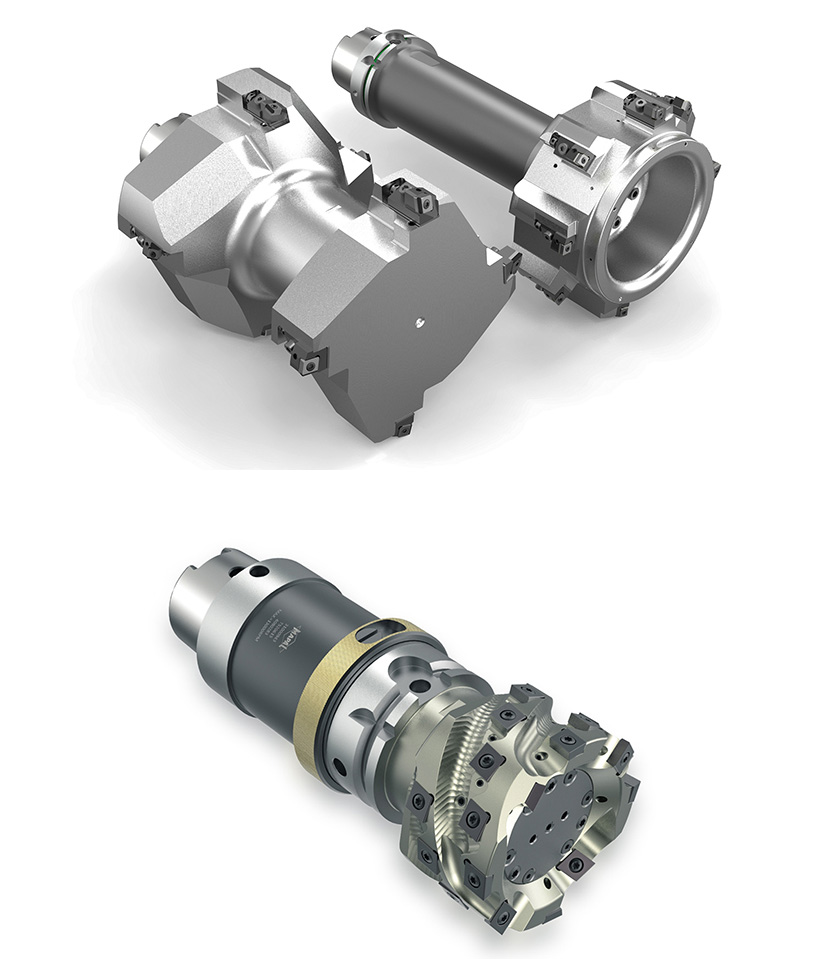
Automobile manufacturers and suppliers are facing new challenges when it comes to components for electric motors. The example of the housing of an electric motor shows how big these challenges are: Compared to a transmission housing, this has to be manufactured within significantly tighter tolerances, since the accuracy has a decisive influence on the efficiency of the motor.
In addition, due to the special structure, such as integrated cooling channels, the electric motor housing is usually significantly thinner than a transmission housing. In addition, bearing bushes made of steel materials are pressed into some of these housings. Special protection shields in the tool ensure that steel chips do not come into contact with the aluminium surfaces during processing and damage them.
