启动进入刀具和模具制造领域
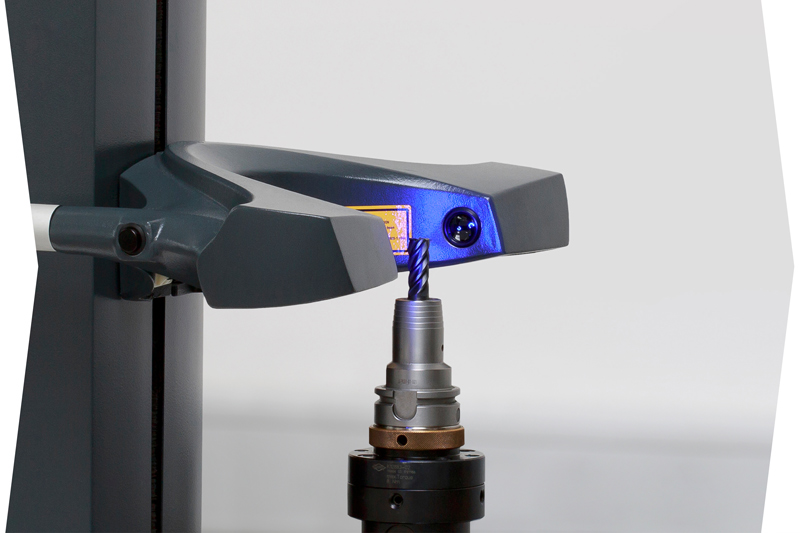
MAPAL在汽车工业、机械工程和航空工业等领域都取得了成功。现在,MAPAL也为模具行业的整个加工过程提供高效和经济的解决方案。多功能和精密的高性能刀具结合具有窄轮廓形状、最小径向跳动的非标刀柄,确保在铣削过程中获得恒定的表面加工质量,最大限度地减少了抛光工作量和返工。
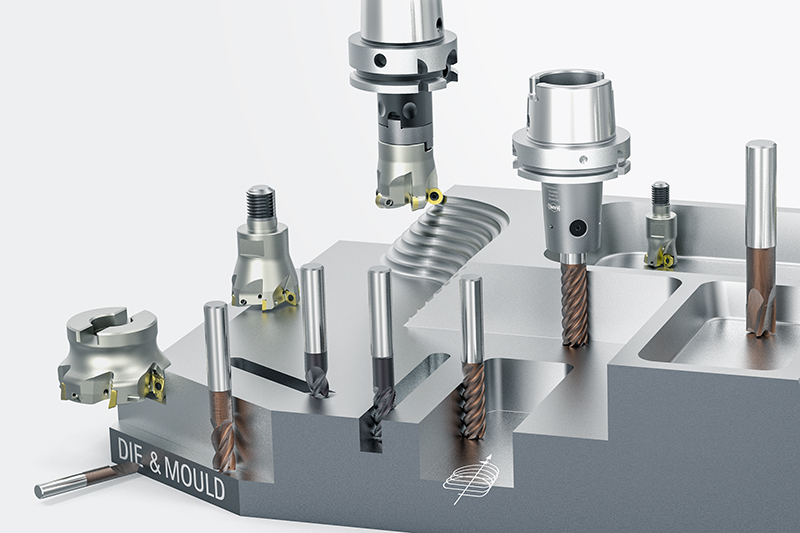
模具制作的刀具产品系列





































组件和材料

从毛坯件到成品
-

-
2 / 8
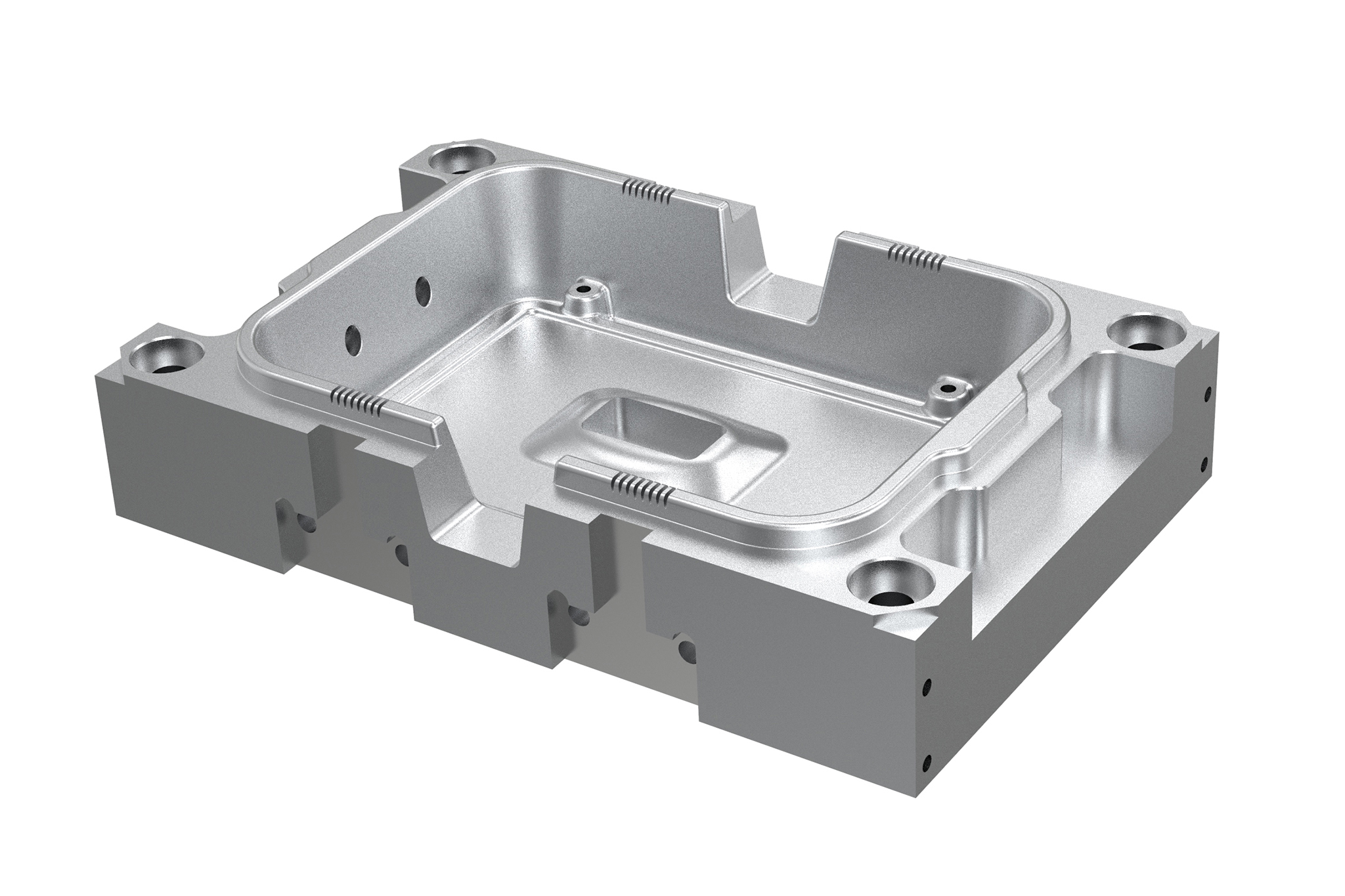
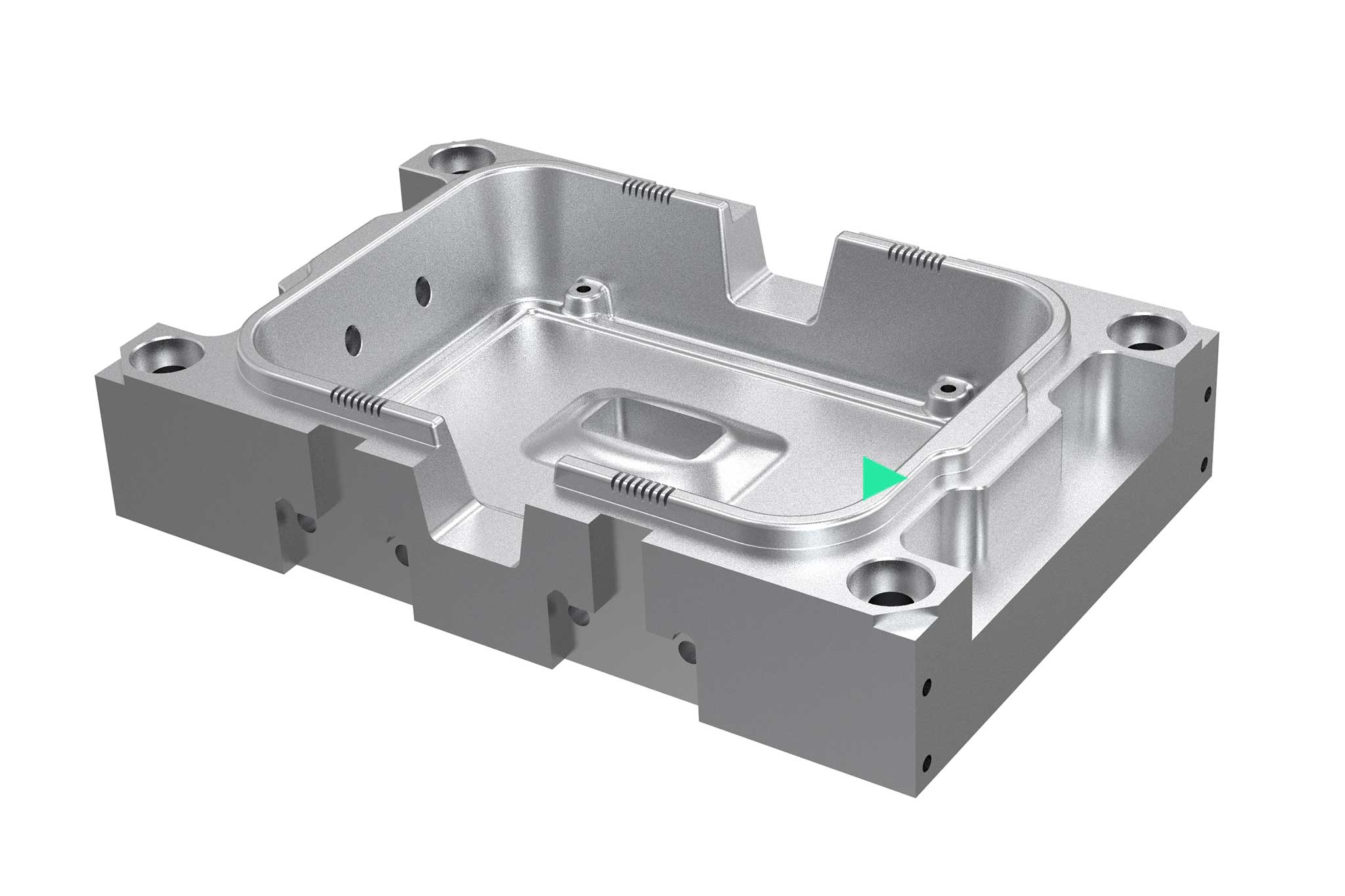
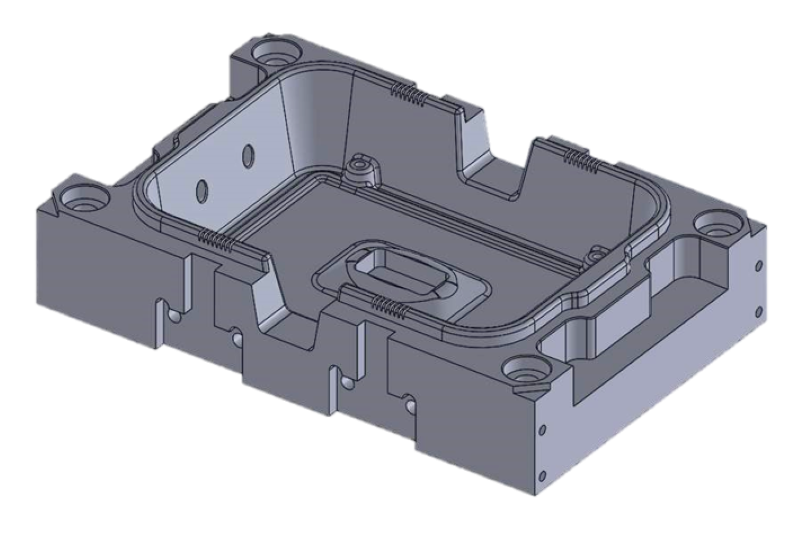
3D 表面
在模具制造领域中,生产愈来愈复杂的形状是日常事务。。机床和 CAM 软件的不断发展将性能和生产力提高到一个更高的水平。因此,所使用的刀具也必须始终符合最先进的技术标准。为了在此处达到最佳状态,在设计之初就进行了工艺分析。
