Wenn Werkzeugkompetenz und Beratungsqualität zusammenpassen
Partnerschaft bei der Werkzeugversorgung
Startups im Bereich Zerspanungsdienstleistungen müssen sich gegen einen knallharten Wettbewerb durchsetzen. Sie können es sich nicht leisten, bei Beschaffungen Geld zu verschenken. So auch die 2014 gegründete Bonertz Technik GmbH, die inzwischen den Sprung vom reinen Dienstleister zum Hersteller innovativer Spannmittel für den Einsatz in Werkzeugmaschinen geschafft hat. Beim Einkauf von Zerspanungswerkzeugen achtet man hier vor allem auf Leistung, Prozesssicherheit und guten Support.
„Als wir die Firma 2014 gründeten, hatten wir nur eine CNC-Maschine und arbeiteten zunächst als reiner Zerspanungsdienstleister“, erinnert sich Robert Bonertz, Geschäftsführer der Bonertz Technik GmbH in Föhren. Das Unternehmen spezialisierte sich nach und nach immer stärker auf anspruchsvolle Aufgabenstellungen. Die Bonertz Technik GmbH befasst sich mit schwer zu zerspanenden Werkstoffen – speziellen Legierungen, hochfesten Stählen bis 1.100 N/mm2 oder superharten Werkstoffen mit bis zu 60 HRC. Auch Bauteile, die eine aufwendige Aufspannung erfordern, sind eine Spezialität der Bonertz Technik GmbH. Beispiele hierfür sind filigrane Strukturen, die unter hohem Zerspanungsanteil aus dem Vollen herausgearbeitet werden müssen.
Zufriedene Kunden ermöglichen dem Unternehmen ein schnelles Wachstum. Heute stehen im Fertigungsbereich der Bonertz Technik GmbH vier moderne, hochpräzise 3- beziehungsweise 5-Achs-Fräsbearbeitungszentren. Auch die erforderliche Infrastruktur in Bereichen wie Arbeitsvorbereitung, CAD/CAM-Programmierung und Qualitätssicherung besteht.