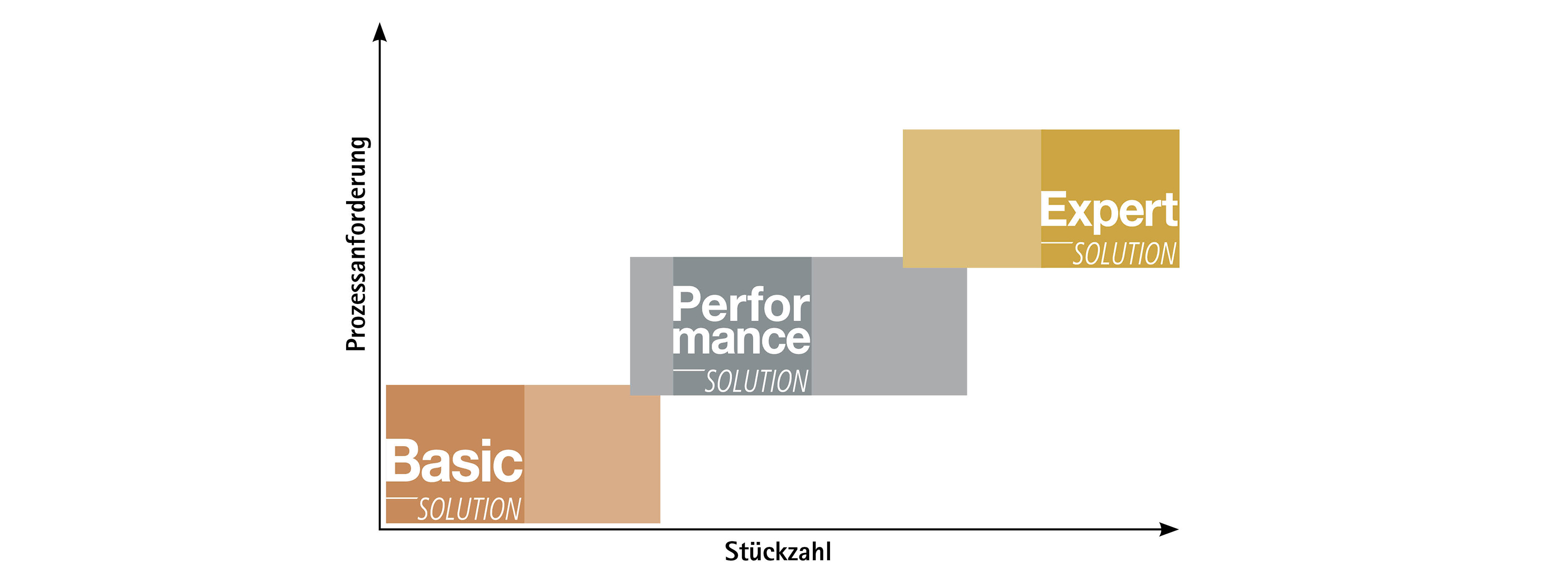
Machining requirements and features of different housing types
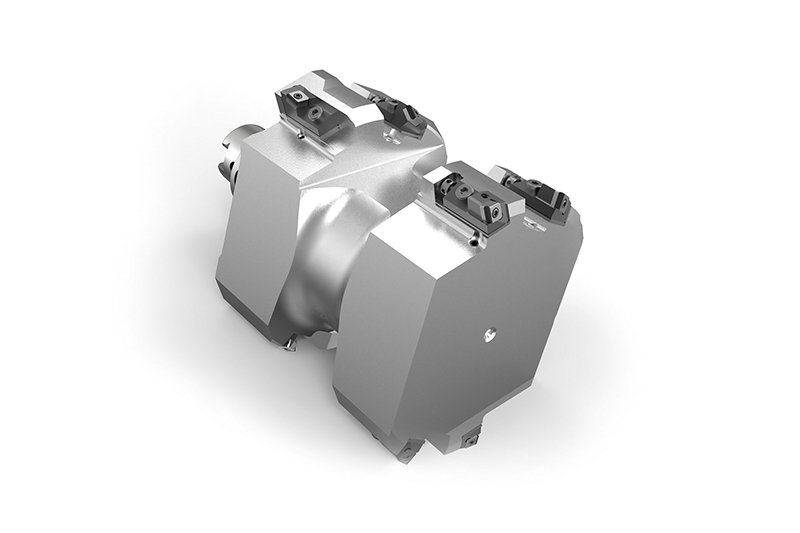
Carcaça dos motores elétricos altamente integrados
Descrição: Carcaça altamente integrada e complexa com montagem de estator, montagem de transmissão e conexão para a potência eletrônica. A alta integração funcional economiza custos de montagem. Design compacto. Consequentemente, a carcaça fundida é muito complexa.
