
21.04.2022
Milling stainless steel with six cutting edges
The OptiMill-Tro-Inox from MAPAL
Compared to well-known market solutions with four or five cutting edges, the six-edge solid carbide trochoidal milling cutter OptiMill-Tro-Inox for machining stainless steel (inox) from MAPAL stands out with a 20 percent increase in material removal rate and a 30 percent longer tool life.
For stainless, austenitic steels like the workpiece materials 1.4571 or 1.4462, the material removal rate was markedly increased compared to past tool solutions. The tool life has even been doubled. The number of cutting edges contributes to performance gains, but that’s not all. Many factors play a role in this success. The biggest step forward was related to cutting material – a combination of new carbide types and a corresponding coating.
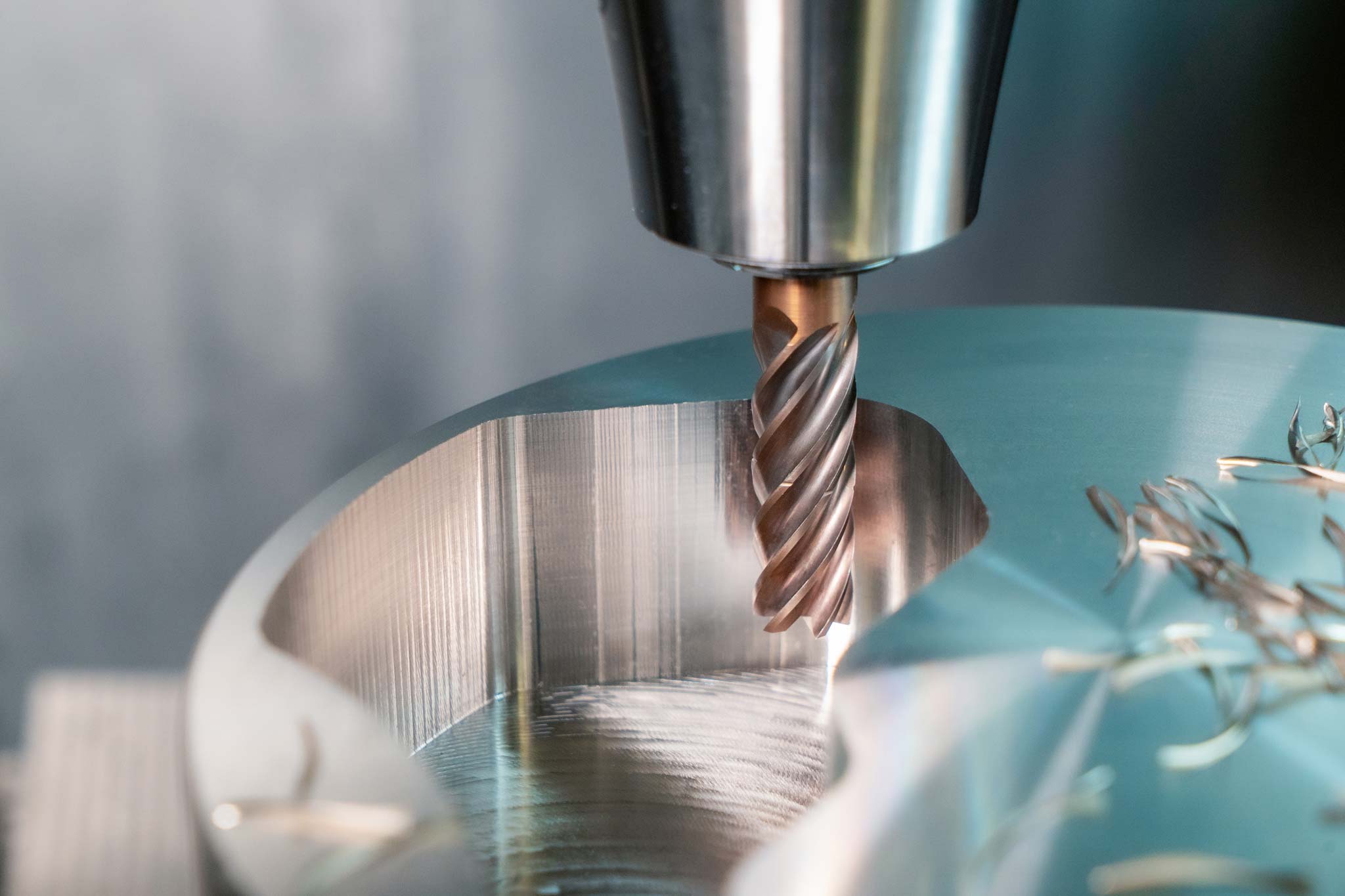
Trochoidal milling is a very dynamic machining process, which manages an extremely high material removal rate when roughing to quickly mill a part that is close to its final contour. The milling cutter continuously plunges into the material and resurfaces again. This imposes special demands on the cutting edge with regard to high impact strength.
Tough carbide is less sensitive
Especially when it comes to machining stainless steel and dynamic processes like trochoidal milling, a tough carbide is required. It is less susceptible to breakage and jolts, so it does not chip as easily. Wear and tear can be greatly reduced with tough tool material. MAPAL achieves this high impact strength through the high cobalt content of the carbide. Further material additives ensure that the new cutting material HP826 also has similar hardness characteristics to more brittle carbide. The cutting material was specifically developed for milling applications in the workpiece material groups ISO M and S. It does not react as sensitively to knocks or chip jamming as harder carbide with less cobalt content. Additives with higher thermal conductivity offer certain advantages during machining.
Every time the milling cutter enters the material and resurfaces, it heats up and cools down. If the cooling process is not optimal, the tool life can be affected. The cooling situation of the cutting edge is decisive. MAPAL tested various new types of coating. With the optimal coating, it was possible to increase the hot hardness and enhance thermal shock resistance. One can see that the modern multi-layer coating of the OptiMill-Tro-Inox contains silicon due to its copper colour – a proven additive to limit heat exposure in tools. The new coating makes the solid carbide milling cutter more resistant and increases the stability of the cutting edges.
MAPAL’s tool with six cutting edges does not only compete with other solutions on the market but also with milling cutters in its own portfolio. In the OptiMill-Tro family, the tool manufacturer already introduced solid carbide trochoidal milling cutters with five and seven cutting edges in recent years. The difference between these two tools is above all in the application. The seven-bladed tool is meant for smaller material removal rates because the chip spaces are a little tighter. Seven teeth however make very quick machining possible. The five-bladed tool is above all used for high roughing material removal rates.