前往加工 3D 表面的产品系列 -
3 / 8
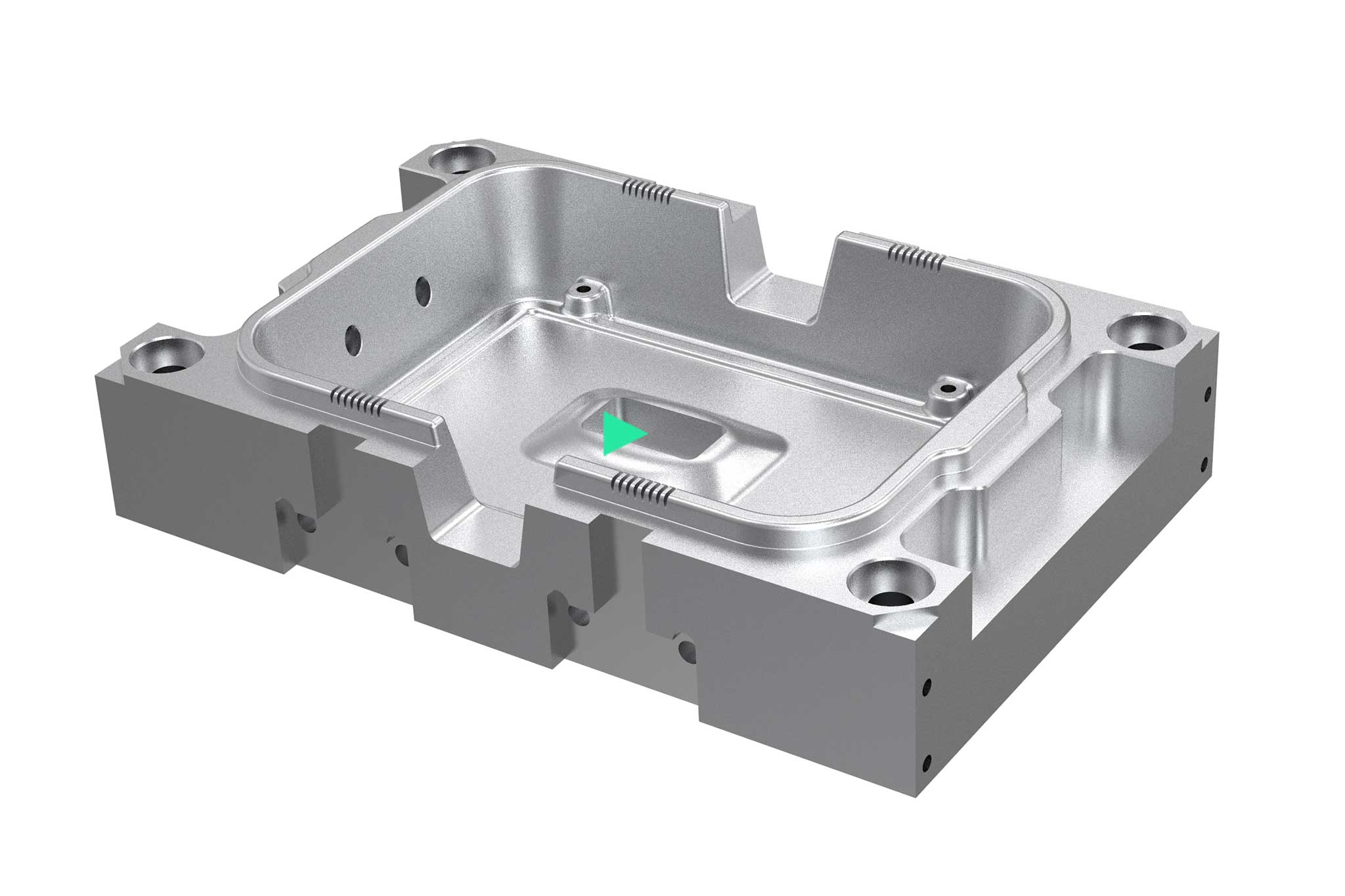
开放型腔
-
4 / 8
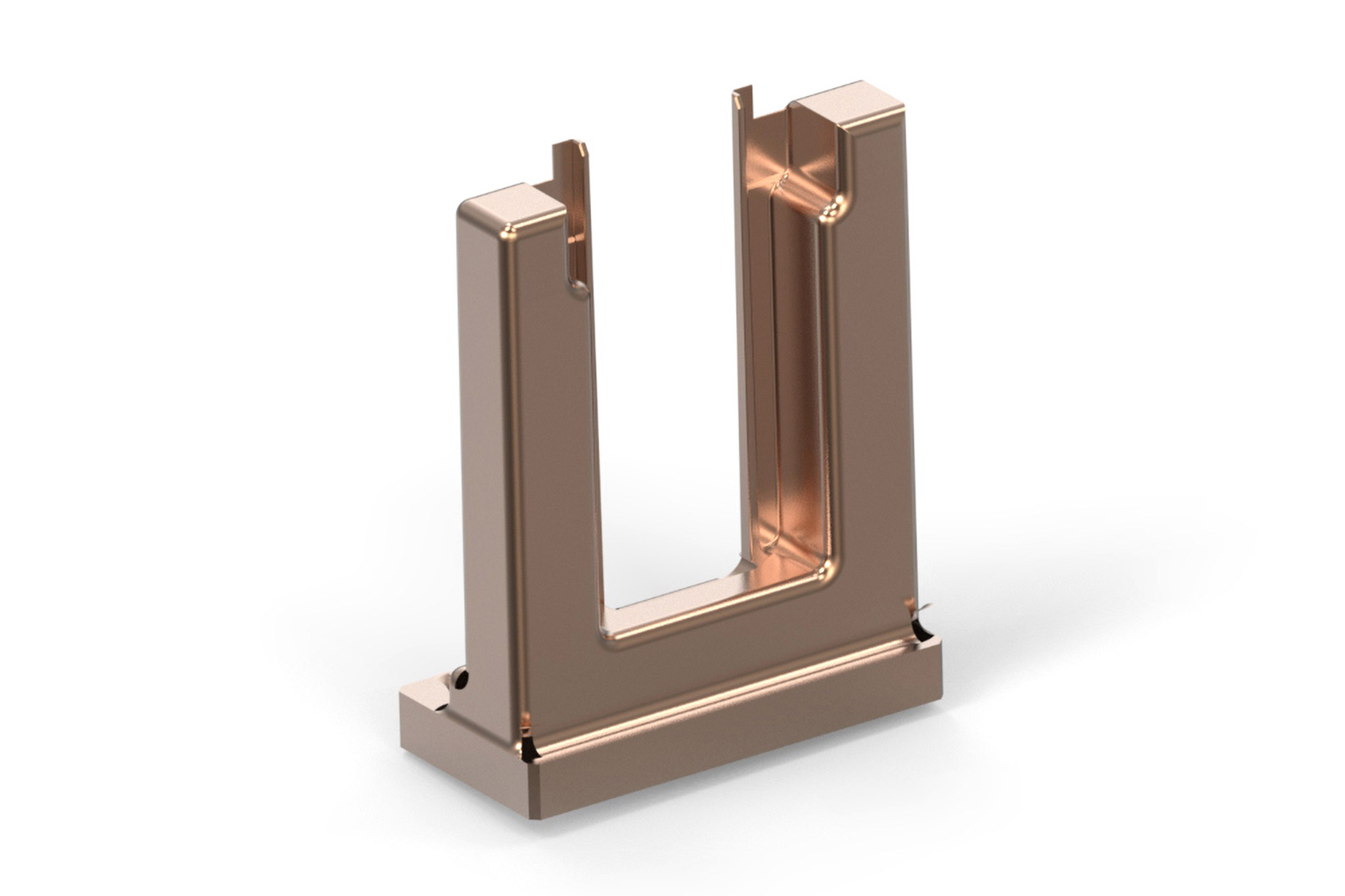
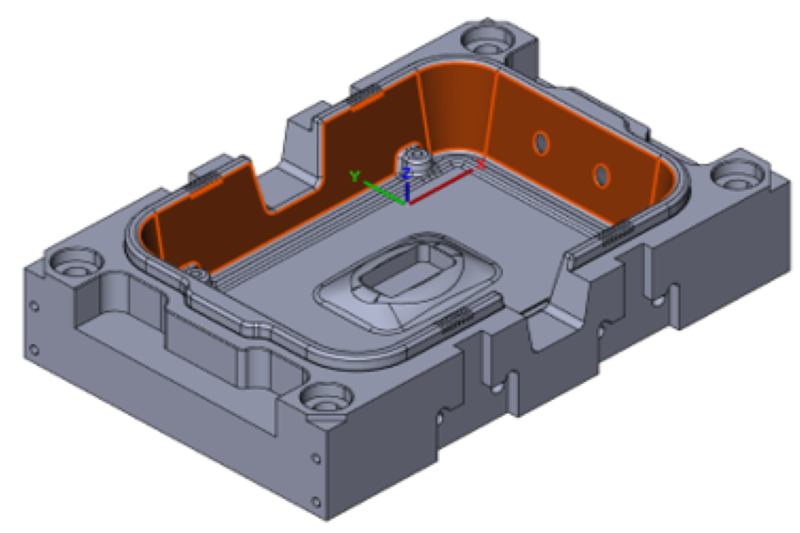
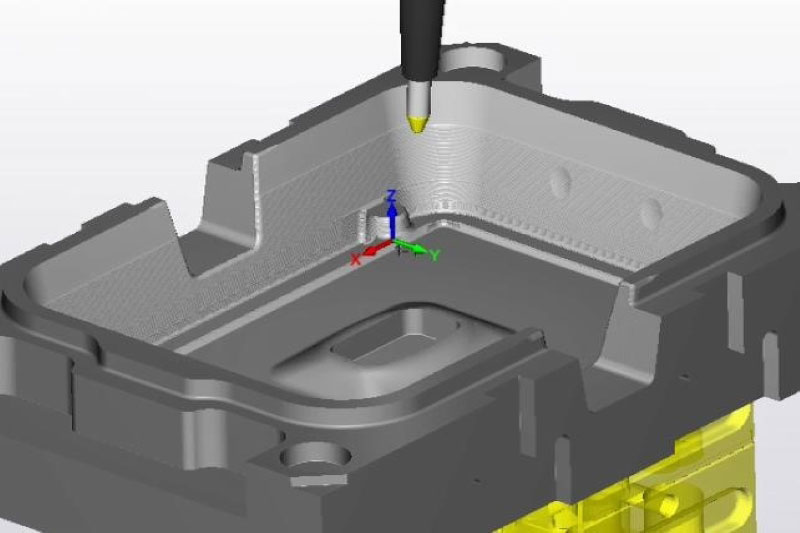
封闭型腔
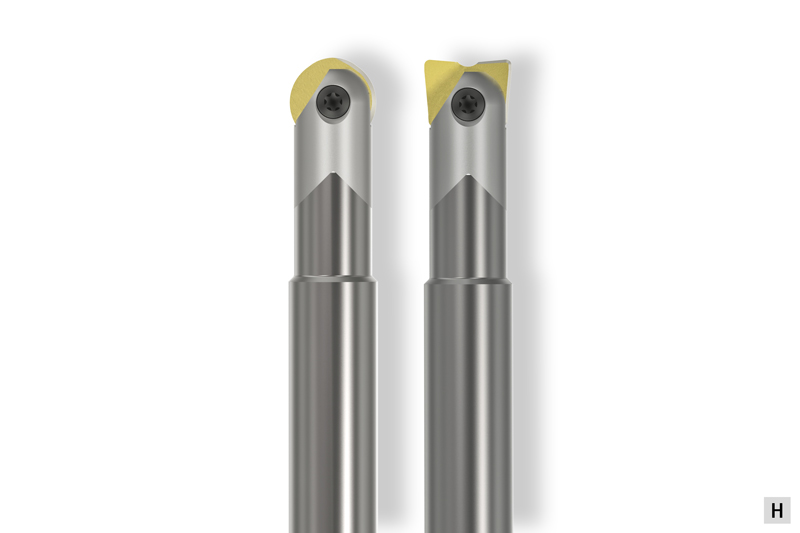
封闭型腔通常通过在Z平面上进行粗加工来产生。铣削时,通常选择通过斜坡开始加工。刀具的选择取决于墙壁的深度和要在组件上创建的起模斜度。具有模块化系统的MAPAL公司的广泛产品组合还包括大直径深型腔的加工。
前往加工封闭型腔的产品系列 -
5 / 8
螺旋铣削
-
6 / 8
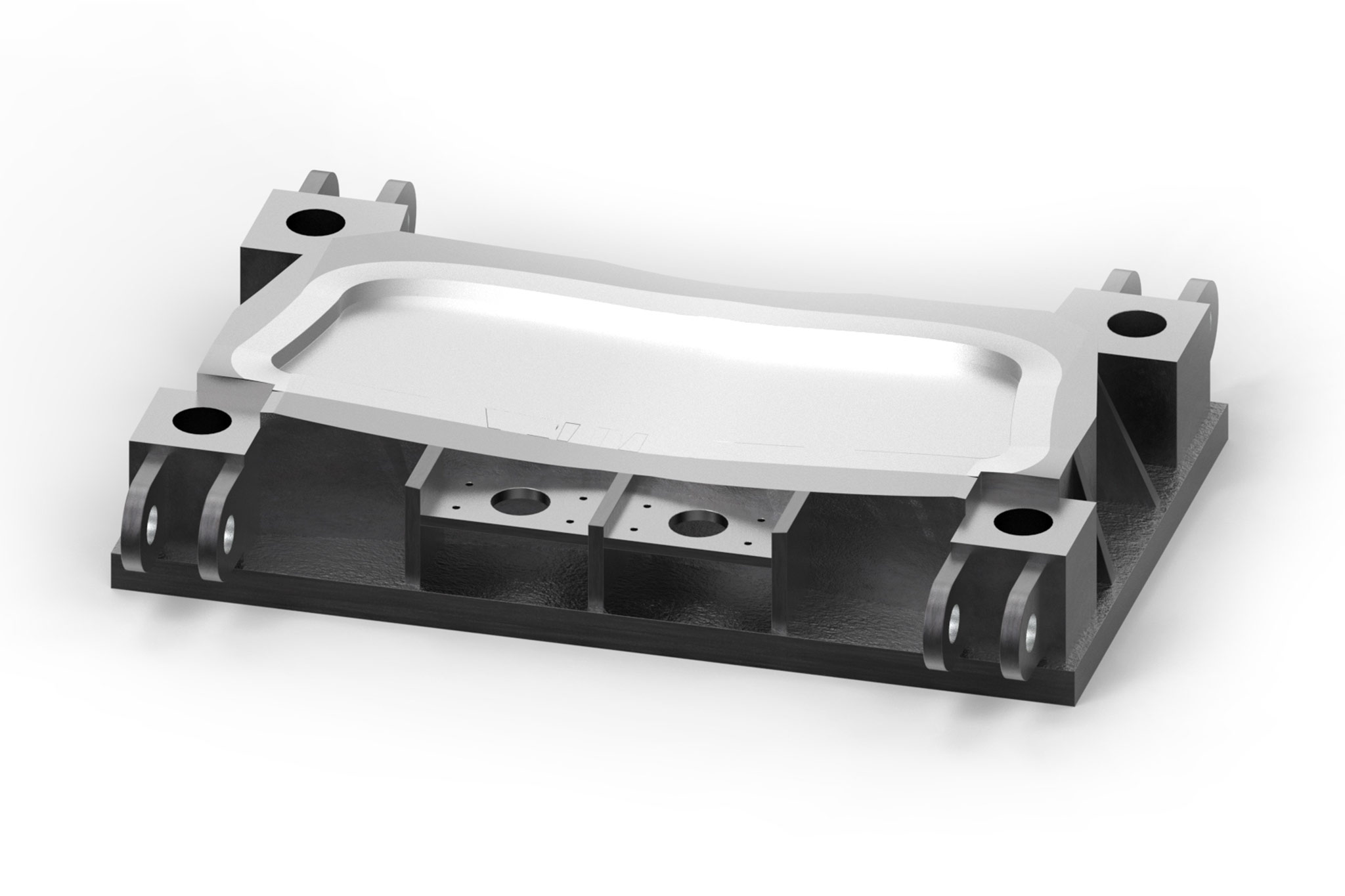