CARACTERÍSTICAS
Estator incorporado diretamente na carcaça ou através de um suporte do estator / camisa de resfriamento
Furo do estator com estágios e superfícies planas como superfícies funcionais
Um furo do rolamento do rotor é integrado coaxialmente ao furo do estator na carcaça
Posicionamento da segunda tampa do rolamento por meio de pinos-guia ou superfícies de encaixe; o segundo furo do rolamento deve ser coaxial
Furos do rolamento dos estágios de transmissão integrados na carcaça; é necessária alta concentricidade e precisão de posição
Os canais de refrigeração são parcialmente integrados na carcaça
Carcaça complexa de alumínio fundido
EXIGÊNCIAS DA USINAGEM
Elaborar uma série de contorno com vários níveis de diâmetro (→ altas forças de corte e grande taxa de remoção)
Usinagem mista (→ separação/remoção de cavacos)
Cortes interrompidos (→ contato, circuito de refrigeração)
Chanfros de entrada planos de 15° a 30° (→ formação de evacuação dos cavacos e altas forças radiais)
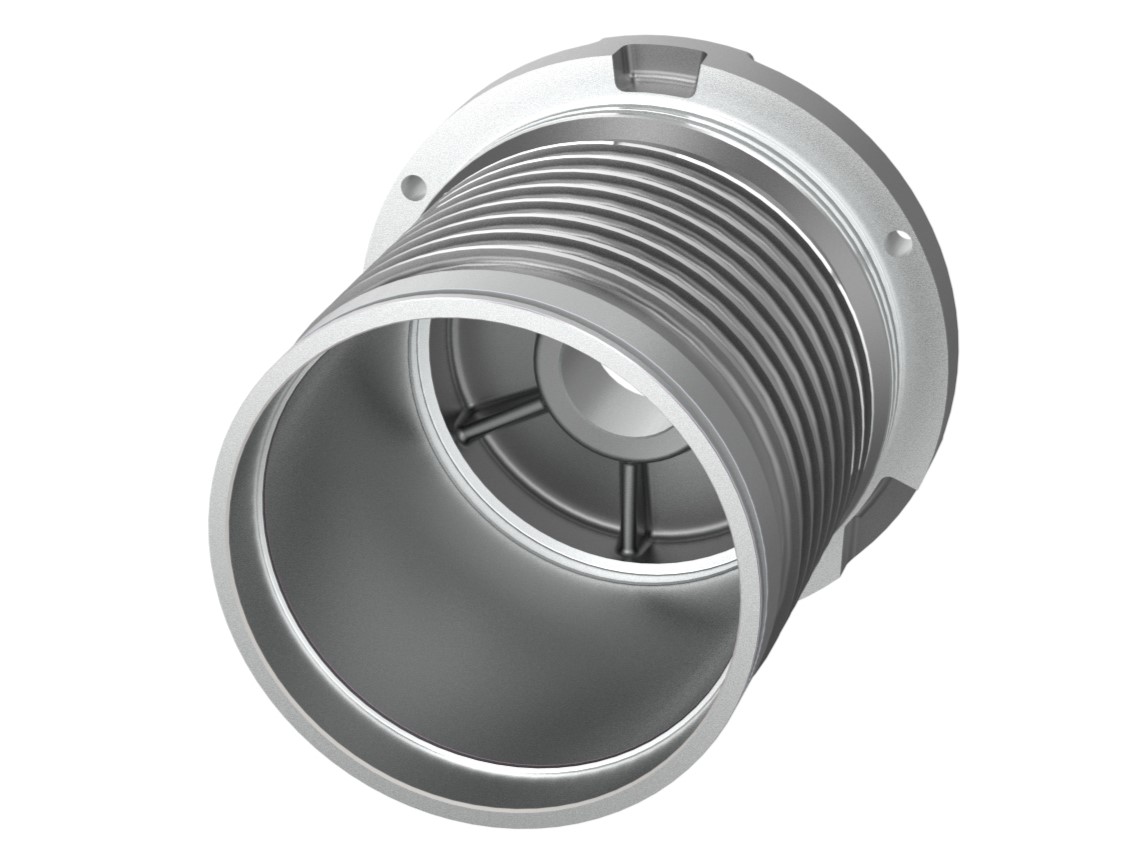