Six instead of seven or five cutting edges
With the six-bladed tool, MAPAL has struck a balance. With it, the user can machine at a brisk pace, as it works well both during roughing and semi-finishing. The five-bladed tool is a well-established product for heavy machining that is very popular on the market. However, it has its limits with only five cutting edges. The seven-bladed tool offers high performance but is more of a specialist. MAPAL wants to replace it with the six-bladed tool, which is more versatile. The transition will be gradual as customers use the seven-bladed tool for established processes and are happy with the tool. MAPAL will give them the opportunity to convince themselves about the six-bladed tool’s performance in field tests. To enable a 1:1 replacement, MAPAL has kept the dimensions for the OptiMill-Tro-Inox. It is also available in the diameter range from 4 to 20 mm in designs from 2xD to 5xD.
The equation “more cutting edges = higher manufacturing efficiency” does not necessarily hold true. Additional tensile forces at the spindle in particular are a constraint which increases with each additional cutting edge, as is the decreasing chip spaces. High-temperature-resistant and tough workpiece material is hard on the chip flutes at high machining volumes and/or removal rates. This means that reliable chip removal and also process-reliable machining are more difficult with smaller chip spaces. Additionally, “smearing” the slot often results in premature tool breakage.
Through intense development and cutting-edge features, MAPAL enables process-reliable machining with a six-edge tool. As the seven-bladed tool was already a leader on the market because of its performance, MAPAL used this predecessor tool as the basis for improving design in the macro geometry of the six-edged successor. Machining inner contours was the weak point until now. When the tool does large wraps, for example when machining the corners of a pocket, the chips have nowhere to go and wind around the tool. A new chip breaker solves this problem. The chips are a lot shorter and can be removed a lot better. A new groove shape and optimised helix angle help here.
Due to the larger chip spaces, OptiMill-Tro-Inox has an increased side material removal rate (ae) than its seven-edge predecessor. In addition, the feed per tooth can be increased by ten to twelve per cent. These two features together compensate for any potential disadvantages posed by the lower number of cutting edges. It also takes the burden off machines that often reach their limit due to the dynamics of trochoidal milling processes.
Focus on maximum material removal rates

With its benchmarks for trochoidal milling, MAPAL focuses on maximum material removal rate. In tests, material removal rates are measured up to the end of tool life. Both the tool life and the cutting parameter are recorded. It was proven that six-bladed tools have higher material removal rates than the seven-bladed tools and thus make more efficient and economical machining possible. In addition, they can be more universally used with stainless steels than the seven-bladed tools, which in turn excel with special duplex steels. In tests with austenitic chrome-nickel-molybdenum steel 1.4571, the OptiMill-Tro-Inox with a diameter of 12 mm and a cutting depth of 5xD achieved a material removal rate of 0.108 l/min, which is 20 per cent more than a comparable product on the market that reached 0.09 l/min.
Another test showed how weak points come to the fore when powerful tools are pushed to their limits on very dynamic machines: Machining had to be halted almost immediately as the chip conveyor was unable to remove the chips quickly enough. MAPAL recommends its side lock chuck MillChuck, which keeps the tool from turning out of position and securely clamps it, so the tool adapter is not the weak link in the chain. As stainless steel usually has to be machined wet, another advantage is that the MillChuck brings the coolant directly to the machining surface through the chuck. The steady cooling counteracts thermo shock, increasing the tool life of the solid carbide tool.
Fields of application for the OptiMill-Tro-Inox can be found wherever stainless steel is machined in a highly productive manner. In addition to general machine engineering, this above all includes the food, pharmaceutical and medical technology industries.

Contact
Kathrin Rehor Public Relations Kathrin.Rehor@mapal.com Phone: +49 7361 585 3342


