
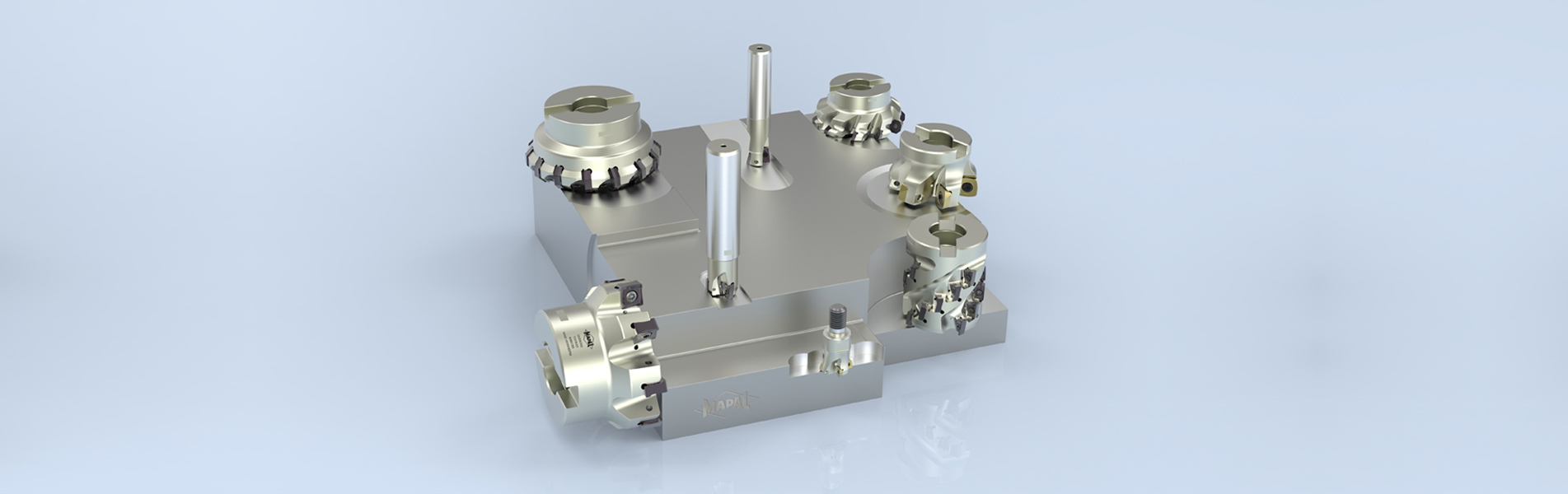
NeoMill® milling cutters combine productivity and cost-effectiveness
You are looking for a powerful milling cutter for your application?
Do you need a milling cutter with which you can achieve a high metal removal rate and increase your tool life? Then