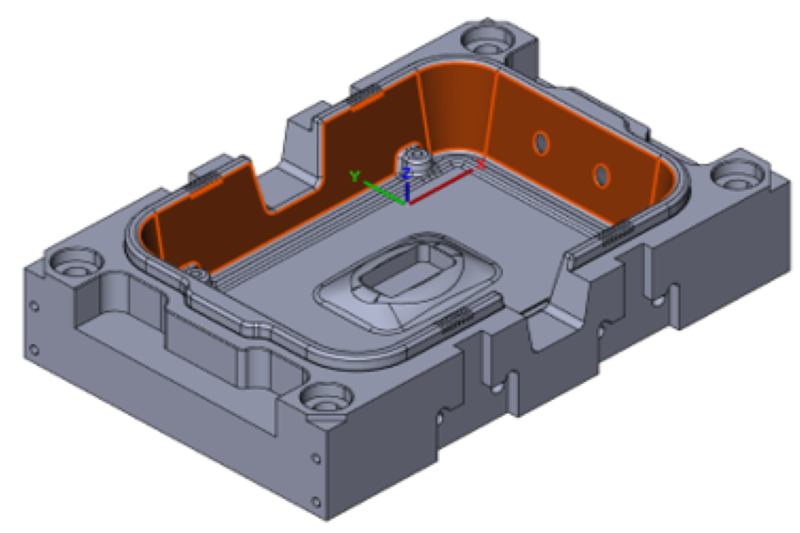
2. Project analysis
On the basis of 3D models and machine data, the conversation partners analyse the manufacturing tasks and develop effective machining strategies.
The project analysis consists of the following:
Machining suggestions for all machining steps
Tool list
Process optimisation
3. Process design
Regardless of whether the focus is on flexibility or productivity: The machining specialists simulate the developed process on the basis of the 3D models and thus show potential for optimisation. They check and improve the machining parameters in CAM programming and thus ensure stable and economical production.
The process design includes:
Runtime analysis of the component
Technology data definition
CAM programming
4. Tool solution
The wide-ranging MAPAL standard range for the die & mould sector offers the ideal tool solution for every application. Customised solutions are available upon request.
Advantages for the user:
Broad standard range
Availability of tool data
5. Tool test and offer
After discussing the machining task, MAPAL supports its customers in the selection of tools required in the process. This is the basis for a well-founded offer tailored to the respective application.
6. Cooperative partnership
Even after mutual success, the specialists at MAPAL remain in close contact with the customer. Should optimisation potential arise over time or other tools turn out to be better, MAPAL will be happy to support you to further improve productivity and profitability.
In order to ensure efficient production in the long term, MAPAL also offers comprehensive tool management options. Tool management options:
Dispensing systems
Regrinding service
Comprehensive product portfolio of adjustment and measuring devices
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.
The mouldmaking company Krämer+Grebe optimises production with MAPAL reamers and milling cutters and ensures process reliability in international competition.








































 1 / 8
1 / 8