
01.09.2019
Superlative Fine Boring – Grüner Relies on MAPAL
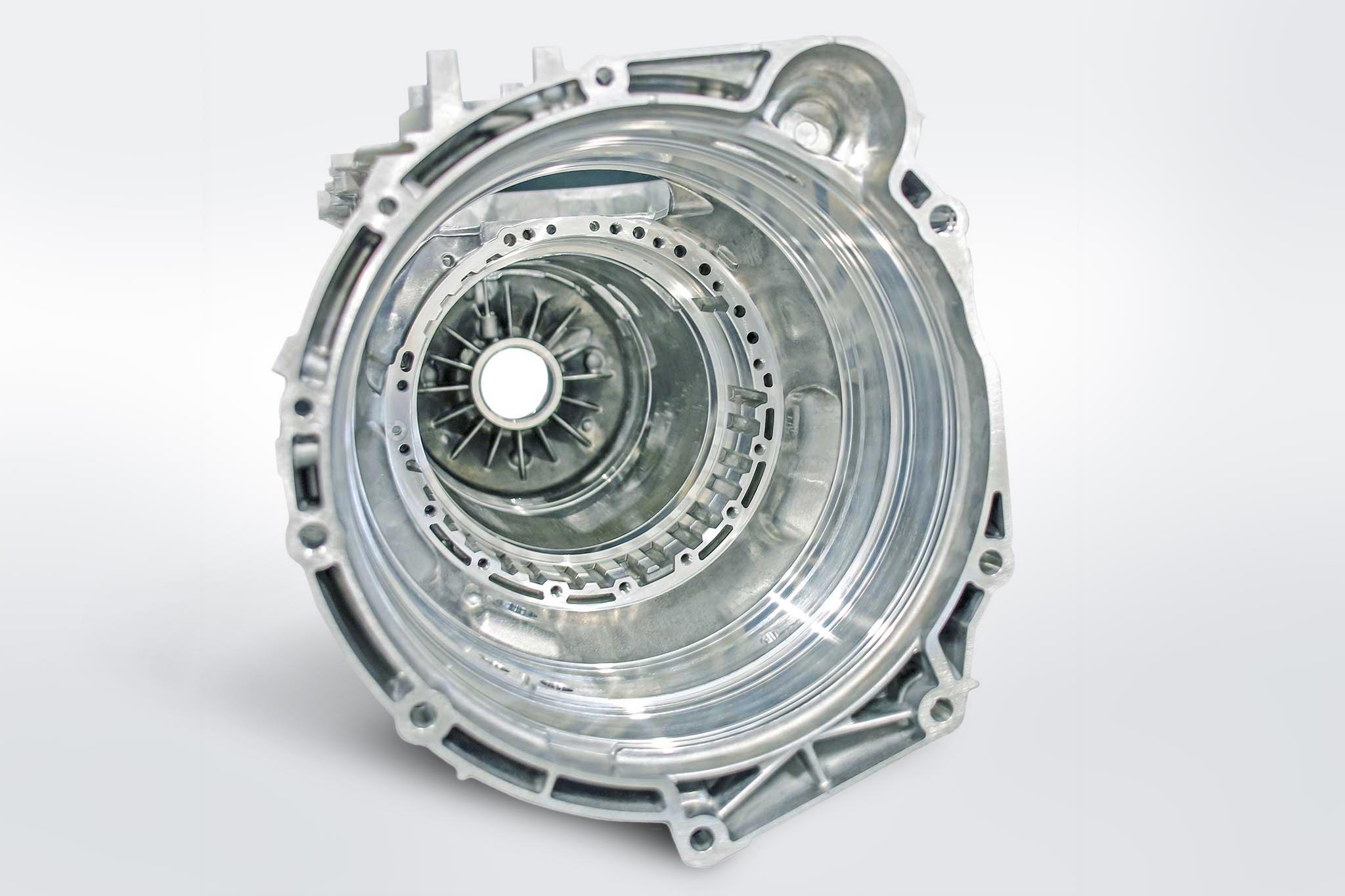
Gearbox housing interior machining in one operation
The machining of the interior of the gearbox housing for hybrid vehicles shown here is particularly challenging. In addition to the gearbox/ converter, the housing must also accommodate the electric motor. As a result it is particularly complex and has a large number of fits, freeform contours as well as exactly defined transitions. For the finish machining during which close tolerance requirements must be met, MAPAL and GRUNER Systemtechnik jointly developed a highly complex fine boring multi-stepped tool with a total of 20 steps.
“We are a manufacturer of high-performance machining centres as well as a supplier of cast aluminium and magnesium parts. We procure the raw parts for the specific project and machine them ourselves on CNC machines developed and manufactured in-house”, explains Eberhard Lang, Head of Production at the Merklingen works of GRUNER Systemtechnik GmbH & Co KG. The company has a strong market position as a tier 1 or tier 2 system supplier in the area of gearbox and steering housings, as well as engine and structural parts, along with electric motor housings made of aluminium or magnesium for the automotive sector. A significant portion of the company’s success is based on its use of machines and systems designed, developed and manufactured in-house. The machining philosophy is fundamentally different to the usual approaches on machine tools. While normal systems often operate with rather simply structured tools that are guided along complex paths, at GRUNER, if possible, complex tools are used that can complete the machining task in only one feed movement. These include, for example, complex multi-spindle machining heads that can machine numerous bores and fits at once in only one machining step. Demanding multi-stepped tools that undertake numerous machining tasks in the interior of a gearbox housing with only one feed movement are a further speciality. This unique approach results in extraordinarily high productivity and quality.
Tools: A close development partnership with MAPAL
Klaus-Dieter Reichersdorfer, technical consultant at MAPAL, emphasises: “GRUNER has worked closely with us for decades during the development of machining tools for such machining tasks.” A high point of this development partnership is a multi-stepped fine boring tool for finishing a hybrid gearbox housing. With a length of 735 mm and a maximum diameter of 313.5 mm, this tool weighs 207 kg. On its 20 steps, a total of 80 highly accurately ground PCD components are arranged, 58 cutting edges and 22 guide pads for stabilisation. All cutting edges can be replaced and adjusted. The finishing tool is accompanied by a similar roughing tool that, however, is not adjustable and is therefore of simpler design.