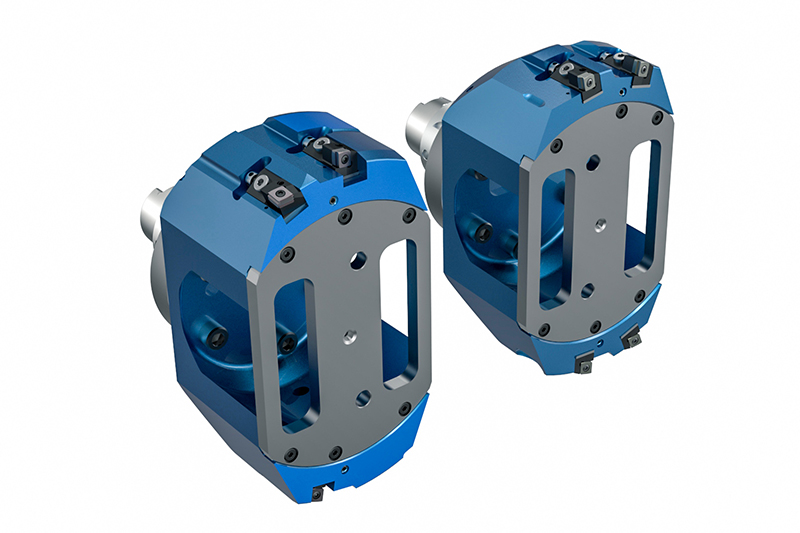
Descrição: Para reduzir a complexidade, em particular para implementar uma construção mais simples da camisa de resfriamento, são usados carcaças ou suportes de estator em forma de panela ou de sino.
CARACTERÍSTICAS
Como uma carcaça intermediária para integração no sistema completo
Furo do estator com estágios e superfícies planas como superfícies funcionais
Um furo do rolamento do rotor integrado na carcaça coaxialmente ao furo do estator