we have the perfect solution for you with our NeoMill milling program.
AT A GLANCE
-
Milling cutter range with compacted radial indexable inserts
- Face, shoulder, slot and shell end face milling cutters
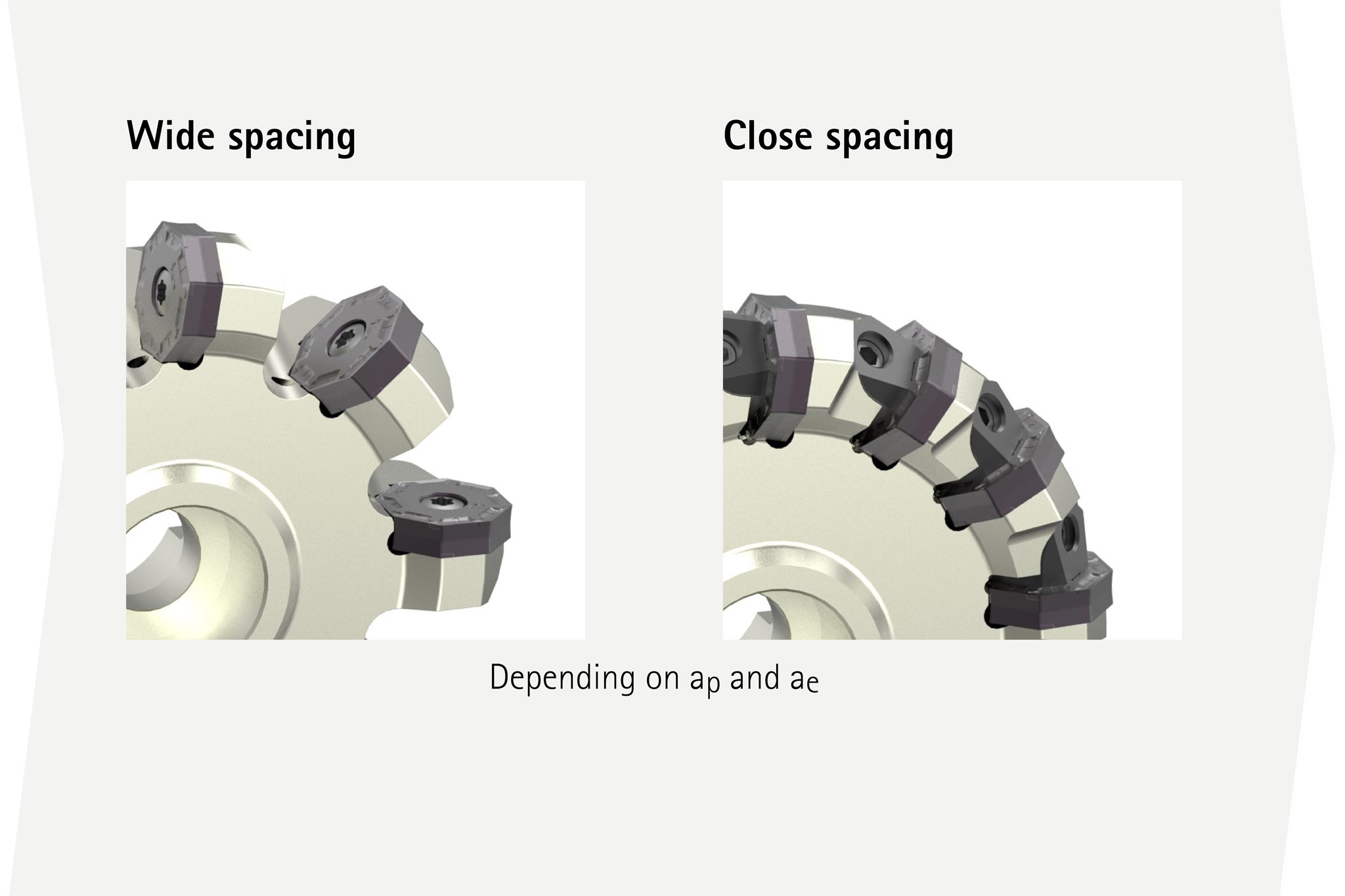
- For roughing and medium machining with one tool
