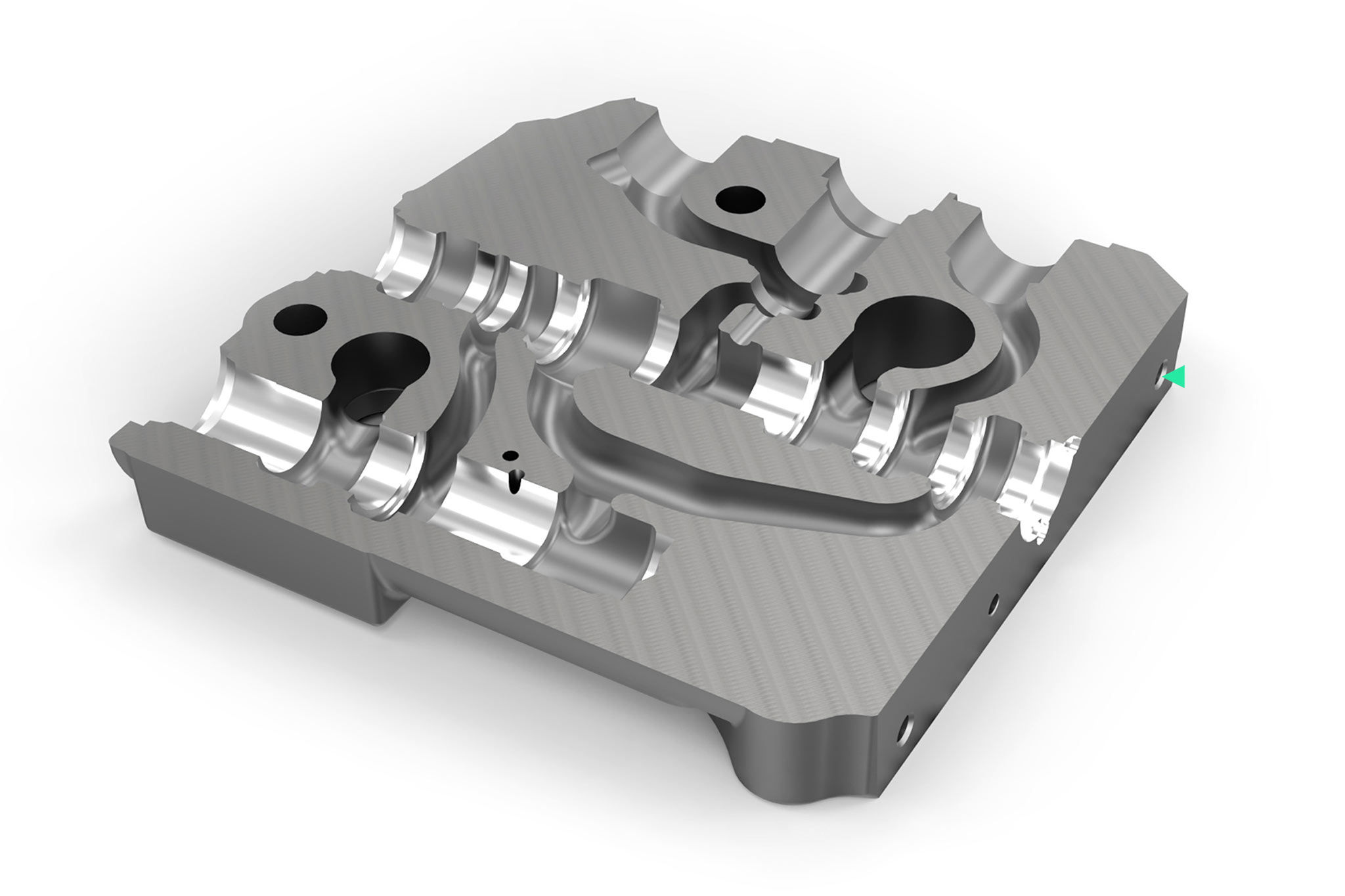
Hydraulikventilgehäuse

Zerspanungsanforderungen
- Schwankende Guss-Aufmaßsituation
- Stark unterbrochene Schnitte
- Ringbildung beim Aufbohren vermeiden und sichere Spanabfuhr aus dem Gehäuse gewährleisten
- Ausbrüche an den Steuerkanten im Aufbohrprozess vermeiden
- Sehr hohe Anforderungen an Form- und Lagetoleranz
- Konstantes Aufmaß vor dem Honen
- Bauteilvarianz und begrenzte Werkzeugspeicherplätze im Zerspanungskonzept berücksichtigen