Posicionamento por meio de superfícies de encaixe na superfície externa
Canais de refrigeração como nervuras do lado de fora
Parede fina, propenso a vibração
Problemático em termos de tensão
EXIGÊNCIAS DA USINAGEM
Peças com paredes extremamente finas (→ corresponde à espessura da parede)
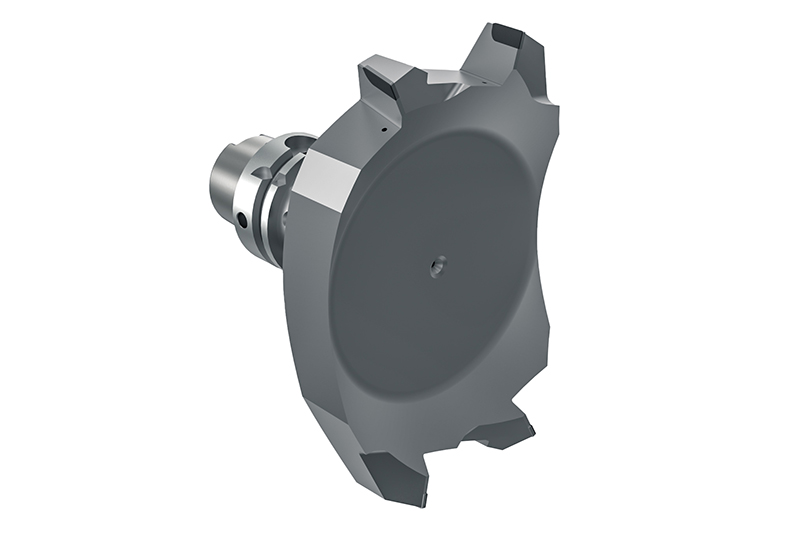
As nervuras de refrigeração externas devem ser usinadas
Forma de panela ou sino (→ promove vibrações, conceitos especiais de fixação e amortecimento de vibração)
