
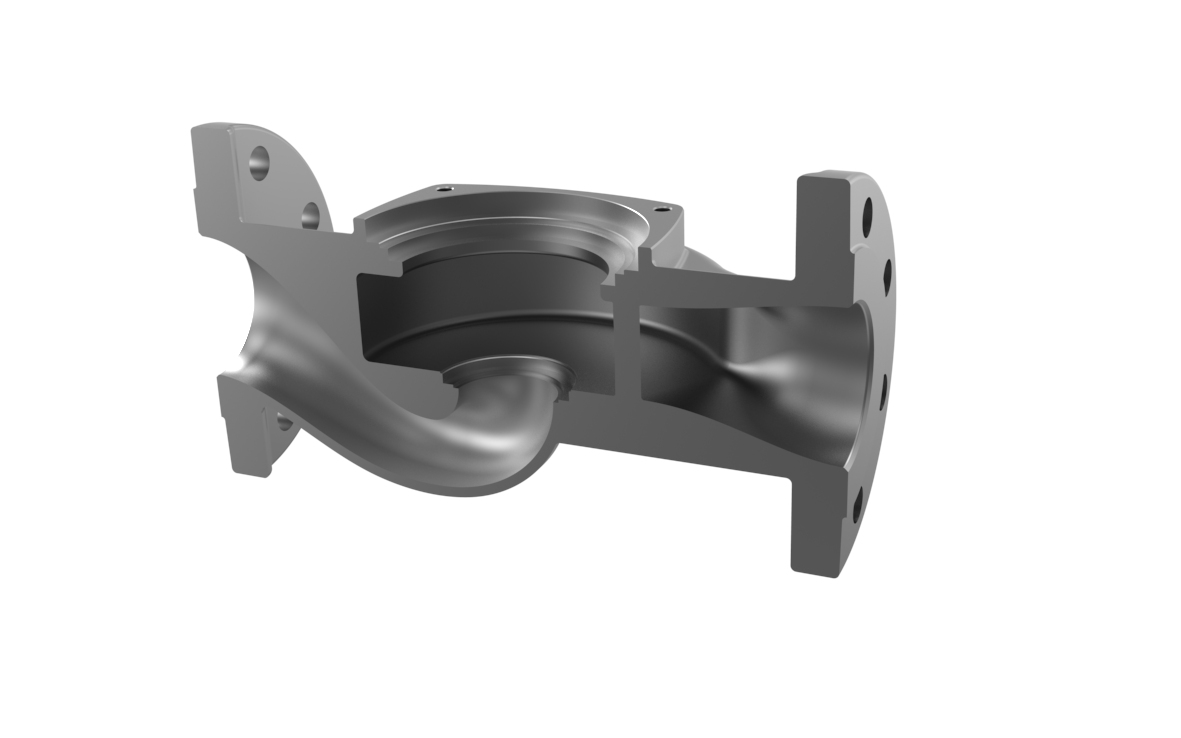
Carcasa de bombas de recirculación
Carcasa de la bomba EN-GJL-250 / 1.4301 (V2A)
Situación inicial del cliente
- Proceso poco flexible: Unidades de válvula de corredera plana en la línea de transferencia
- Los largos tiempos no productivos al cambiar las herramientas y el producto ocasionan la detención de las máquinas
- Exigencia: Breves tiempos de ciclo y de cambio de productos
- Se requiere un alto nivel de flexibilidad al mecanizar todas las variantes de componentes en una máquina