Wegeventile sind mechanisch oder elektronisch betätigte Ventile mit mehreren Schaltstellungen. Je nach vorgegebener Position des Steuerschiebers entlang der Steuerkanten wird ein Volumenstrom zum Betrieb der angeschlossenen Arbeitsgeräte eingestellt. Die Individualdruckwaage (IDW) regelt ein konstantes Lastdruckgefälle über der Zulaufsteuerkante des Steuerschiebers ein, sodass eine lastdruckunabhängige Volumenstromsteuerung über den gesamten Stellbereich, auch im Parallelbetrieb, erreicht wird (Lastkompensation). Das System muss leckagefrei sein, um ein unbeabsichtigtes Absinken der Last, auch bei Parallelbetrieb zu verhindern.
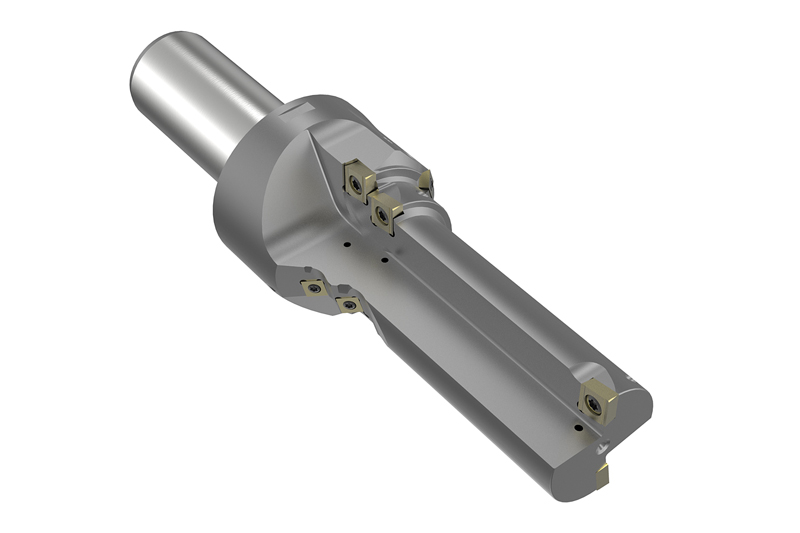
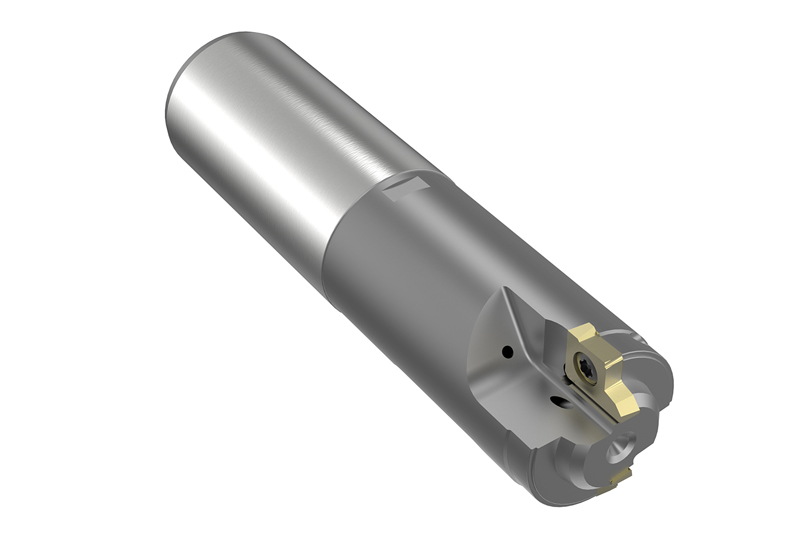
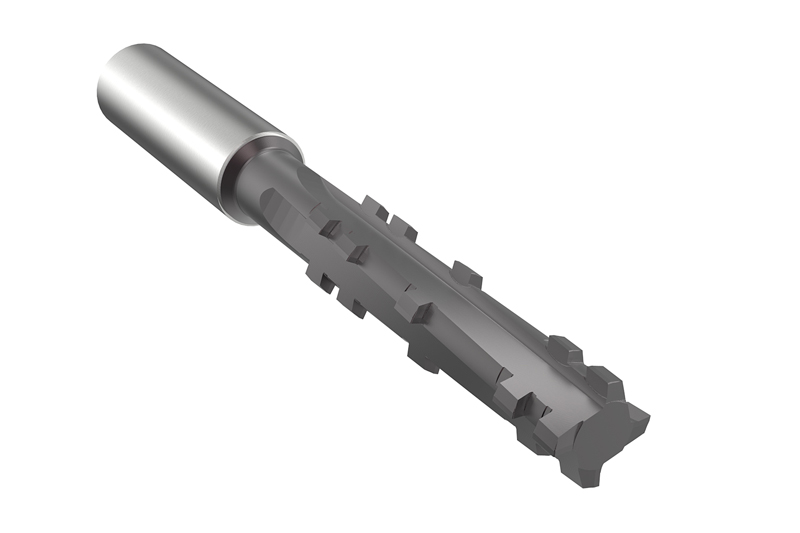
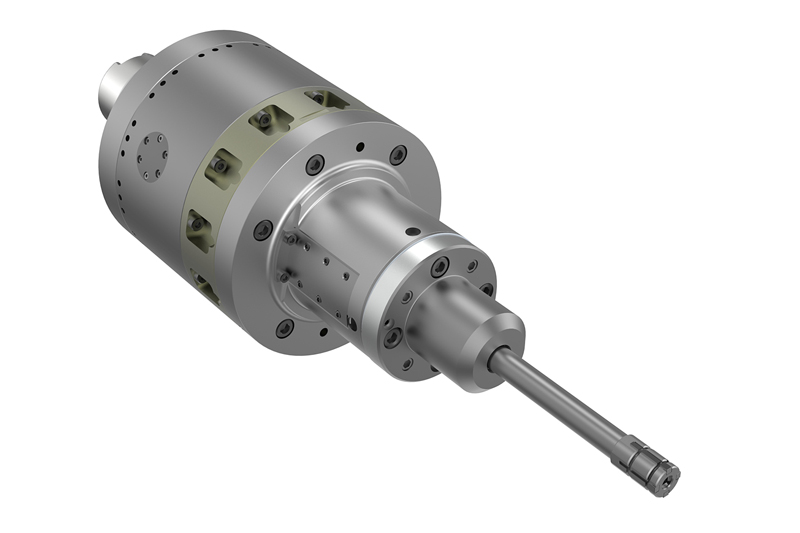
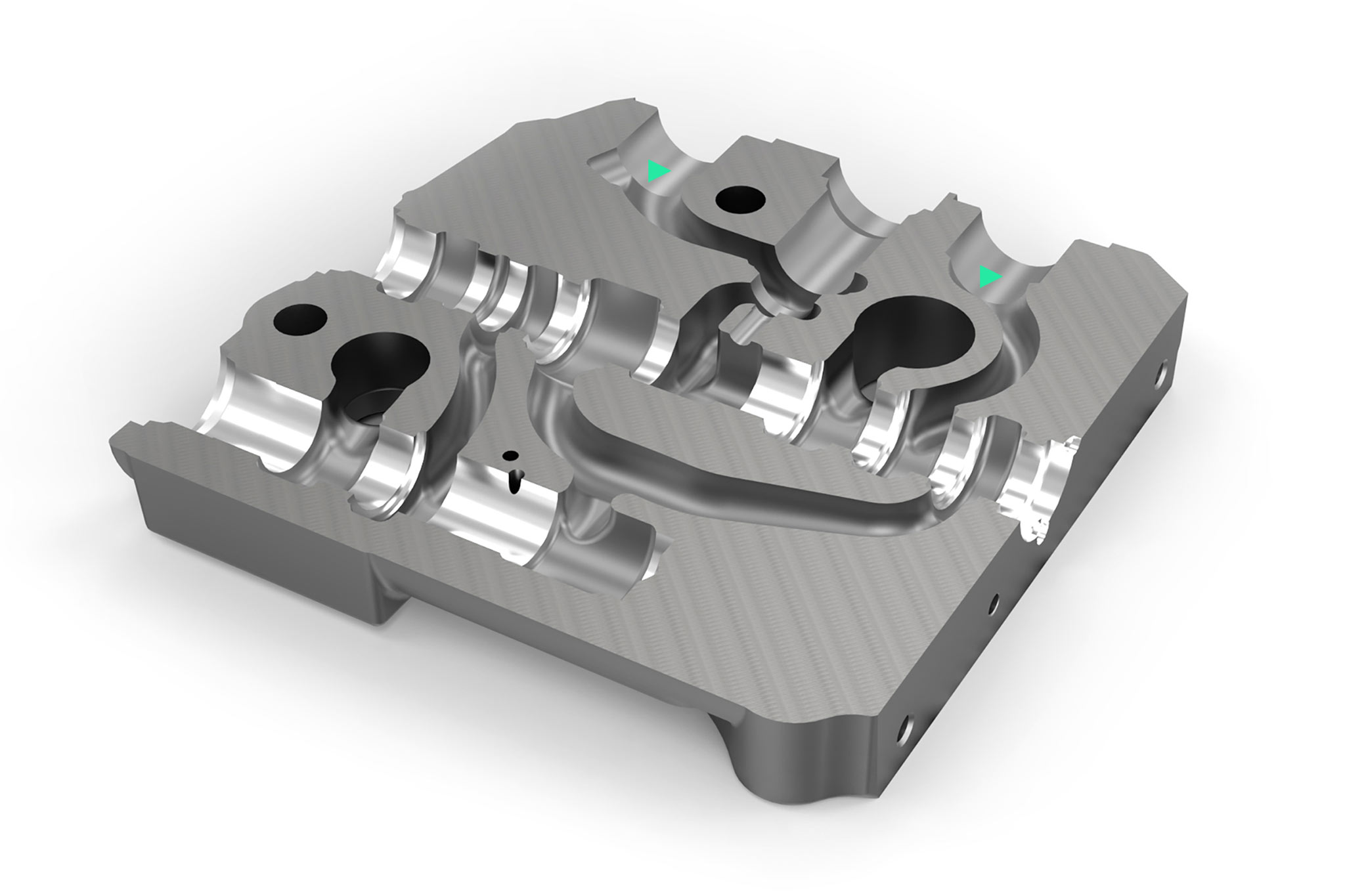
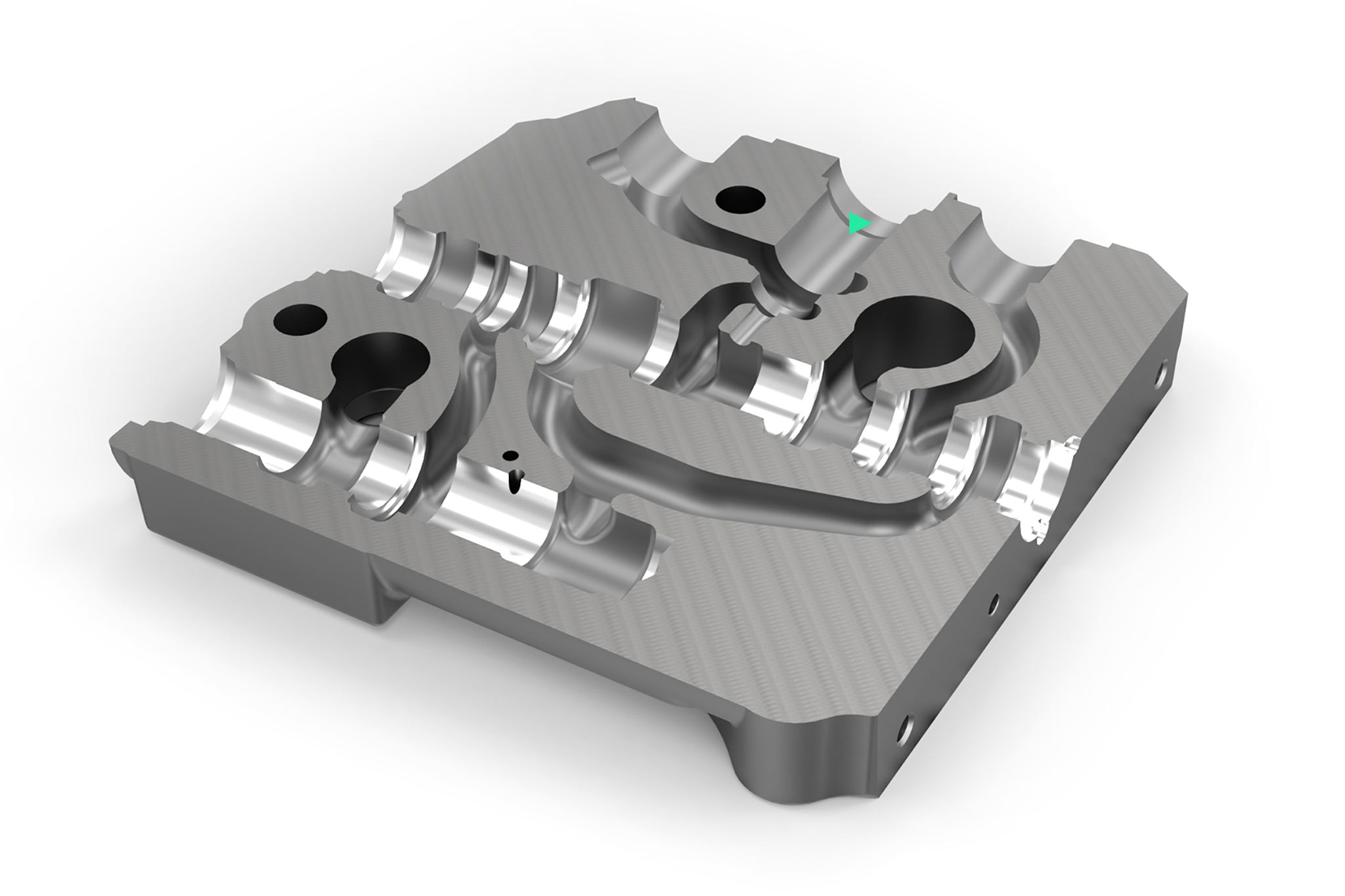
Bohrungsbearbeitungen


Application solutions
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore
- Individual orders, smaller and medium quantities
- No option for tool setting
- Short cycle times required
- High machine hourly rates
- Stable oscillating honing available
- Tool concept adapted to several part versions
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore and compensator bore
- Large-scale series
- Tool setting desired
- High machine hourly rates
- High costs for subsequent single pass honing
Initial situation at the customer
Valve housing EN-GJL-300 – spool bore
- Small lot sizes
- Option for tool setting available
- Too many/frequent tool changes
- High machine hourly rates
- High effort due to single pass honing process
客户的初始情况
阀门外壳 EN-GJS-400-15 - 压力天平孔/珩磨加工
- 减少额外成本的要求
- 现有加工中心改装为 TOOLTRONIC
- 用于原型样板件制造以及中/小批量的珩磨加工
- 要求将珩磨流程对单独的机床不采用
客户的初始情况
阀门外壳 EN-GJS-400-15 - 完整加工
- 库存量高
- 刀具预调间中的工艺流程并非最优的和数据质量不完整
- 成本透明度不足够
- 专业人员普遍短缺造成较大的人力波动现象
- 发生断刀的问题
- 刀具成本高