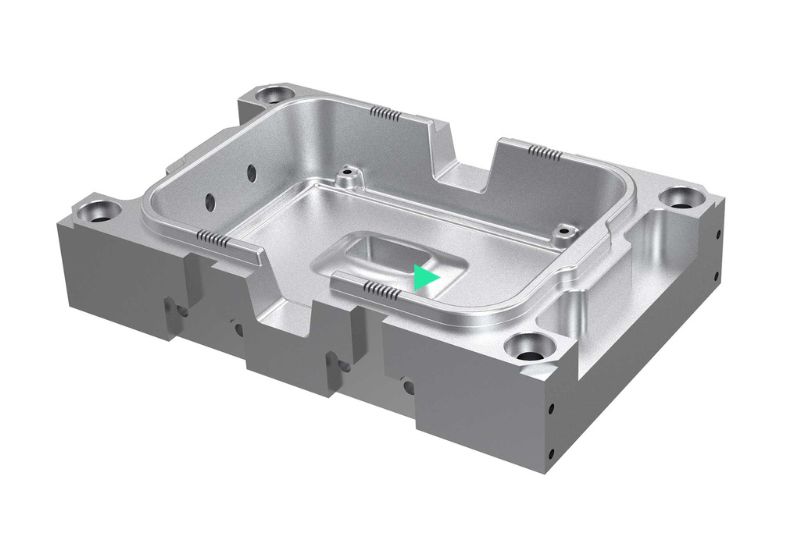
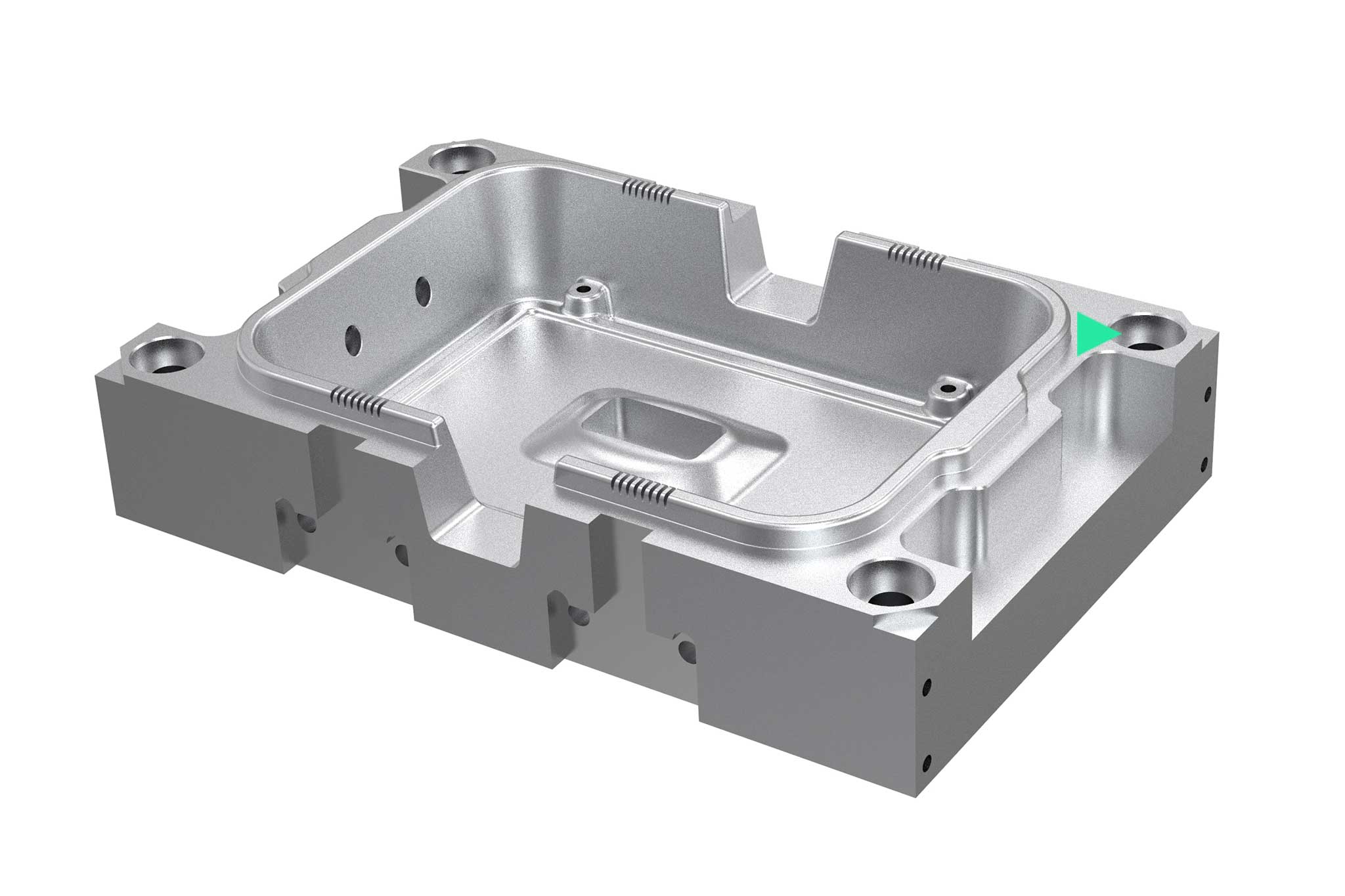
平坦表面
创建平坦表面的操作非常普遍,并且发生在模具制造的不同领域:无论是与组件相关,由于各自的铣削操作而与策略相关还是对模具闭合表面以及区段和冲压形状的要求。接着根据应用和要求选择正确的刀具。
前往加工平坦表面的产品系列 -
7 / 8
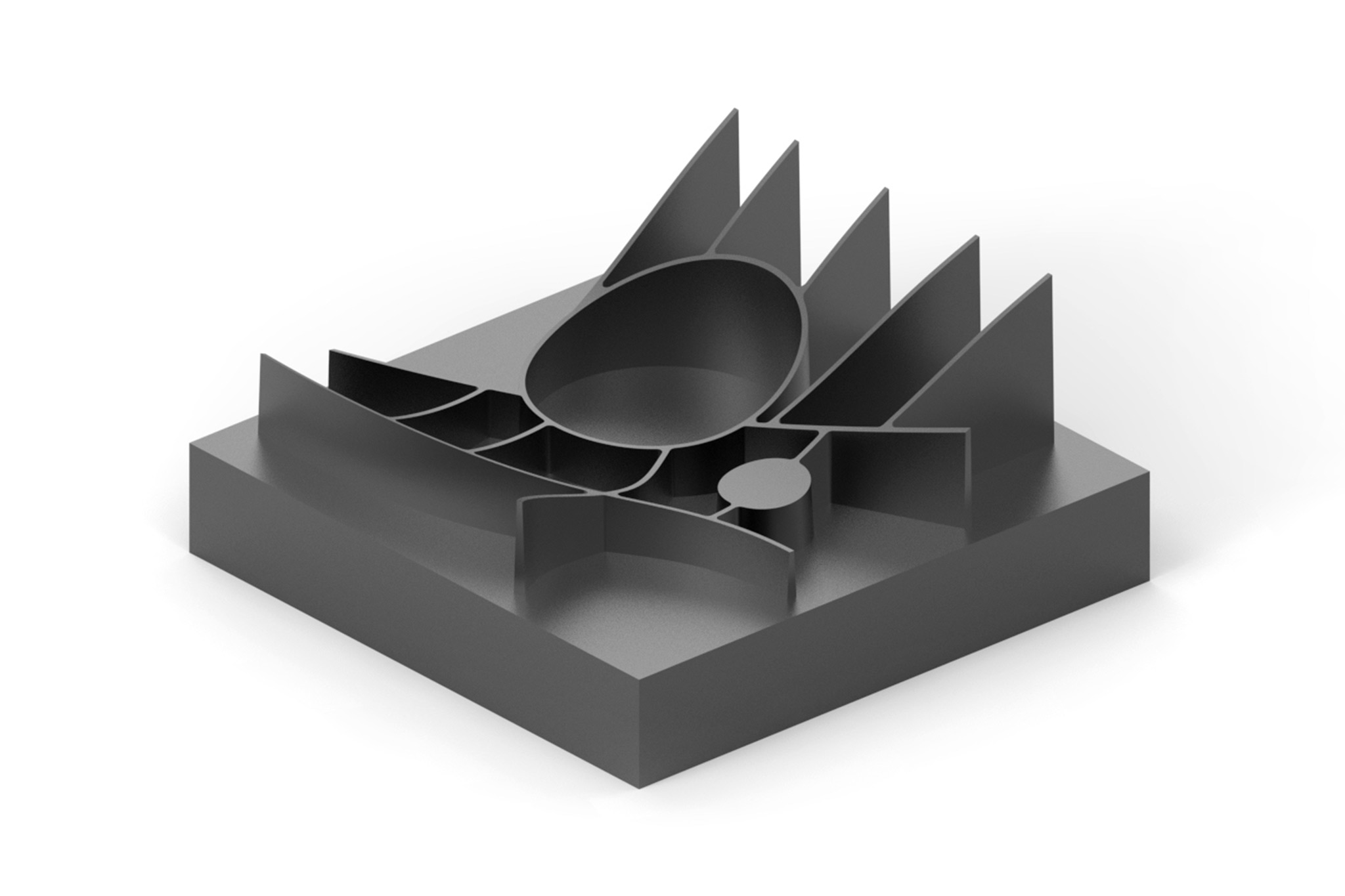
薄壁和板翅
塑料注塑模具和压铸模具通常具有板翅和薄壁。例如,板翅越来越多地被铣削,因为这种加工方法与 EDM 加工方法(放电加工)相较便宜。通常使用小直径的长型或超长型硬质合金刀具。在此也可以提供适合相应板翅形状的定制解决方案(RibCutter)。
前往薄壁和板翅加工的产品系列 -




全部来自同一供应商







工程工作流程 - 从理论到实践


Further items about the die&mould area
-
13.04.2026
IMPULSE 86 has been published