Entwicklung fortschrittlicher Spanntechnik
„Bei vielen Bearbeitungsaufgaben ärgerten wir uns immer wieder über die Unzulänglichkeiten der verfügbaren Spanntechnik zum Aufspannen der Bauteile“, erinnert sich der Geschäftsführer Patrick Vilfan. Dies zeigte sich vor allem dann, wenn aufgrund der häufigen Produktwechsel die zu bearbeitenden Bauteile umgespannt werden mussten. Wegen der umständlichen Handhabung erforderte dies viel zu viel Zeit, die zulasten der Produktivität ging. Zudem waren die Spannmittel teils sehr unförmig und stellten für die Bearbeitung hinderliche Störkonturen dar. Ein weiterer Nachteil der gängigen Spannmittel waren die Bauhöhen, die den verfügbaren Verfahrweg in Z-Richtung begrenzten.
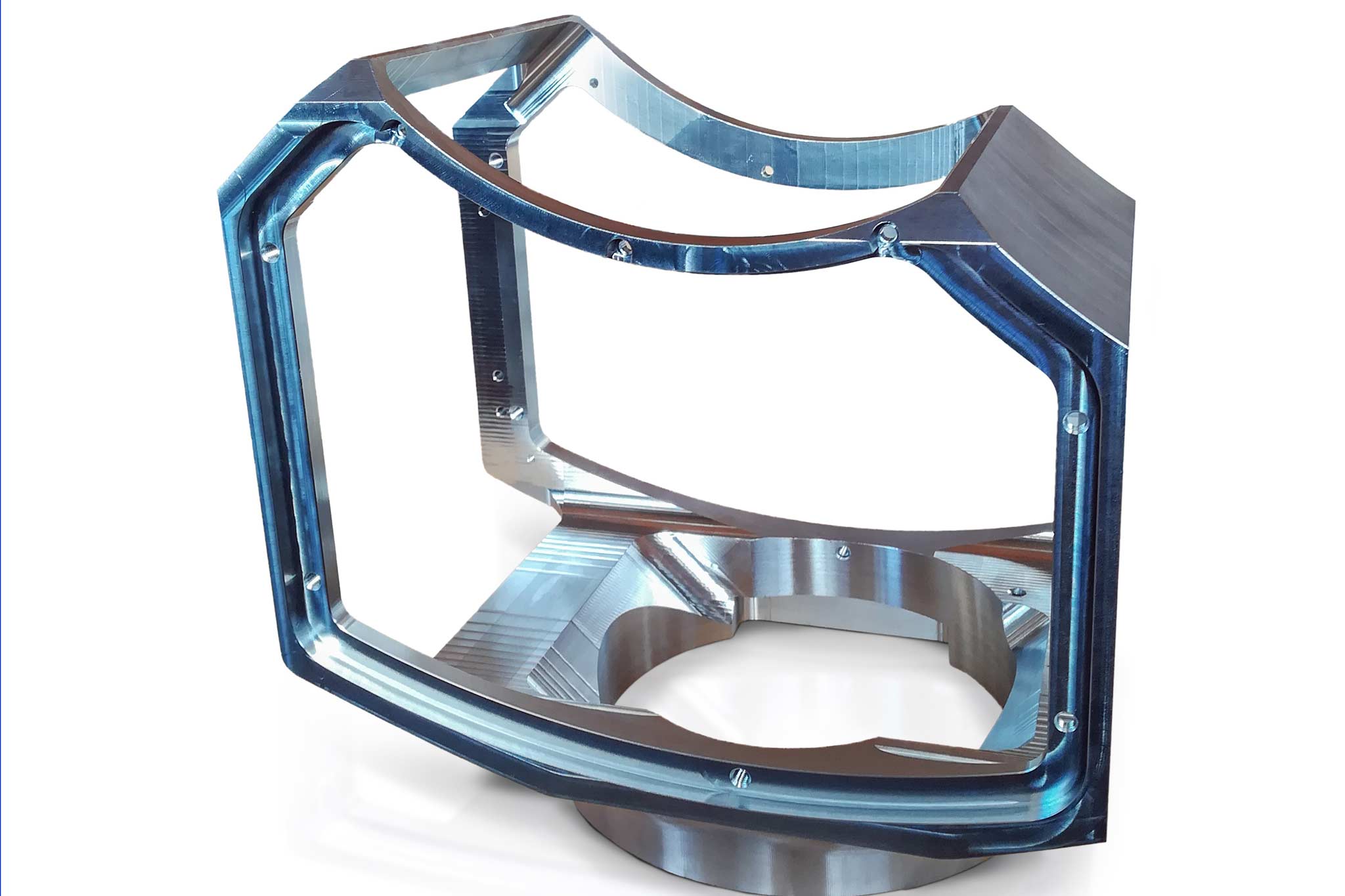
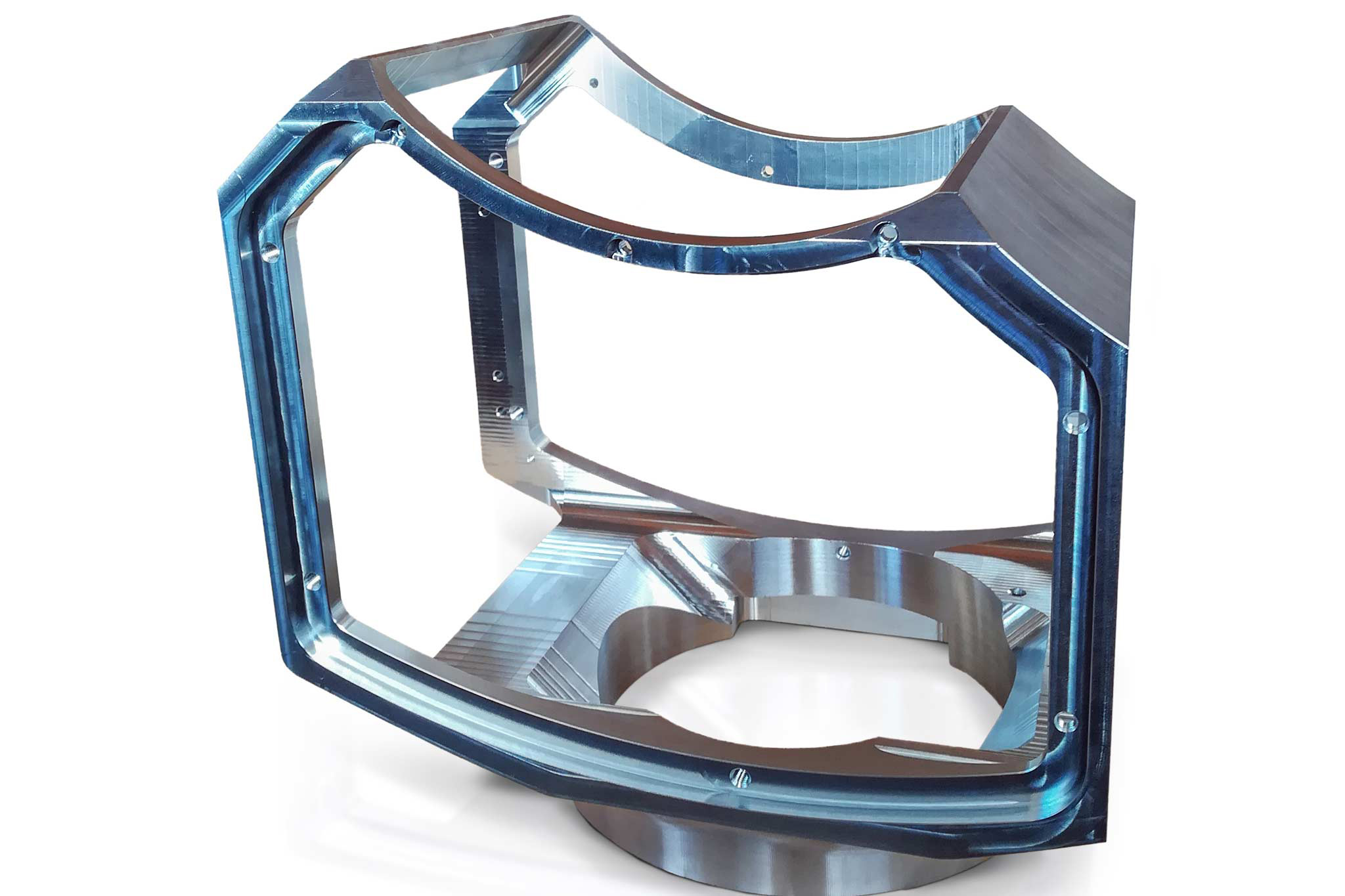
Bauteil aus der hochfesten Alu-Legierung 7075 für die C-Achse eines Lasers mit einem Zerspanungsanteil von mehr als 80 Prozent.
(Bild Bonertz Technik GmbH)
Deshalb entschlossen sich die Verantwortlichen bei der Bonertz Technik GmbH dazu, bessere Spannmittel herzustellen. Und das nicht nur für den Eigengebrauch, sondern auch für die Vermarktung. Im Laufe der Zeit entstanden so diverse Varianten von 5-Achs-Spannern sowie ein innovativer Maschinentisch als Alternative zu kostspieligen Nullpunktspannsystemen.
Practicality in the foreground
„Practical considerations were at the forefront of our developments”, Patrick Vilfan explained. In addition to high clamping force, an important feature was extensive modularity in the structure. Depending on the design length, the base rails are equipped with a variety of interfaces to the machine table. The clamping range can be easily extended from 10 to 1335 mm by means of spacers without any loss of clamping force. The maximum clamping force is 50 kN. The jaws, which are available in a wide range of versions, can be replaced without tools in just a few quick seconds. In practice, the systems resulted in set-up time savings of up to 90 percent. The developers at Bonertz Technik GmbH paid special attention to avoiding tool restrictions as far as possible. The clamps are therefore also available in several height variations between 130 and 210 mm.
The HPC 5-axis clamps developed by Bonertz Technik GmbH can be handled quickly and easily, extended modularly up to a clamping width of 1335 mm and in some cases enable set-up time savings of up to 90 percent.
From an „unexpected encounter“…
„The contact with Bonertz Technik GmbH came about rather by chance a few years ago because they were processing components for one of our subsidiaries as a contract manufacturer“, recalled Klaus-Dieter Leick, application engineer at MAPAL. This is how he got into conversation with Bonertz when he had problems machining high-strength tool steels with trochoidal milling cutters from a competitor.