Particularidades de esta solución
- Posibilidad de realizar un cambio de herramienta automático
- Ajuste neutral de las herramientas con respecto al tiempo principal mediante herramientas hermanas
- El proceso flexible permite realizar un ajuste previo en el dispositivo de ajuste
- Cambio de herramienta rápido
- Posibilidad de utilizar herramientas estándar (p. ej. taladro o fresa) en el mismo husillo
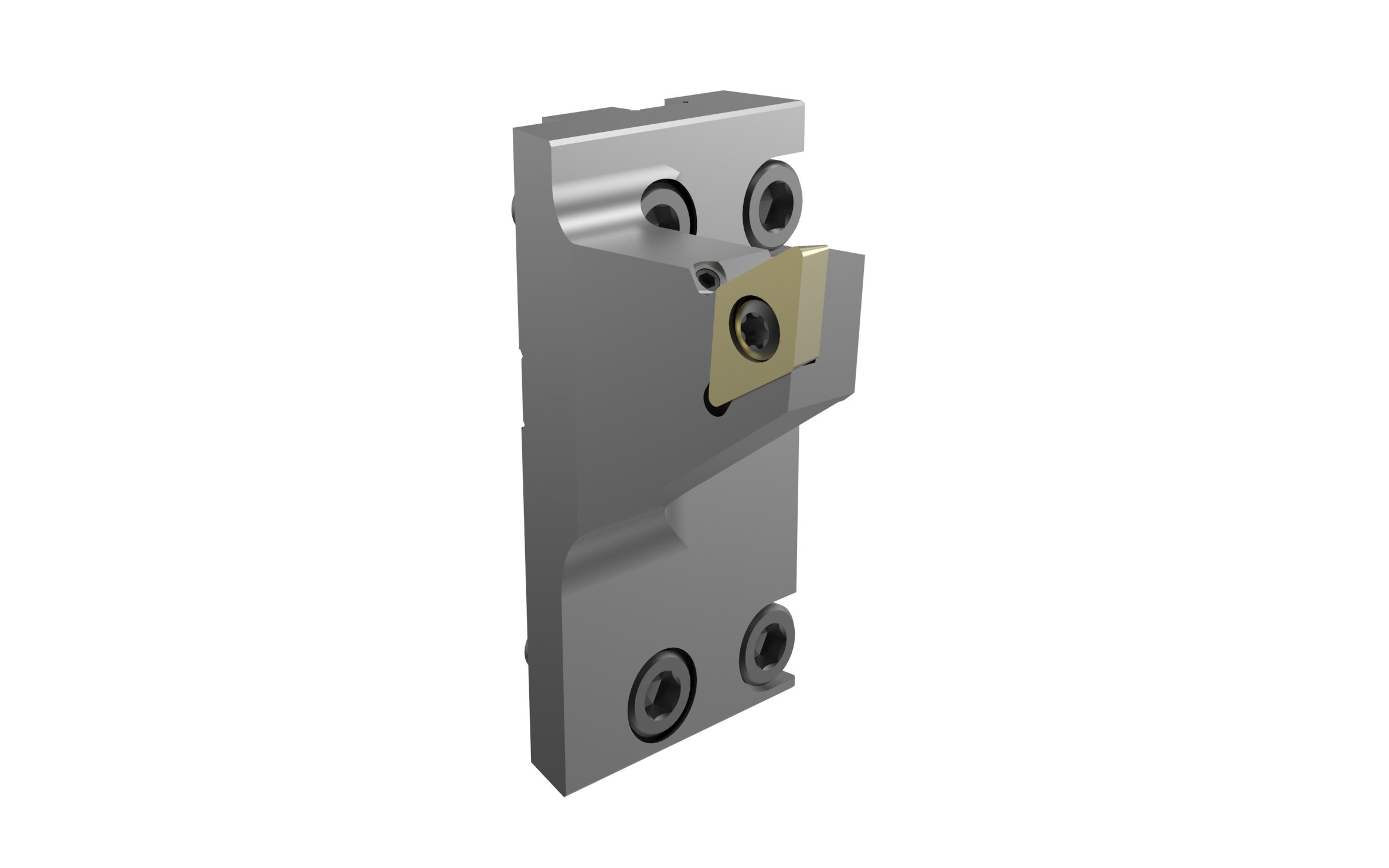
- Tecnología de insertos de corte intercambiables para bajos costos de material de corte
