
Small lot sizes Reduced tool changes due to combination tools
Valve housing EN-GJL-300 – spool bore
Initial situation at the customer

- Small lot sizes
- Option for tool setting available
- Too many/frequent tool changes
- High machine hourly rates
- High effort due to single pass honing process
Special features of this solution
- Tool change reduced due to multi-stepped boring tool with indexable inserts
- The contour can be completed in one processing step
- The fine boring tool creates highest bore quality and compensates the axial offset of the bores with pre-machining from two sides
Spool bore
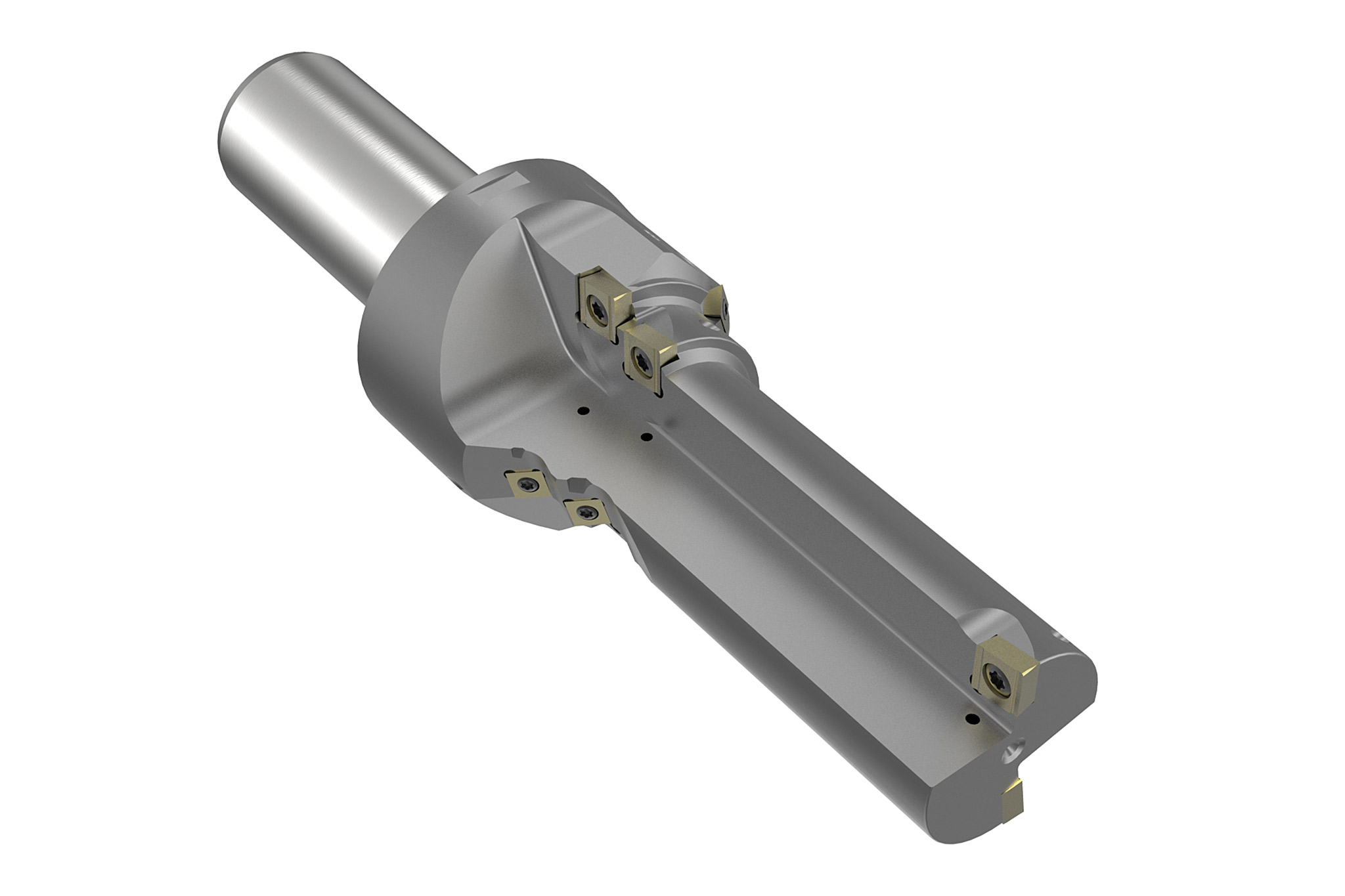
1. Piloting and boring
- Multi-stepped boring tool with radial and tangential indexable inserts
- Pre-machining spool bore and completion of contours in one processing step

2. Control edge machining
- Solid carbide profile tool
- Highest accuracy and surface finish of control edges
- Defined control edges without macroscopic flaws

3. Fine boring
- Fine boring tool with indexable inserts and guide pads
- Ideal for bar machining of highly accurate and long bores
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h31/h1c/9043461046302/Grafiken_EN-14/Grafiken-EN-14.jpg)
Advantages
- Optimally matched process due to solution with multi-stepped boring tool with indexable inserts, control edge machining and fine boring
- Best accuracy and process reliability
- Reduced effort when honing, resulting in cost savings