
02.03.2023
The overall process makes the difference
Comparative test at Umformtechnik Radebeul with resounding success
In the die & mould sector, it’s usually difficult to directly compare precision tools from different manufacturers because there are always different parts with different requirements to be produced. When MAPAL was given the opportunity to take over the complete machining of a die at Umformtechnik Radebeul GmbH, the manufacturers were amazed at how much time could be saved.

Umformtechnik Radebeul (UFT) 社はアルミ鍛造のスペシャリストです。同社が特に得意とするのは、複雑な形状を持つ薄型のドロップ鍛造品で、高品質の製品が鋳造アルミニウムでは提供できない安定性を必要とする場合に需要があります。
ラーデボイルの工場は120年の歴史を持ち、その間、所有者や事業分野は何度も変遷してきました。1957年に落し鍛造品の製造が始まり、そこから今日のUmformtechnik Radebeul GmbH社が誕生しました。2001年には、生産体制をアルミニウム鍛造品に変更しました。Aluminiumtechnik Radebeul GmbH社として部分的に運営していた同社は、2006年に金型製造、試作品製造、部品加工、組立の分野で現在の形態になりました。
2017年、ラーデボイルに本拠を置くこのメーカーは、ラインスベルクのUKM Fahrzeugteile GmbHに買収されました。両社の事業分野は互いに補完し合っているといえます。UKMグループは、金属部品の高精度機械加工を中心とする自動車産業のサプライヤーです。UFTは、さまざまな用途向けの複雑なアルミ鍛造品を製造しています。約60%を占める二輪車用部品が最大のシェアを誇っています。
製造に厚みのある二輪車鍛造工場
UFTは主要メーカーのバイク向けに、トリプルクランプ、フットブレーキ、フットシフトレバー、サイドサポート、フットレストプレートなどを製造しています。デリケートな形状や複雑な形状の場合もあるほか、機械加工では厳しい表面設計が課題となります。ラーデボイルでは二輪車部品に加え、日よけのジョイントやコネクター、スキーのビンディング、消防車のホースカップリングやその他の部品も生産しています。同社は、航空宇宙産業の顧客も獲得してきました。
一般的な注文数量は1万から10万個の間です。しかし、少量生産や高品質のプロトタイプは、ラーデボイルの工場が特に得意とするところです。UFTは短納期を特徴としています。
製造ホールを見学すると、その製造の奥深さに驚かされます。自社の工具工場では、鍛造用工具、プレスブレーキ用工具、フライス用治具、UFTの鍛造用測定・検査装置などを製造しています。試作品はブランクから機械加工されます。焼入れ工場も建物内にあり、部品に最終的な外観を整え、部分的に組み立てる機械製造施設もあります。表面処理のみ、近隣の協力会社が行っています。

UFTでは、全従業員170人のうち15人が工具製造に従事しています。「彼らは全員、切削機械のオペレーターとして訓練を受けています。」とUFTの工具製造部門責任者であるステフェン・アルブレヒト氏は、この分野の効率性を説明します。時折外部顧客向けの工具も生産されるが、大半は社内で使用するものです。UFTには常時約500の鍛造用完成工具が在庫されており、新しい部品が増えるたびにその数も増えています。一部の顧客のスペアパーツ市場向けには、工具を最長15年間ストックしておく必要があります。
工具メーカーは、工具鋼のブロックから鍛造用工具を製造する。MAPAL社の金型製品スペシャリストであるフェリックス・ウェンドラー氏は、長年にわたるメーカーとの個人的なコンタクトを活かして、彼らに新しい切削工具を試すよう勧めました。UFTでは、既存の切削工具にかなり満足していたからです。
MAPAL製のボールノーズカッターをテストしても、これはすぐには変わらりませんでした。「MAPALのフライスカッターは、悪いものではありませんでしたが、すでに持っていたものよりも良いものでもありませんでした。」とアルブレヒト氏は言います。MAPALのフライスカッターの改良版でさえ、工具メーカーを説得することはできませんでした。「それは確かに、私たちがすでに非常に高いレベルで仕事をしているという事実にも起因していました。」とアルブレヒト氏は説明しています。