Specifically, this involved solid carbide milling cutters for cutting depths of up to 3xD with diameters of 8-14 mm, the use of which revealed that the cutting forces were considerably too high in relation to the chip volume. „The resulting overload of the spindle was already clearly audible from the machine noise and could also be seen on the controller load diagrams“, Robert Bonertz said. Klaus-Dieter Leick then provided him with some MAPAL solid carbide milling cutters to test the associated machining process. The results were convincing.
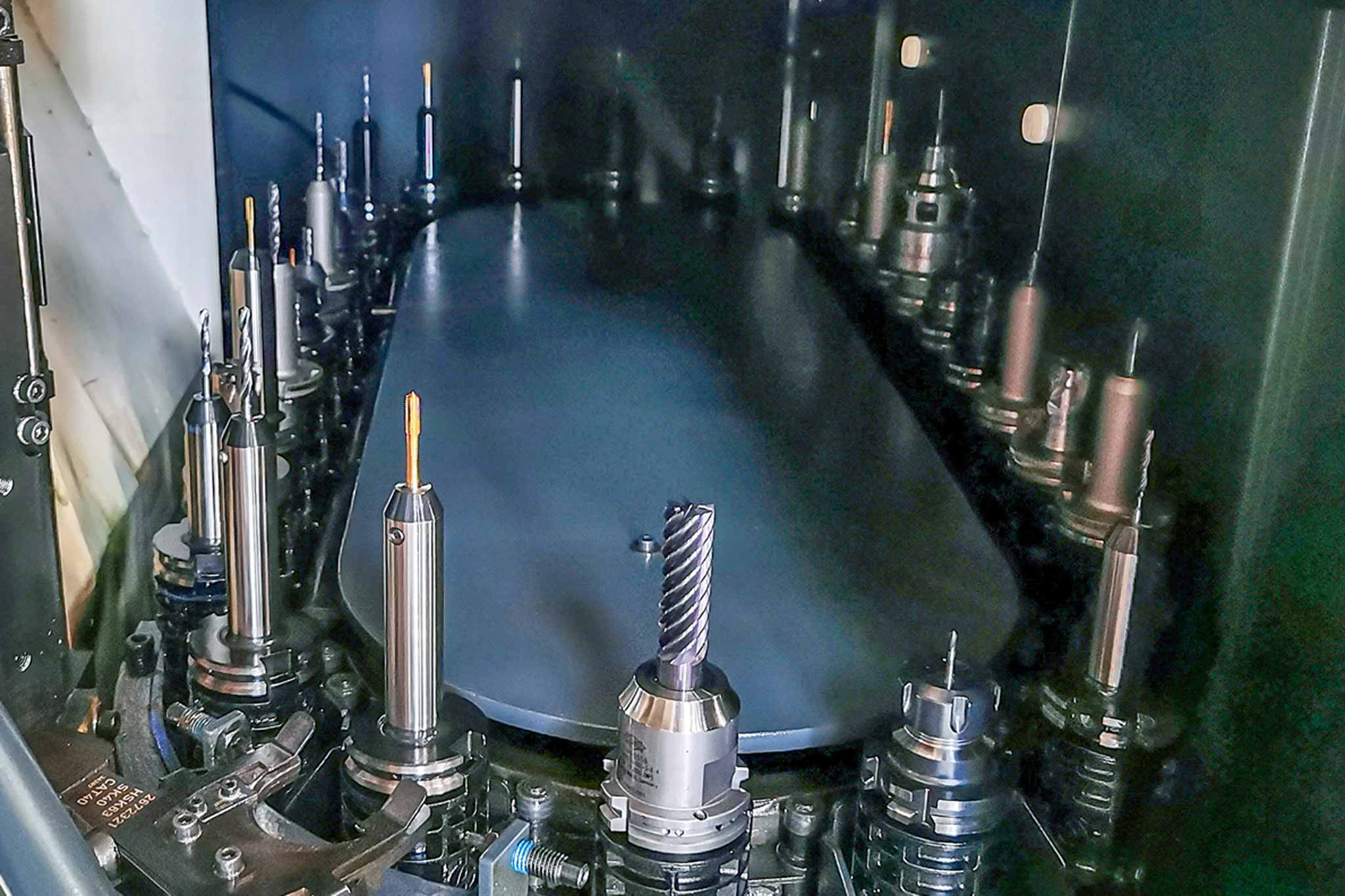
Blick in den Werkzeugspeicher eines der Fräsbearbeitungszentren.