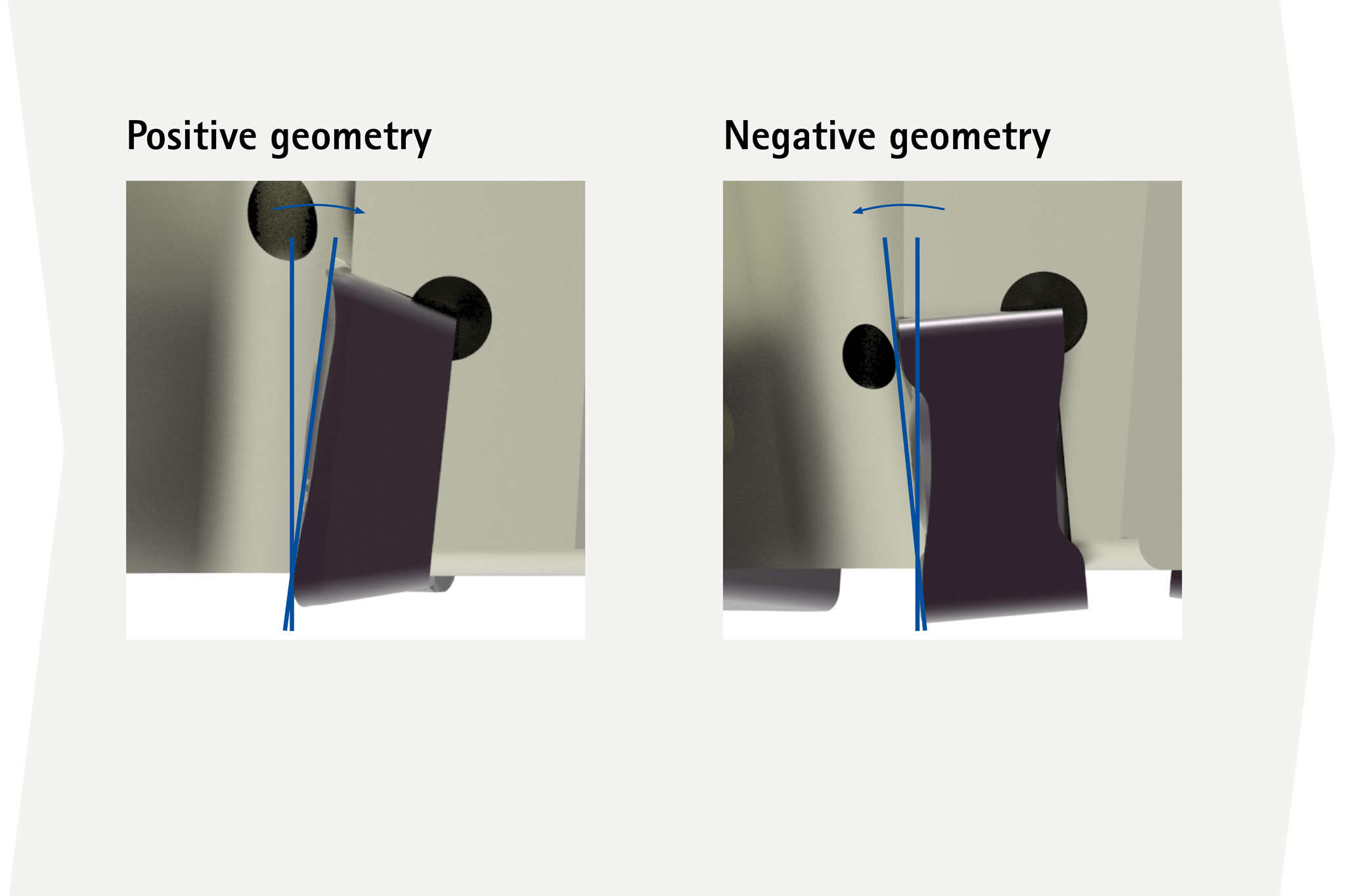
- Positive and negative indexable inserts made from different PVD and CVD cutting materials
ADVANTAGES
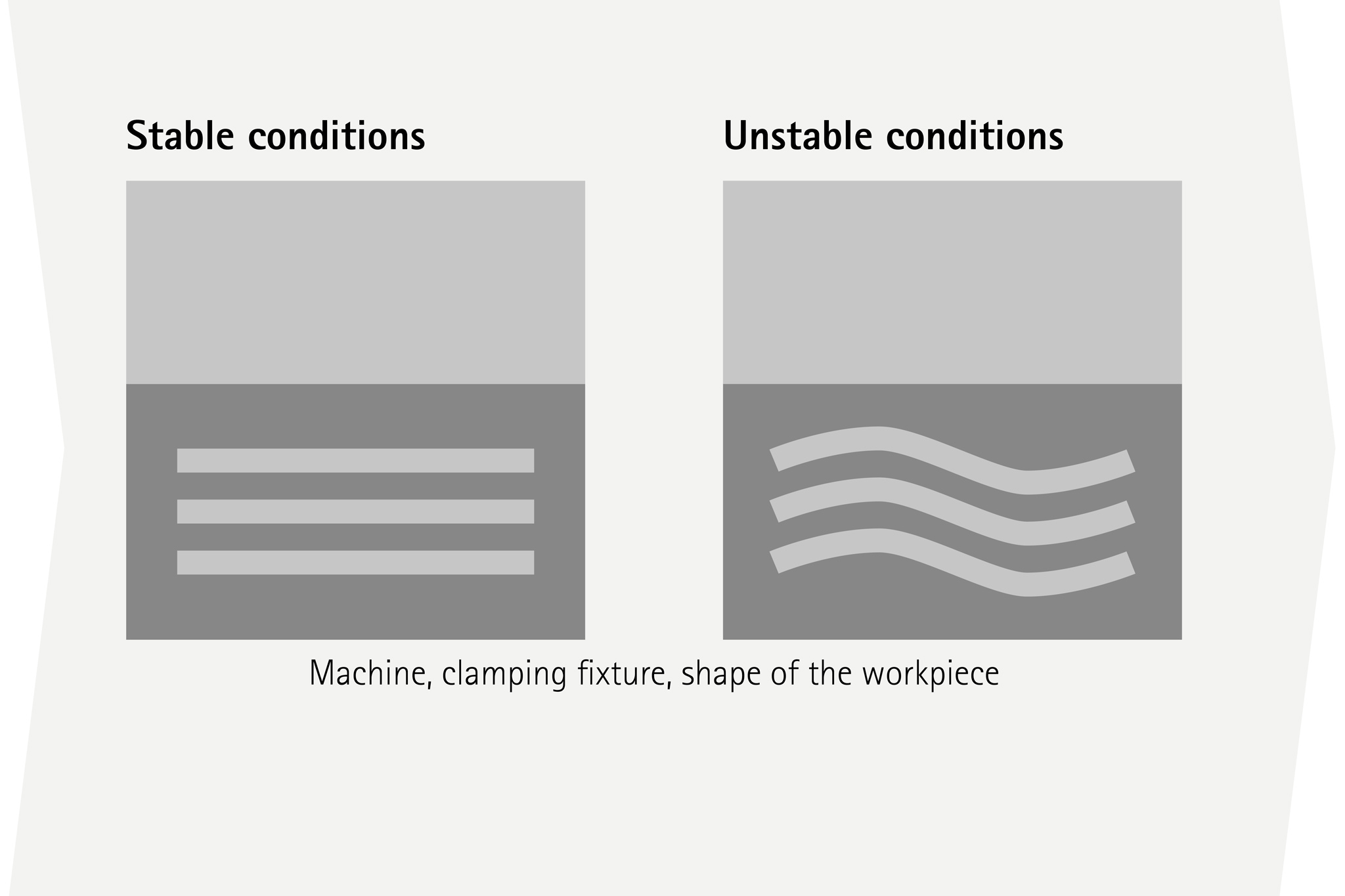
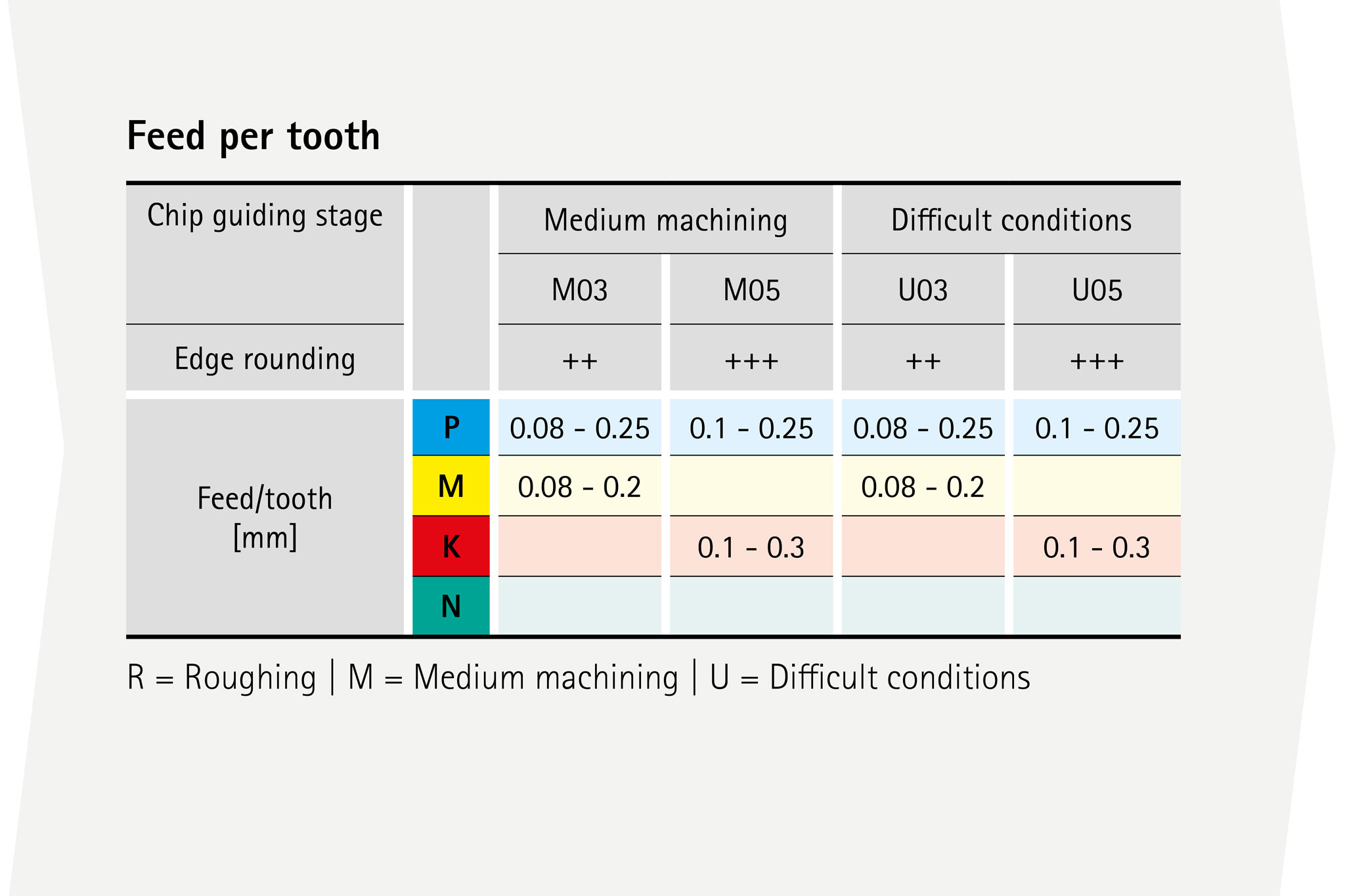
- Indexable inserts for maximum efficiency also in difficult machining conditions