Maintenance: “A crucial variable”
“With a tool of this complexity, maintenance is a very important factor”, says Werner Hanusch, head of the setting room for the works in Merklingen. At least three identically ground cutting edges are arranged around the periphery of the individual steps; these cutting edges can be adjusted in different directions and at different angles using adjusting screws. Depending on the task, they have different shapes: from the simple chisel contour to challenging freeform geometry. An adjustment is always necessary if the measurement using a 3D measuring system of the parts manufactured shows that one or more dimensions has reached or exceeded the so-called intervention limit – which is still within the tolerance limit to be met. The related employee must be highly qualified and at the same time have extensive experience and instinctive feeling to adjust the complex tool successfully. The individual cutting edges can be adjusted via up to four independent adjustment features for variables such as radial position, height, inclination or rake angle. In addition, all cutting edges on a step must be aligned exactly the same with high accuracy.

Sophisticated measuring system for adjustment
“For this work we use the setting fixture UNISET-V from MAPAL; our fixture was specially designed for this high tool weight”, says Werner Hanusch. In the configuration used by GRUNER, the fixture also has two monitors. In this way an eye can be kept on the basic settings and at the same time specific details checked with increased resolution. This feature is particularly helpful during fine adjustment. The key numerical data are continuously displayed on the monitor. A measuring and setting program must first be prepared for each tool. The UNISET-V is used at GRUNER for the basic setting of a newly delivered tool and also for re-adjustment. One to two working hours need to be planned for a re-adjustment, for instance. Completely set tools are stored in the UNIBASE-M tool dispensing unit from MAPAL until they are used.

Joint measuring system developement
“Because with the current setting fixture we are coming up against the limits in relation to the dimensions of the test objects, together with MAPAL we are involved in the development of a larger successor system”, says Eberhard Lang. This partnership that has grown from decades of close collaboration, also during development projects, is an essential basis for their success. For such tools, close contact with the experts involved is fundamental because the requirements on the tool go significantly beyond the information in the part and tool drawings. Especially for particularly demanding machining tasks, which form part of everyday business at GRUNER, this interaction is crucial for success. At the end of the day, the quality of the product and the productivity of the manufacturing process essentially depend on the perfection of the tool and the care taken while setting it.