- Se reducen los tiempos de ciclo con z = 2 respecto al mecanizado en tornos
Herramientas destacadas
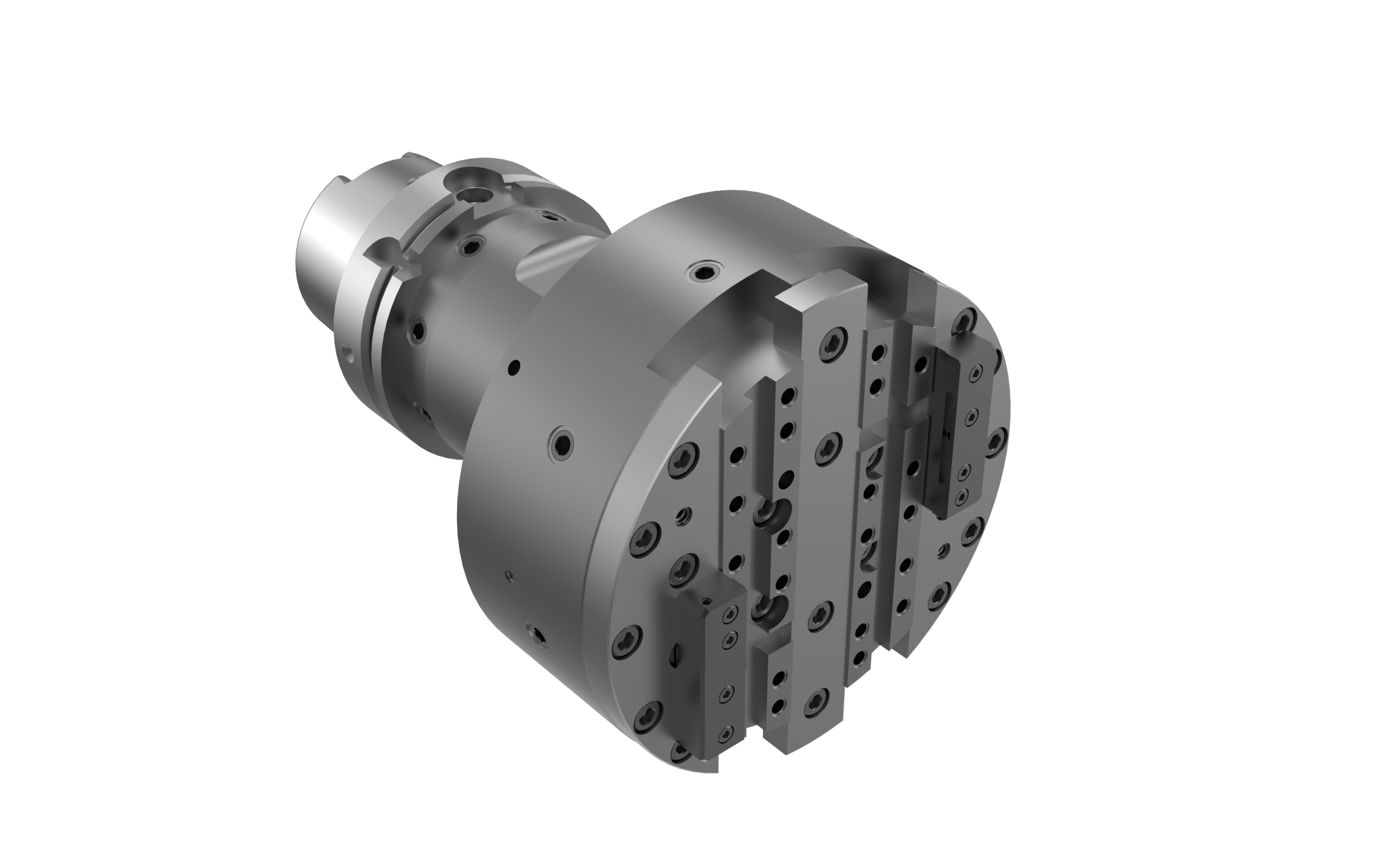
Herramienta de control para sistemas de eje U
- Las herramientas superpuestas flexibles permiten cubrir todas las variantes de componentes en la aplicación con solo cuatro tipos de herramientas
- El sencillo cambio de los insertos de corte intercambiables permite el mecanizado de diferentes materiales
- Máxima flexibilidad por interfaz HSK intercambiable y colocación en el depósito de herramientas
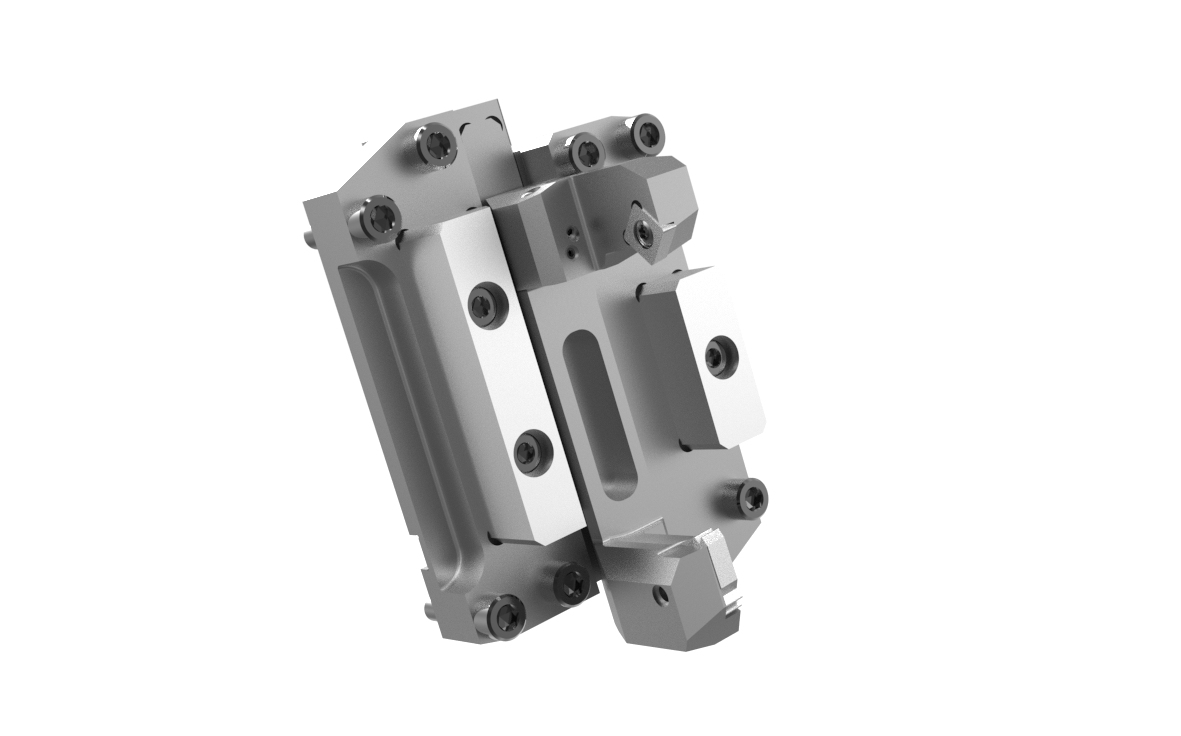
- Diseños con corredera sencilla y doble
- Posibilidad de utilizar herramientas hermanas
Contorno interior y mecanizado de refrentado


外周+ねじ加工
![DOWNTIMES [MIN.] FOR PRODUCT CHANGES](/medias/sys_master/root/he9/h05/9687965368350/EN__Diagramme/EN-Diagramme.jpg)
利点
- 製品と切れ刃交換のためのダウンタイムの削減
- 連続生産工程での高いコスト削減
- 全製品に必要なフェーシングヘッドは、交換可能なセットアップツールを備えた1種類のみ
- U軸またはTooltronic®ドライブを搭載したすべての機械で実現可能
- 1台の機械とワンチャックで完全処理が可能
![DOWNTIMES [MIN.] FOR CUTTING EDGE CHANGES](/medias/sys_master/root/ha8/h09/9687965499422/EN__Diagramme2/EN-Diagramme2.jpg)