Chanfros de entrada planos de 15° a 30° (→ formação de evacuação dos cavacos e altas forças radiais)
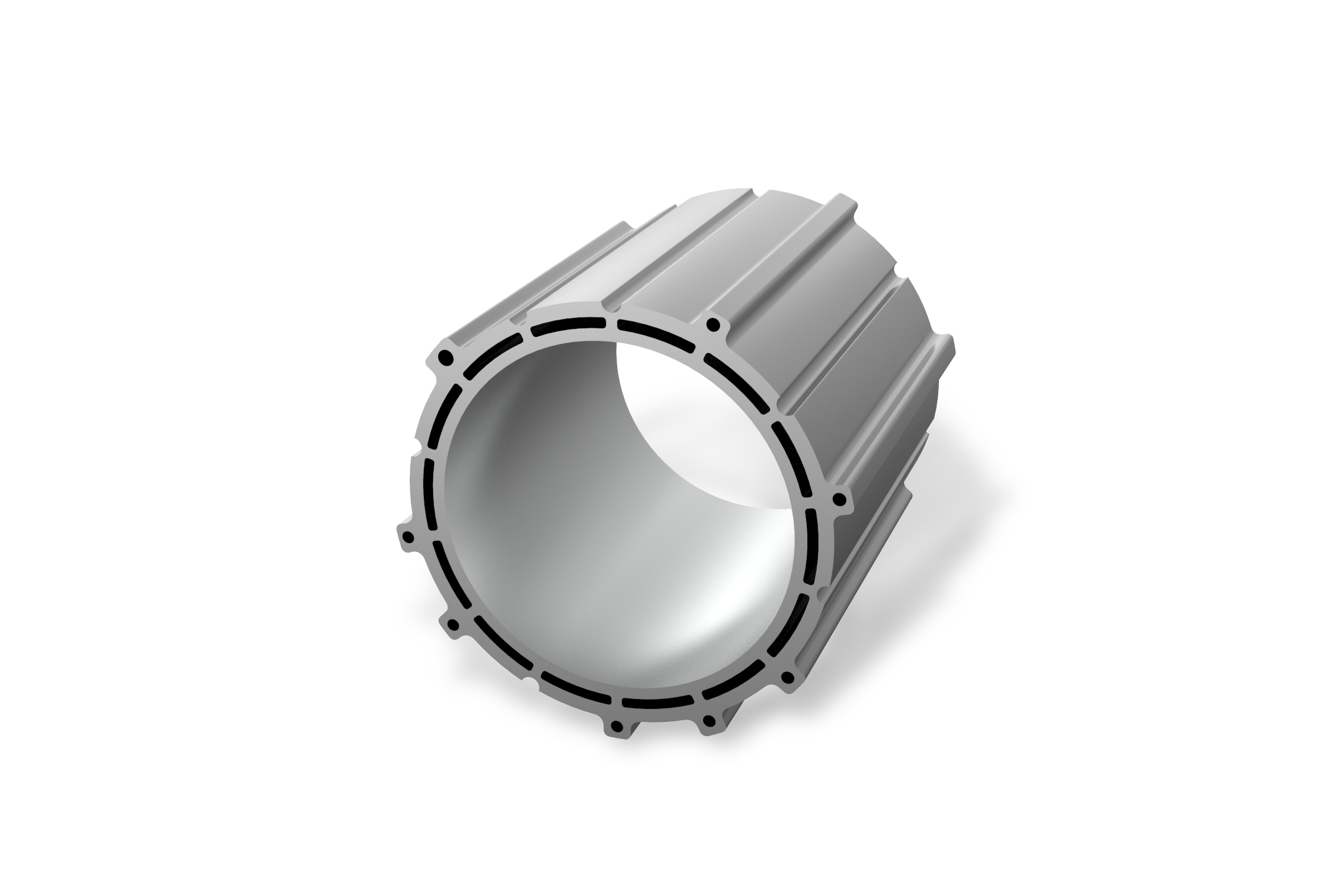
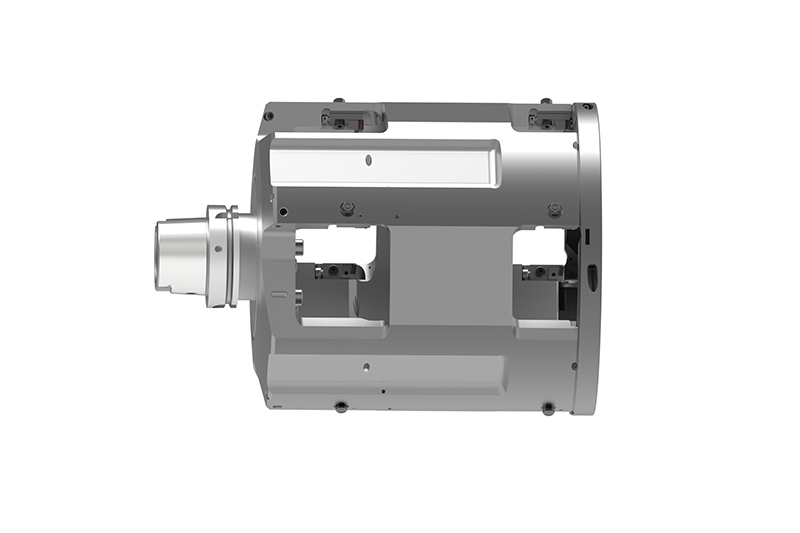
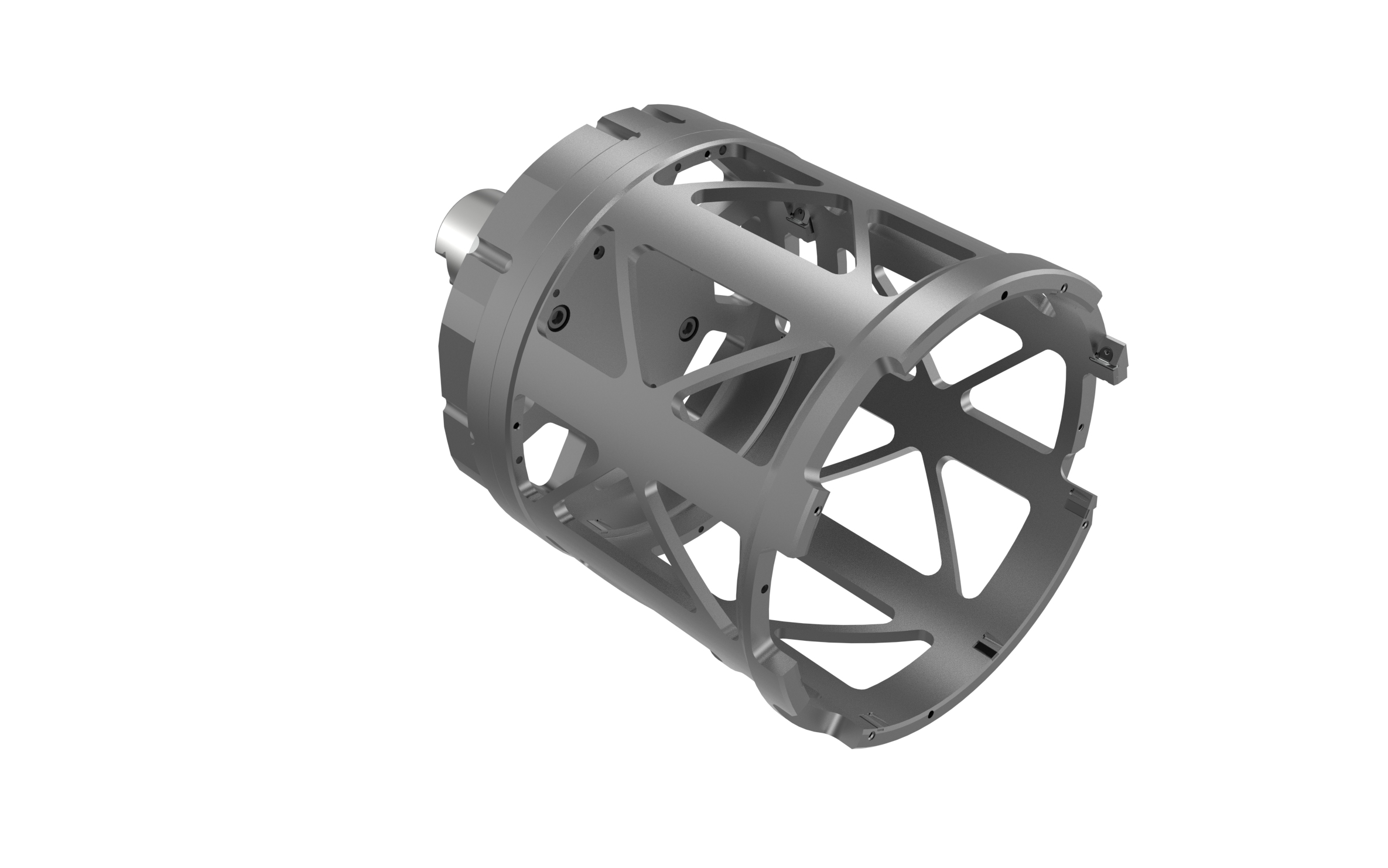
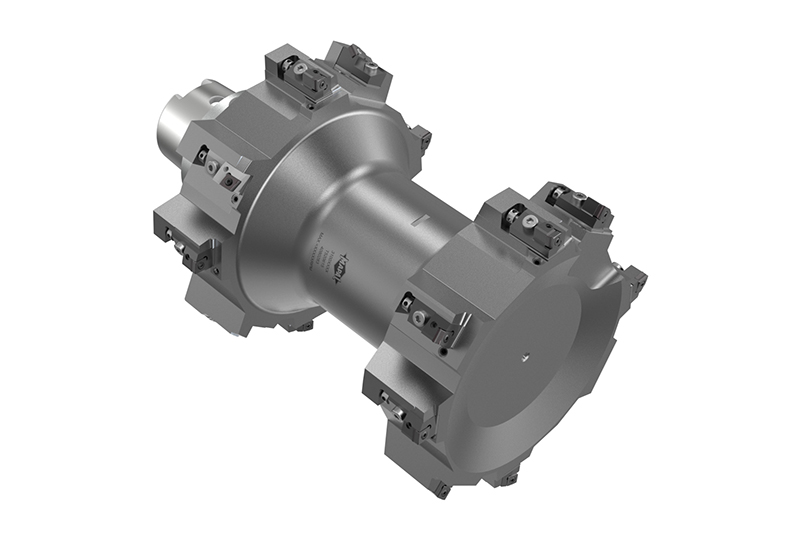
Descrição: O projeto mais simples das carcaças de motor é tubular. O comprimento da carcaça e, portanto, da máquina elétrica podem ser variados de modo comparativamente simples para diferentes potências. Para isso, o esforço de montagem aumenta devido ao baixo nível de integração funcional.