同一条件下での比較テスト
しかし、MAPALがその実力を証明するチャンスはまだ残されていました。アルブレヒト氏によると、UFTが2つの同一部品を製造することは非常にまれですが、大手バイクメーカー向けのフットレスト製造用鍛造金型に関しては、2つの金型を同時に製造する必要があったといいます。非常にデリケートな注文の場合、生産は交換可能なインサートを使用することで、大きな混乱なく工程を進めることができます。UFTは年間2万個のフットレストを生産しています。金型は交換が必要になるまでに約10,000個の部品に対応可能です。
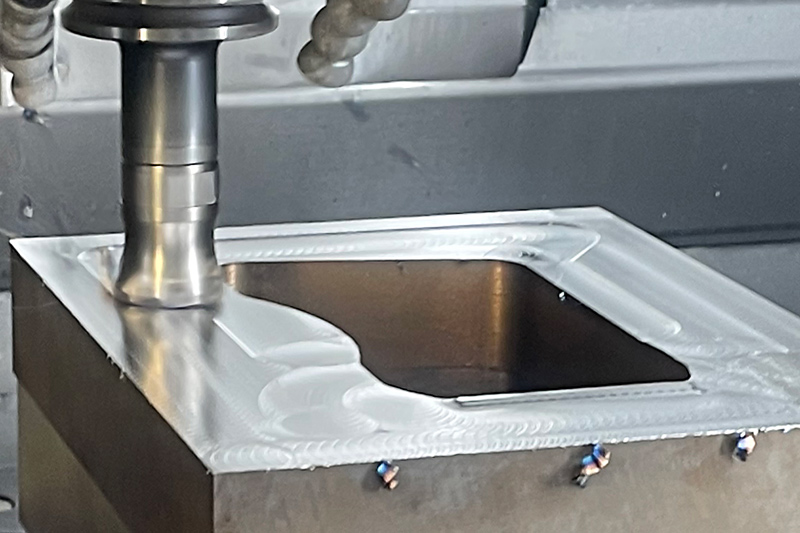
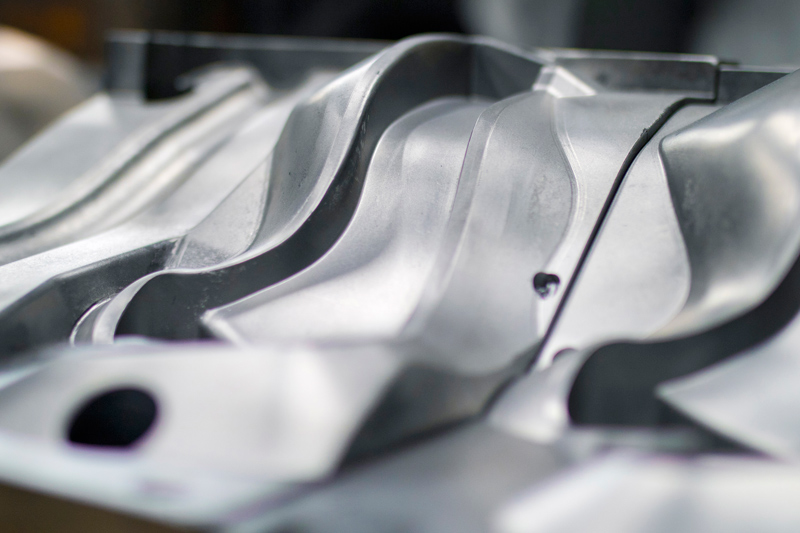
これは、2つのメーカーの工具を、同じ条件下、同じ接続、同じ機械(Hermle C40)で、互いにテストする絶好の機会となりました。さらに、複雑な加工が要求される部品でもありました。金型を加工すると、最後に残る材料は半分以下になります。すべての輪郭を加工するためには、比較的小さな工具が材料に深く食い込むこともあります。
アルブレヒト氏は言います。「私たちは工具メーカーの実際の能力を見極めるために、MAPAL社に最初から最後まで完全に部品を加工させることにしました。テスト条件としては、これ以上ないものでした。」ウェンドラー氏は、与えられた自由を活用し、加工戦略を練りました。形状を一致させ、公差や工具の制約による問題を回避するため、彼は以前使用していた工具に注目しMAPALのポートフォリオから18本の適切な工具を選択して、それらと競合させました。
MAPALはハイフィードカッターNeoMill-4-HiFeed-90を実績のあるクラシックなラウンドインサートカッターとの競争に投入しました。その結果は、ラーデボイルの製造者たちを驚かせました。なんと 加工時間が28%も短縮されたのです。「1つの部品でこれだけ作業時間を短縮でき、その結果コストも削減できました。そこに気づいたときに大きな衝撃を受けました。」とアルブレヒト氏は言います。
すべては正しい準備作業にかかっている
後続の機械加工ステップに最適な条件を作り出すために、ウェンドラーは以前の 52 mm カッターの代わりに 35 mm フライス カッターを使用しました。 生産マネージャーのアルブレヒト氏はこれについて非常に驚きました。「これほどのサイズの違いがある中小さなツールがより速く動作するとは思えなかったので、私は正直に言うと疑っていました。」 しかしウェンドラー氏には理由がありました。 52 mm フライスカッターは既存の SK40 機械には大きすぎるため、より大きな工具の可能性を最大限に活用することができません。 一方、彼が選択した小型の NeoMill-4-HiFeed-90 高送りフライスカッターは必要な切削データに基づいて正確に加工を実行できました。そして 切断幅と切断深さが狭いため、最終的に作業が早くなりました。
プロセスの時間短縮に貢献したもう 1 つの要因もありました。 フライスカッターの直径が小さいため、より精密な輪郭加工が可能になりコーナーに残る材料が少なくなります。 これにより、さらなる加工に必要な労力が軽減されます。 ウェンドラー氏によれば、これは非常に重要です。「ほとんどのユーザーにとってマシンが制限要因となるため、フィニッシュだけでタイムを短縮することはほとんど不可能です。 したがって、全体的に時間を短縮するために荒加工中にすでに最高の状態を作り出すように努めています。」