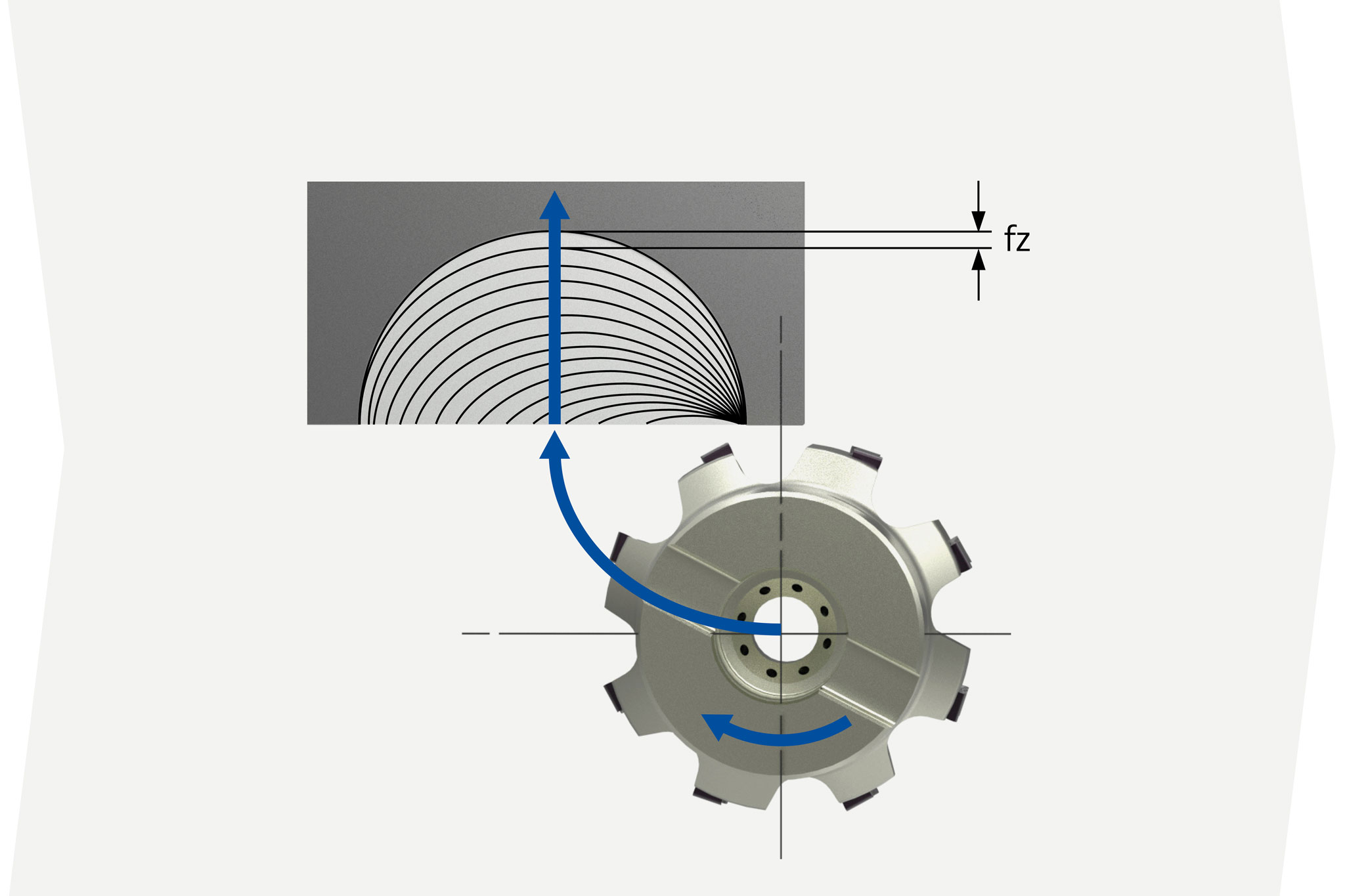
- Very high surface quality due to indexable inserts with wiper component
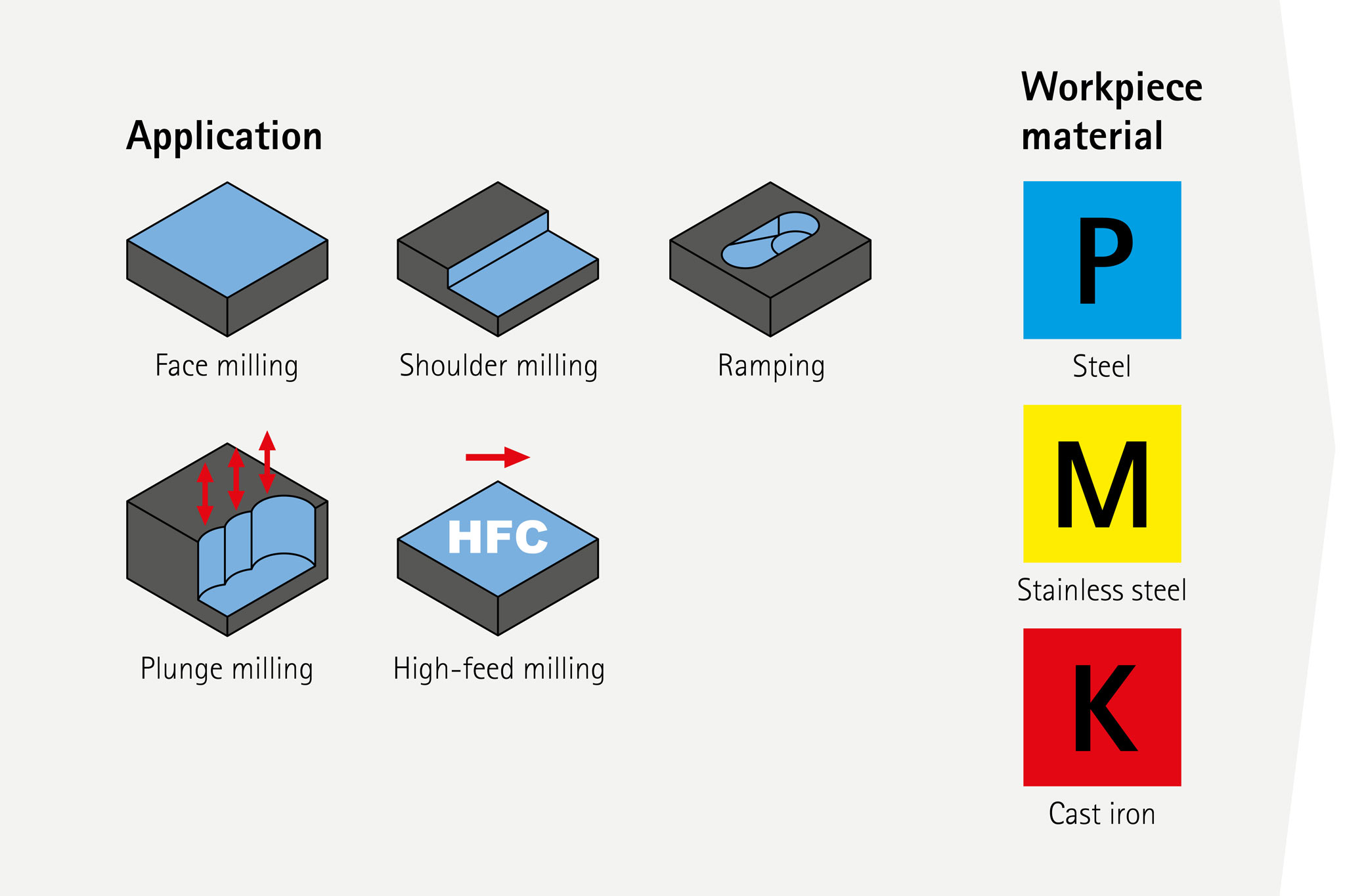
- For all applications in cast iron, steel and stainless steel, as well as heat-resistant cast steel (turbocharger materials)