In the current issue of the technology magazine IMPULSE, the main topics are the merger of the German sites and the aerospace sector.
-
02.12.2025
Large tool package for Mangner Zerspanungstechnik
MAPAL has equipped Mangner GmbH with a comprehensive tool package for drilling operations.
-
04.03.2025
CORMOL relies on milling cutters such as the OptiMill-3D-HF from MAPAL for tool making
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.



Our retail partners
Responsibility according to postcode areas
-
1 / 16
Postcode 35
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
2 / 16
Postcode 44
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
3 / 16
Postcode 51
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
4 / 16
Postcode 56, 57
FRITZ WEG GmbH & Co. KG
Ahornweg 41
35713 Eschenburg-WissenbachPhone: +49 2774 701-0
Fax: +49 2774 701-39
Email: info@fritzweg.de
Web: www.fritzweg.de -
5 / 16
Postcode 58, 59
Jansen Schneidwerkzeuge Vertriebs GmbH
Im Käsebrink 12
58840 PlettenbergPhone: +49 2391 9177-0
Fax: +49 2391 9177-20
Email: info@j-s-v.com
Web: www.j-s-v.com -
6 / 16
Postcode 60, 61
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
7 / 16
Postcode 63 - 69
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
8 / 16
Postcode 70 - 73
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
9 / 16
Postcode 74, 75
Heinrich Meier GmbH
Herrenwaag 31
75417 MühlackerPhone: +49 7041 9530-0
Fax: +49 7041 9530-30
Email: info@heinrich-meier.de
Web: www.heinrich-meier.de -