プロジェクトの非常に前向きな結果のおかげで、UFT は MAPAL との協力を拡大しさらなる機械加工作業に協力して取り組みたいと考えました。 「MAPALには、我々が何をしているのかを理解しているパートナーがいます。 そういったパートナーは段々と稀になってきているので非常に貴重な存在です。」とアルブレヒト氏は称賛します。 「問題が発生したときに助けてくれたり、アドバイスをくれたりする常駐の連絡担当者がいることは、我々の協力関係の基盤となっています。」

The workers have their favourite tool
One milling cutter from MAPAL has become the favourite of machine operators within a short space of time: the OptiMill-3D-HF-Hardened, an extremely powerful solid carbide roughing tool that can be used from soft mild steel to 68 HRC hard powder metallurgical tool steel. “If a tool can actually make the operator beg to be allowed to use it, then we’re really on to something”, Albrecht comments. There are reasons why the tool is so well received: It’s quieter than its predecessor, cuts more smoothly and is therefore more pleasant in terms of volume alone. Operators know up to which tool life they can work with the tool without hesitation before they have to listen more closely during machining.
Another joint project under discussion is the introduction of the UNIBASE-M tool dispensing system, which could be used not only by the UFT tool shop but also by the mechanical finishing department right next door. Tools from MAPAL are also used there, but it is also possible to store third-party tools in the system. The tool stock can be monitored and kept in line with requirements via the digital tool management system c-Com. The adaptive system ensures that as few tools as possible are stored, but that the customer is always fully capable of action – after all, production should run smoothly.

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