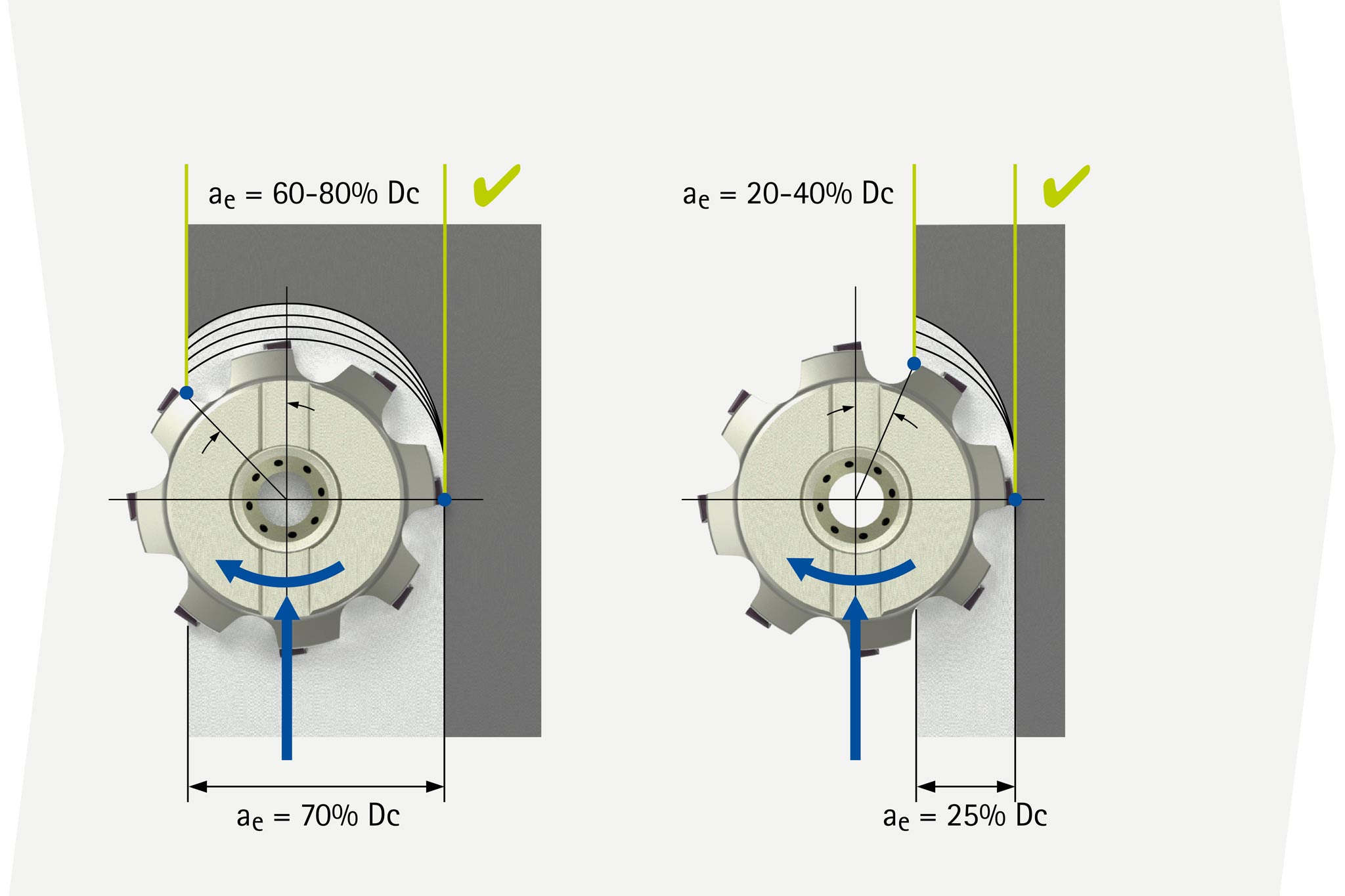
- High cutting volume
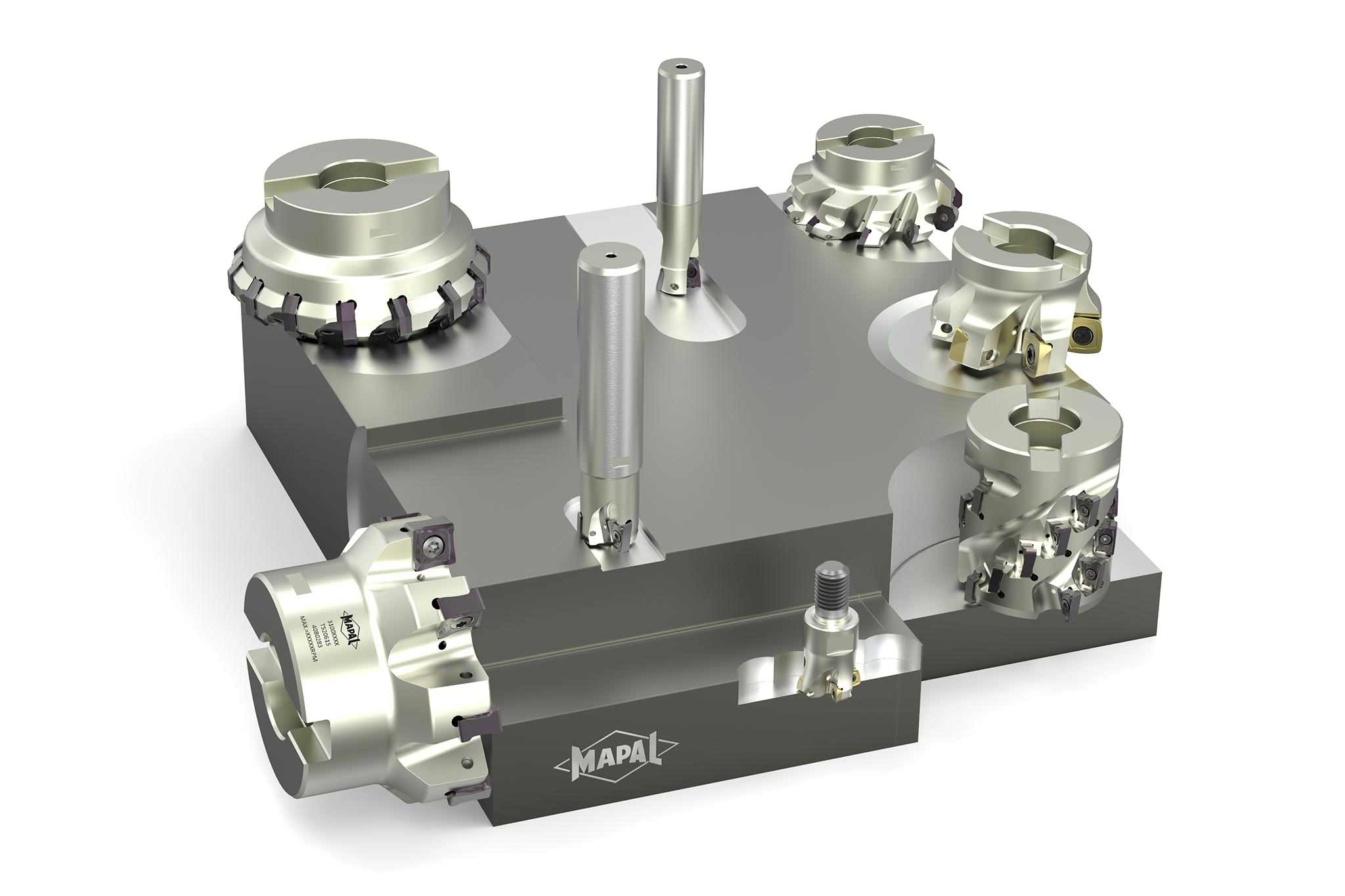
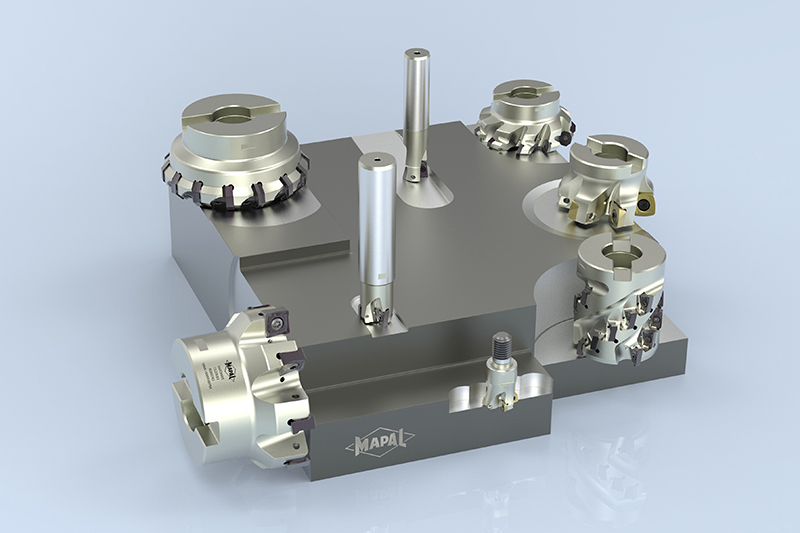
NeoMill® standard programme
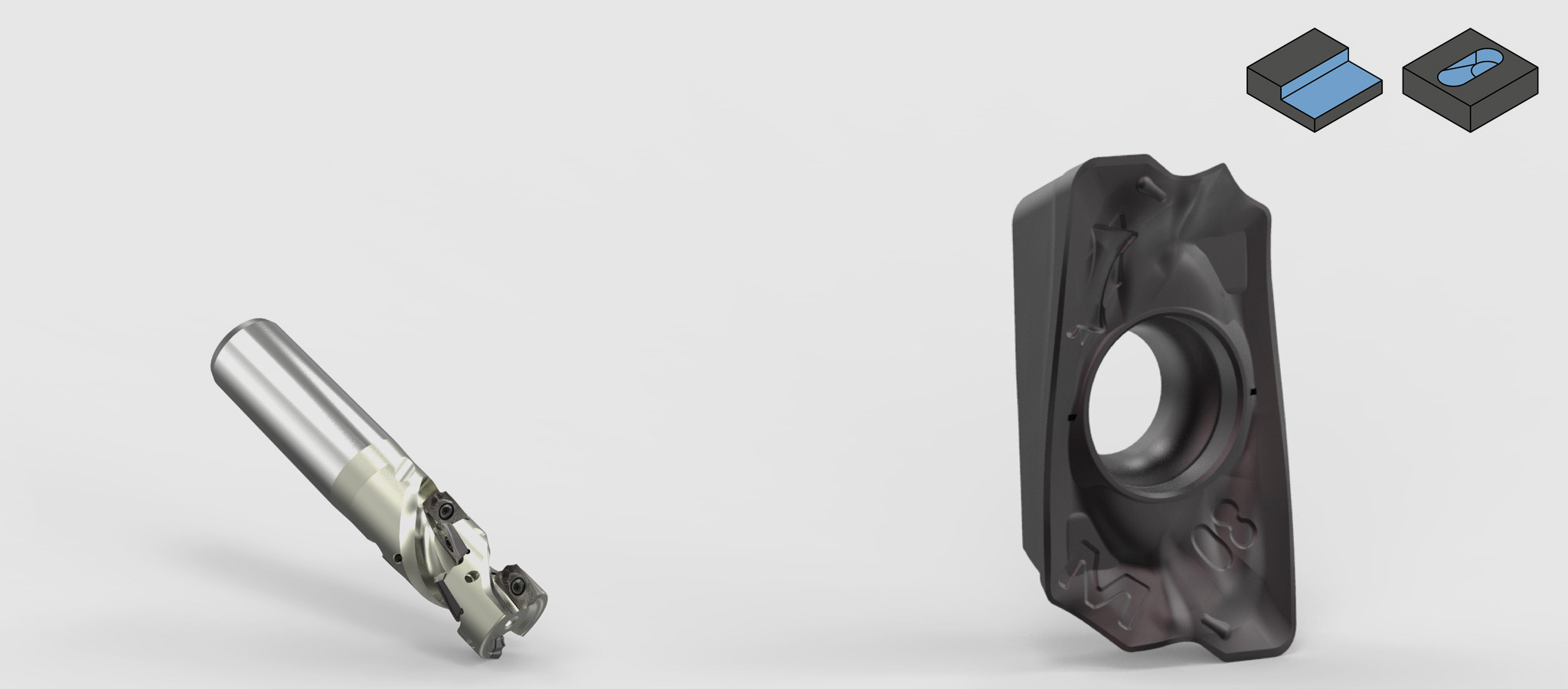
For all milling cutters, MAPAL offers a wide range of indexable inserts – each in a positive and a negative design. In addition, there are cutting edges with a wiper portion, which achieve good surface qualities even without being set.
The negative inserts do not have a clearance angle and can therefore be designed with cutting edges on the contact surface. If the basic shape is the same, negative inserts thus have double the number of cutting edges compared with their positive counterparts. In combination with the high tool life of the indexable inserts, this makes the negative indexable inserts particularly cost-effective.