“Dank der Fräser von MAPAL gehören die Überlastungsprobleme seitdem der Vergangenheit an. Zudem sind die Standmengen deutlich – bei manchen Aufgaben um bis zu 30 Prozent – angestiegen“, freut sich Bonertz. Seitdem weiß der Geschäftsführer um die Leistungsfähigkeit der Standardwerkzeuge von MAPAL. Für die anfallenden Aufgaben benötigt die Bonertz Technik GmbH vor allem Vollhartmetallwerkzeuge für die Stahlbearbeitung, unter anderem Fräser zum Schruppen und Schlichten, Trochoidfräser, Bohrer und Tiefbohrer sowie Wechselkopfsysteme zum Bohren und Fräsen. Fräser kommen bei der Bonertz Technik GmbH vor allem im Durchmesserbereich von zwei bis 20 mm, Bohrer im Durchmesserbereich von 1,2 bis 20 mm zum Einsatz.
…zum Schwerpunktlieferanten
„Nach den ersten erfolgreichen Anwendungen haben wir nach und nach immer mehr Werkzeuge aus dem MAPAL Portfolio eingesetzt“, sagt Bonertz. Nach den Trochoidfräsern testete das Unternehmen Fräser aus Vollhartmetall zum Schlichten seiner Spannsysteme. Beim zuvor eingesetzten Werkzeug hatte es Mängel an der Oberfläche durch Rattermarken gegeben. Die Werkzeuge von MAPAL überzeugten dank ihres besseren Schnittverhaltens und den daraus resultierenden Oberflächen.
Gutes Einvernehmen: Robert Bonertz (links) und Patrick Vilfan (rechts) begutachten zusammen mit MAPAL Mitarbeiter Klaus-Dieter Leick ein Wechselkopfwerkzeug.
„Für uns ist die Prozesssicherheit, die uns Werkzeuge bieten, ein sehr wichtiger Aspekt“, erläutert Robert Bonertz. Denn nur so könne der Mitarbeiter nach dem Einrichten die Anlage laufen lassen und sich anderen Aufgaben widmen, ohne zwischenzeitliche Unterbrechungen oder gar Schäden befürchten zu müssen. Auch in dieser Hinsicht seien die Werkzeuge von MAPAL ausgezeichnet, bestätigt Bonertz. Die Geschäftsführer überzeugen nicht nur die technischen Faktoren – auch die wirtschaftlichen Aspekte spielen natürlich eine Rolle: „Wir setzen wo immer möglich Wechselkopfsysteme ein“. Mit nur einem Halter können verschiedene Wechselköpfe verwendet werden. Ein Wechselkopf ist deutlich preisgünstiger als ein entsprechendes Komplettwerkzeug samt Halter. „Aus den genannten Gründen – Qualität, Leistungsfähigkeit, Prozesssicherheit und Wirtschaftlichkeit – stammen heute rund 80 Prozent unserer eingesetzten VHM-Werkzeuge von MAPAL“, sagt Bonertz.
Beratung und Betreuung überzeugen
„Bei MAPAL passen die Qualität der Beratung und Betreuung zu den Leistungen der Werkzeuge“, sagt Patrick Vilfan. Denn auch die Betreuung durch den Außendienst sei für Bonertz Technik ein wichtiger Aspekt. Klaus-Dieter Leick halte ständig den Kontakt und stelle bei sich abzeichnendem neuem Bedarf oder bei interessanten neuen Produkten Muster für Tests zur Verfügung. Hinzu komme auch noch die Eigeninitiative von MAPAL, beispielsweise wenn ein bestimmtes Produkt aus dem Standardsortiment nicht sofort ab Lager verfügbar ist. „In so einem Fall erhalten wir direkt Alternativvorschläge bezüglich ähnlicher Werkzeuge, mit denen sich das gewünschte Bearbeitungsergebnis ebenfalls erzielen lässt“, sagt Vilfan. Auch diese Betreuung habe dazu beigetragen, dass MAPAL ein bevorzugter Ansprechpartner bei neuen Aufgabenstellungen geworden sei.
MAPAL now offers several Z4 length variants of the OptiMill-HPC-Pocket for the cost-effective machining of steel, stainless steel, cast iron, and aluminum.