10 / 16
Postcode 76 - 79
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
11 / 16
Postcode 80 - 87
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
12 / 16
Postcode 88, 89
Dieter Schätzle GmbH & Co. KG
Präzisionswerkzeuge
Unter Haßlen 12
78532 TuttlingenPhone: +49 7462 9465-0
Fax: +49 7462 9465-50
Email: info@schaetzle-werkzeuge.de
Web: www.schaetzle-werkzeuge.de -
13 / 16
Postcode 90 - 97
AB1-Tools e.K.
Goethering 45
91732 MerkendorfPhone: +49 9826 333-2241
Fax: +49 9826 333-3691
Email: info@ab1-tools.com
Web: www.ab1-tools.com -
14 / 16
Danmark
EDECO TOOL APS
Naverland 2
2600 Glostrup
DanmarkPhone: +45 7060 2029
Email: info@edeco.dk
Web: www.edeco.dk -
15 / 16
Italy
TEKNOS S.r.l.
Via A. Pigafetta, 2
35011 Campodarsego (PD)
ItaliaPhone: +39 049 8877061
Email: info@teknositalia.it
Web: www.teknositalia.it -
16 / 16
Portugal
Álamo-Ferramentas Unipessoal Lda
Rua da ETAR, Lote 9
Zona Industrial de Oiã
3770-059 Oiã
Phone: +351 234 728-193
Email: geral@alamo-ferramentas.com