CARACTERÍSTICAS
Nenhum furo de rolamento do rotor integrado na carcaça
Duas tampas de mancal para segurar o rotor
Posicionamento das duas tampas de rolamento sobre as superfícies de encaixe para a coaxialidade dos pontos de rolamento
Complexidade mínima
Praticamente rotacionado simétrico
Parede fina, propenso a vibração
Problemático em termos de tensão
EXIGÊNCIAS DA USINAGEM
Peças mais estáveis geralmente com uma estrutura de refrigeração interna
Também são possíveis perfis extrudados também (AlSi1 → escoamento do cavaco)
Sem abas de fixação (→ conceitos especiais de fixação)
Parcialmente com ajustes em ambos os lados na tolerância IT6
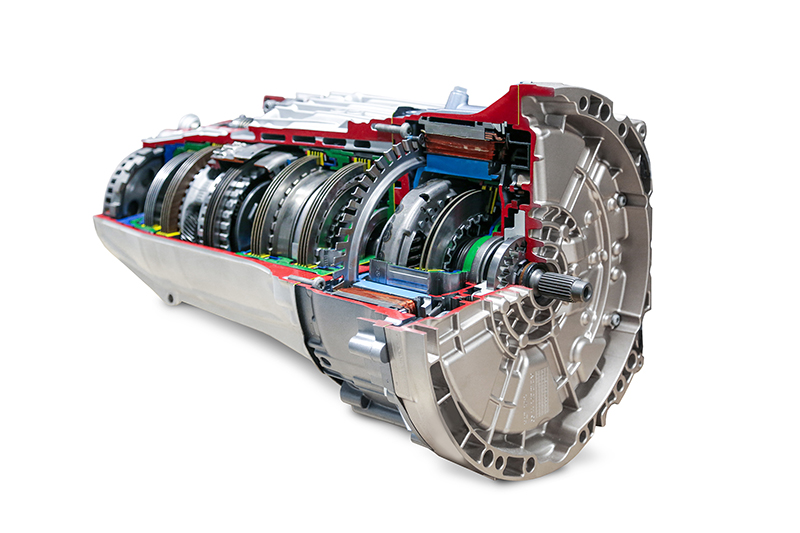
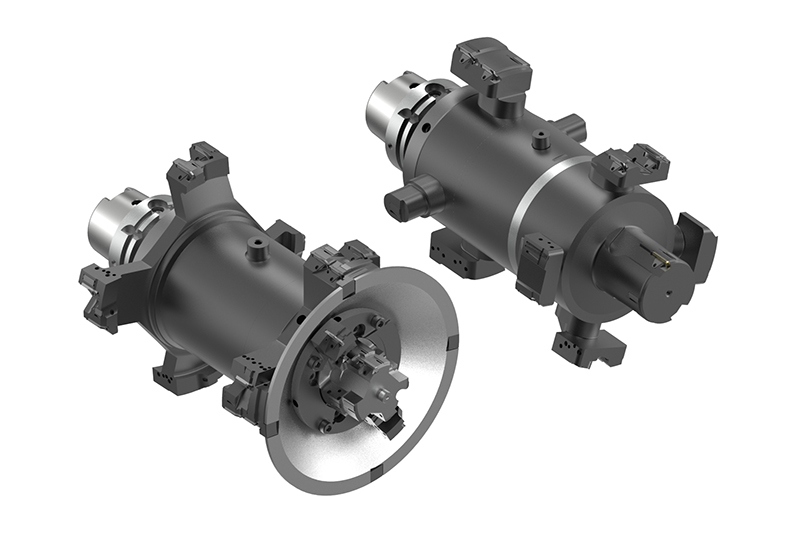
Carcaça de transmissão híbrida e módulo híbrido / carcaça intermediária
Descrição: Integração da máquina elétrica na arquitetura de transmissão existente usando módulos híbridos ou carcaças intermediárias em forma de disco. São também concretizadas estruturas neutras em termos de espaço com carcaças parcialmente em forma de panela como peças deslizantes.
CARACTERÍSTICAS
Carcaça de módulo híbrido/intermediário
Principalmente admissão do estator
Em caso de uma forma de disco, nenhum rolamento do rotor
Em caso de uma forma de pote, um rolamento do rotor integrado
Carcaça de transmissão híbrida
Relações extremas de comprimento-diâmetro
Parede fina, propenso a vibração
Elaborar série de contorno
Corte interrompido
EXIGÊNCIAS DA USINAGEM
Carcaça de transmissão híbrida
Tolerância IT6
Exigências elevadas de coaxialidade e medida de estágios