
19.06.2023
PCDで最適な深穴加工
Schlote Group 社が 2017 年にHarzgerodeに新しい工場を建設を行い、単一の部品をを大量生産ができるライン構成をデザインされました。 マパールはすべての切削工具を提供しました。 ツールを最適化することで、将来の基礎が築かれました。
1 日あたり 4,000 個以上のクラッチ ハウジング
Harzgerode工場 で製造されている部品は、アルミダイキャストのクラッチハウジングです。 製造させてました部品は、さまざまな大手自動車メーカーに納入されており、主に 2 リッター エンジンを搭載した車両に搭載されています。 ベルハウジングはトランスミッションをエンジンに接続します。 トランスミッション側はすべてのクラッチ ハウジングで同じですが、もう一方の側は各自動車メーカーのエンジンに適合します。 違いはほとんど小さいため、ベル ハウジングの構造はすべての自動車メーカーで 99% 同一です。
Schlote Harzgerode GmbH社は1 日あたり 4,000 個の部品を生産しています。 現在工場では 80% 以上という非常に高度な自動化が進んでいます。 ハルツゲローデの施設では、120 人の従業員が週 5 日、24 時間体制で働いています。 必要に応じて、生産を週 6 日または 7 日に拡張することができます。

自動車業界全体に言えることですが、部品に対する精度要求は非常に高くなります。 「この部品はアダプターフランジだけでなく、トランスミッションの後部も含まれます。 したがって、ベアリング シートには最高度の精度が必要です」と Schlote社 の作業準備チーム リーダー、Sebastian Swiniarski 氏は説明します。 この部品には公差の異なる多数の穴が必要であるため、1,000 分の 1 ミリメートルの精度で製造する必要があります。
MAPALとSchlote社は、長年にわたる効果的な協力関係を振り返ることができます。MAPALは、PCD フライスカッター (シーリング材を塗布する面の荒面を製造する)、タップドリル、リーマー、多様な穴あけ工具の供給を委託されています。 「当社は、プロセス全体の開発を含む包括的なソリューションをお客様に提供しています」と MAPAL の Schlote 技術顧問、Stefan Frick 氏は述べています。
MAPALによる改善事例
納品されたツールは注意深く管理されていました。 Harzgerode 工場の稼働以来、潜在的な弱点を見つけて製造を最適化するために分析が継続的に実行されてきました。 この継続的な改善プロセスの中で、Schlote 社と MAPAL は共同して、長年にわたる工具寿命の延長、工具支出の削減、生産量の増加を達成してきました。 量産初期は 1 日あたり最大 3,600 個の部品が生産されていましたが、現在では追加の機械を必要とせずに、 4,500 個の部品製造をするにまで引き上げられました。
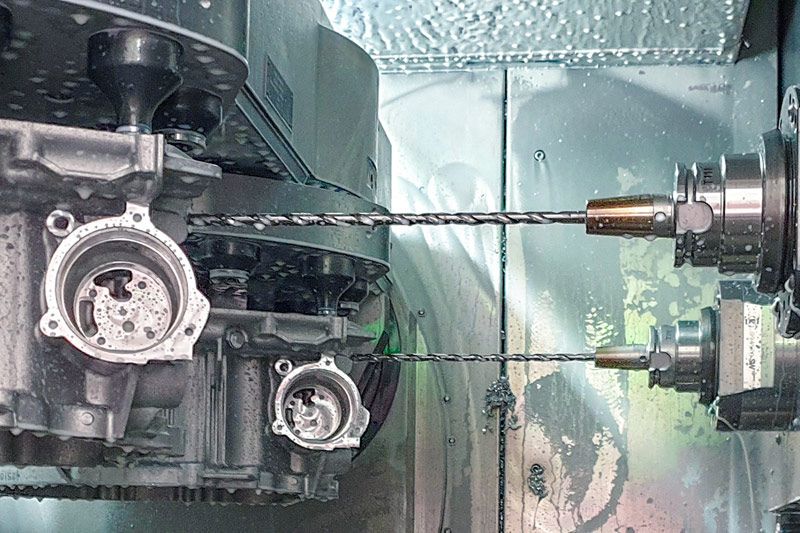
最新の最適化には、トランスミッションのギア部に使用されるオイル チャネルの深穴の加工です。 「工具管理システムを使用して、どの工具をどのくらいの頻度で交換する必要があるかを毎月評価しています」と Swiniarski 氏は報告します。 「深穴用のドリルは特にセンシティブです、これらのドリルは比較的コストが高価のため、ツールのコストを削減するために、深穴用のドリルに集中しました。」 切れ味が鈍いドリルでは穴の出口にバリが生じるため、品質面は工具の摩耗にも影響します。

Erheblicher Standzeitgewinn mit PKD

Newデザインの工具は、マパールの標準の超硬ソリッドドリルをベースに、先端に PCD 切刃を挿入しました。 このツールの構造は、超硬チップを備えたコンクリートドリルを彷彿とさせます。 Harzgerode の担当者は、PCD ディープドリルの工具寿命に非常に満足しています。 超硬ソリッドドリルの工具寿命は 2,500 部品を超えると終了しますが、PCD ディープドリルは 15,000 部品まで確実に加工出来ます。 材料のブローホールや鋳造品質の変化など、機械加工の課題には改善の余地があります。 「状況によって、PCD ディープドリルの寿命が 40,000 個に達することもあります。 当然のことながら、私たちはこの長い工具寿命を標準にしたいと考えています」とFrick 氏は強調します。
切削条件は、主軸速度 8,700 rpm、送り 0.3 mm/rev、切削速度 218 m/min における超硬ソリッドドリルの切削条件タと同じです。 新しいドリルの可能性は、工具寿命が大幅に長くなり、その結果工具コストが削減され、プロセスの信頼性が向上することにあります。 工具の交換が減れば、機械のダウンタイムも減ります。
Schlote社ハルツゲローデ工場 での生産には、合計 10 個の製造ラインがあります。 各ラインは、工作機械メーカー SW の 3 台のマシン (W06 ダブルスピンドル マシン 2 台と one6 シングルスピンドル マシン 1 台) で構成されています。 部品は 3 つのクランプ設定で加工され、ダブルスピンドル機械が最初の 2 つの設定を処理し、仕上げは 3 番目の設定で行われます。

E-モビリティに向けて
クラッチ ハウジングの生産は、少なくとも 8 年間の期間と年間 110 万個の部品のピーク数量を伴うプロジェクトとして設計されました。 ピークは 2020 年に過ぎました。このコンポーネントの生産は現在 5 年目で、90 万個に達しています。
生産性の継続的な向上に加えて、生産量の減少により、将来の課題に取り組むことが可能になり、初めて他のコンポーネントの製造も可能になりました。 この目的に向けた工場の転換はすでに始まっています。 2 つの新しいプロジェクトのうちの 1 つ目には、Schlote社が生産するスーパー スポーツカー の新しいハイブリッド モデル用の 6 つの異なるコンポーネントが含まれます。
別のプロジェクトでは、クラッチ ハウジングに関してもメーカーの能力が必要とされていますが、今回は電気自動車用です。 Schlote社 はここで、電気自動車にトランスミッションを装備するE-モビリティのトレンドの恩恵を受けています。 3 つのギアを備えた革新的なモデルの場合、エンジンとギアボックス間の接続は Harzgerode工場で行う必要があります。 ホール収容人数の半分は現在転換中です。 内燃機関用部品の生産は50%に削減され、将来的には10%がハイブリッド車に、40%が純粋なE-モビリティに使用される予定です。 Schlote社 はすでに新しいプロジェクトの最初のコンポーネントを製造しています。

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