- Face milling cutters
- Shoulder milling cutters
- Shell end face milling cutters
- High-feed milling cutters

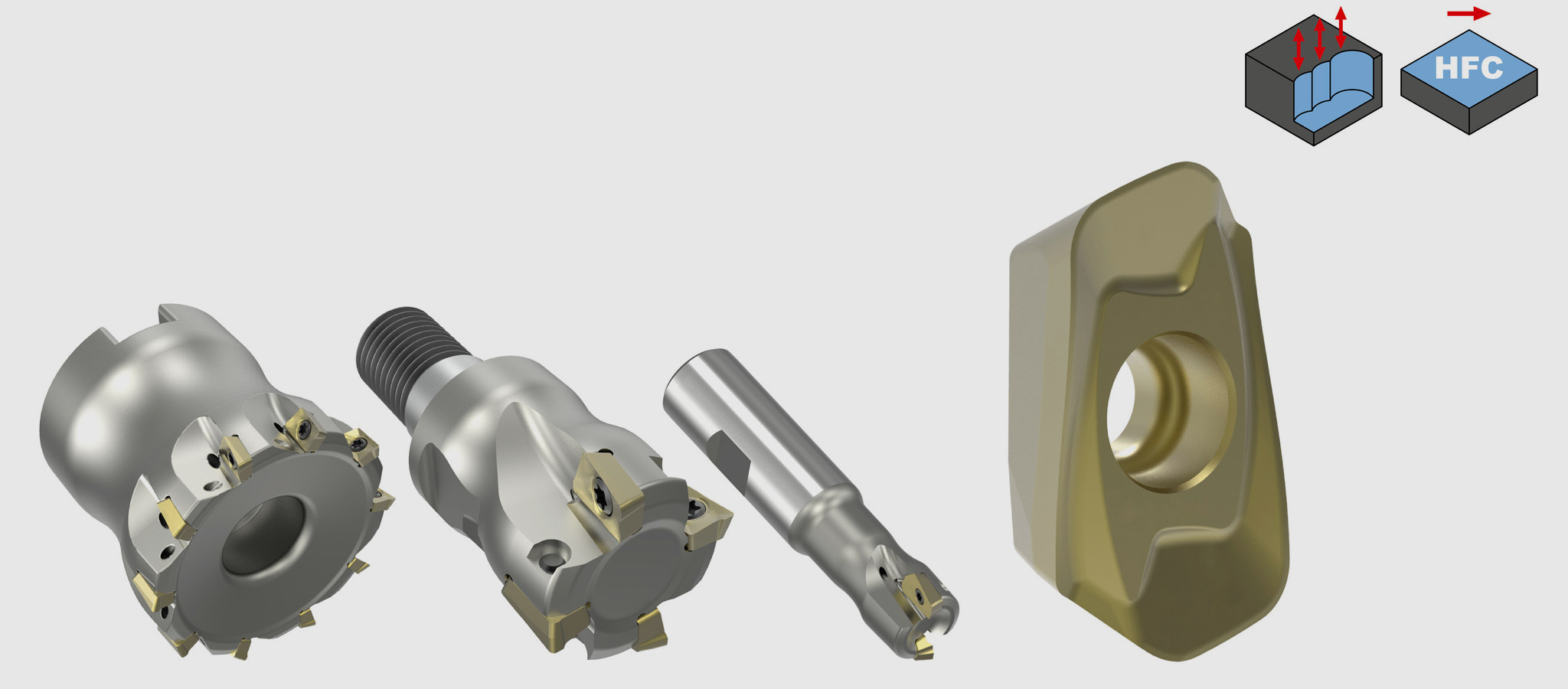
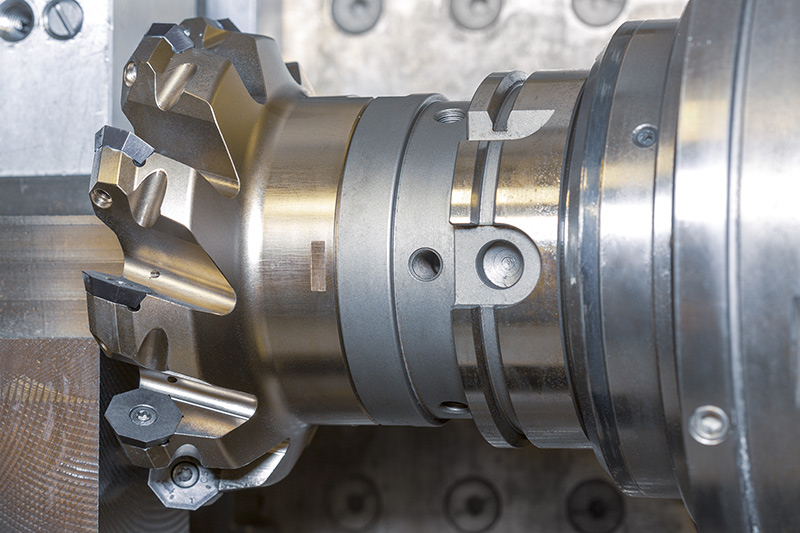
Applications

Selection steps for the NeoMill® milling cutter
Innovative and reliable machining solutions require a holistic understanding of the process
-
Milling application / Clamping setup
Component requirements and clamping concept -
Machining strategy
Tool selection and design of the milling strategy -
Increase in productivity
Analysis and optimization of cutting parameters and cycle time -
Standard
programmeTools and indexable inserts available from stock -
Process reliability & cost-effectiveness
Support during production and cost-effectiveness calculations -
Cooperative partnership
Close contact, work out and carry out optimizations

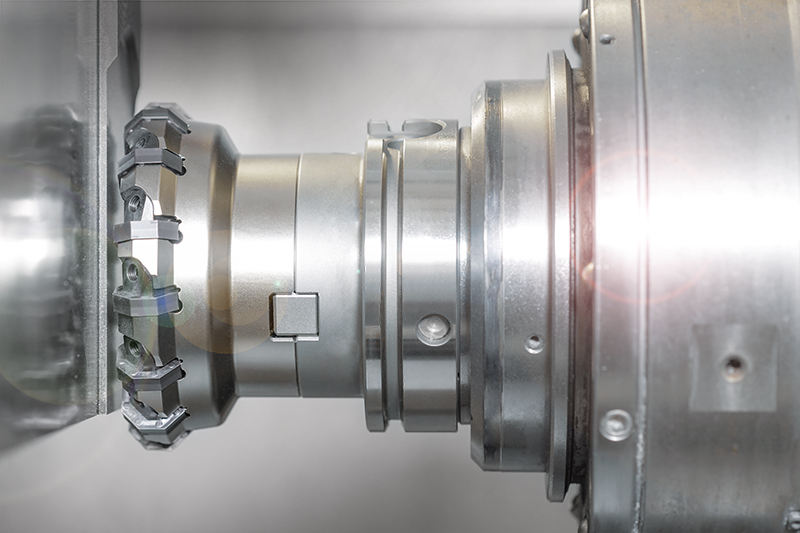


Avoid vibrations using a vibration dampening system

You are looking for a powerful milling cutter for your application?
Do you need a milling cutter with which you can achieve a high metal removal rate and increase your tool life? Then we have the perfect solution for you with our NeoMill milling program.
Your direct contact

Contact person
Heiko Rup Product and Application Management heiko.rup@mapal.com Phone: +49 7361 585 3034