Eine ganze Reihe an Produktneuheiten und Programmerweiterungen sowie dezidierte Lösungen für Fokusthemen stellen die Innovationskraft von MAPAL unter Beweis.
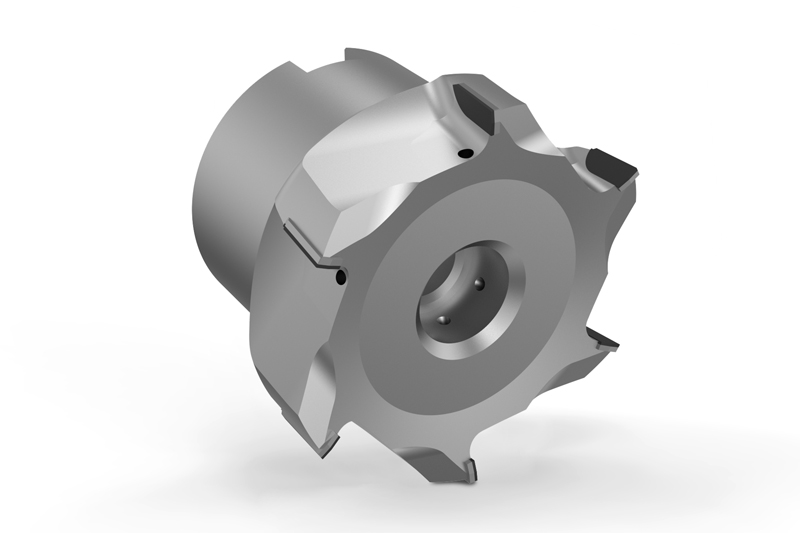
Mit dem neuen NeoMill-16-Finish präsentiert MAPAL ein Fräswerkzeug, das speziell für höchste Anforderungen an Oberflächengüte und Maßhaltigkeit in der Serienfertigung von Stahl- und Gusswerkstoffen entwickelt wurde.
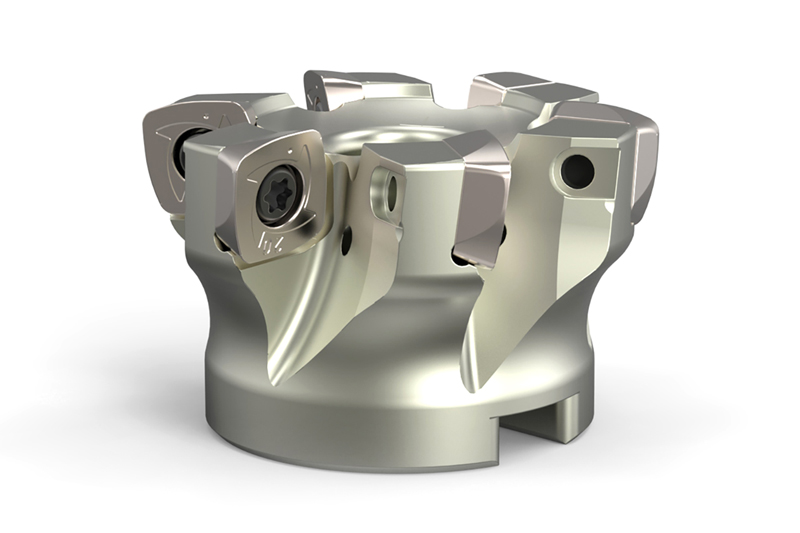
Für die Schruppbearbeitung von Aluminiumgussbauteilen hat MAPAL mit dem Wendeschneidplattenfräser NeoMill-Alu-Rough eine leistungsstarke Lösung entwickelt.
Mit der neuen, standardisierten Spanbrechergeometrie für Feinbohrschneiden bietet MAPAL eine innovative Lösung, die technische Präzision mit wirtschaftlichem Mehrwert verbindet.
Die LAT „Performance Line“ von MAPAL bietet standardisierte Plandrehköpfe, die höchsten Anforderungen gerecht werden und maximale Flexibilität bei den Einsatzmöglichkeiten gewährleisten.
Die FixReam 700 Reibahlen sind Zylinderschaftreibahlen mit gelöteten Schneiden. Die Hochleistungsreibahle ist aufgrund der Wiederverwendbarkeit ein besonders nachhaltiges Werkzeug.
Der OptiMill-Composite-Speed-Plus zeichnet sich durch eine neue, von MAPAL selbst entwickelte Diamantbeschichtung mit gleichmäßiger Schichtverteilung und erhöhter Schichtdicke aus.
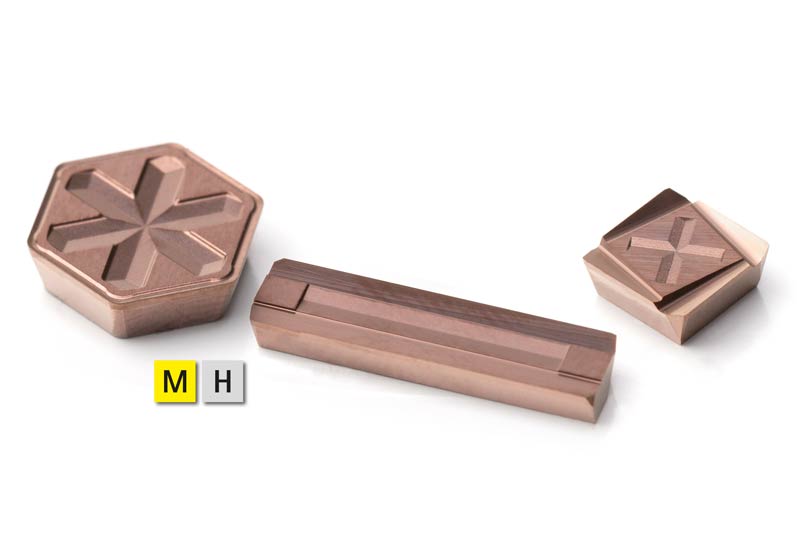
MAPAL stellt die zwei neuen Schneidstoffe HP016 und HP018 zum Reiben und Feinbohren von hochlegierten und rostfreien Stählen sowie Stahlguss und gehärtetem Stahl vor.
Dank Optimierungen in Konstruktion, Fertigung und Logistik liefert MAPAL die kundenspezifisch gefertigten Reibahlen in Hartmetall- und Cermet-Ausführung innerhalb von zehn Arbeitstagen.
MAPAL präsentiert den fünfschneidigen Trochoidfräser OptiMill-Tro-Titan, der sich durch maximales Zeitspanvolumen bei gleichzeitig hoher Oberflächengüte auszeichnet.
Ressourcen verantwortungsbewusst einzusetzen und zu nutzen, die Umwelt zu schonen und die CO2-Emmissionen möglichst gering zu halten – dazu hat sich MAPAL seit jeher verpflichtet.
MAPAL hat anspruchsvolle Bauteile aus dem Bereich der Elektromobilität in den Fokus genommen und individuell an die Kundenbedürfnisse anpassbare Komplettpakete entwickelt.
MAPAL hat sich zum Gesamtanbieter für die Fluidtechnik entwickelt und bietet effiziente und wirtschaftliche Komplettlösungen für alle Bereiche: Hydraulik, Pneumatik und Verfahrenstechnik.





/08-01-1-.jpg)

/13-01-1-.jpg)


/18-01-1-.jpg)