
Serie pequeña y mediana con herramientas fijas
Carcasa de la válvula EN-GJS-400-15 – Perforación
Situación inicial del cliente

- Pedidos individuales, pequeñas y medianas cantidades
- No es posible ajustar la herramienta
- Requiere poco tiempo de entrega
- Altas tarifas por hora de las máquinas
- Proceso estable de expansión y deshuesado disponible
- Concepto de herramienta adaptado a diversas variantes de componentes
Particularidades de esta solución
- No hay formación de anillos en las cavidades debido a la geometría especial de la perforación → No hay costos de eliminación de los anillos
- Resultados óptimos del premecanizado mediante un proceso coordinado de pilotaje y escariado → Apoyo de la fresa en el agujero piloto = rectitud ideal, posición
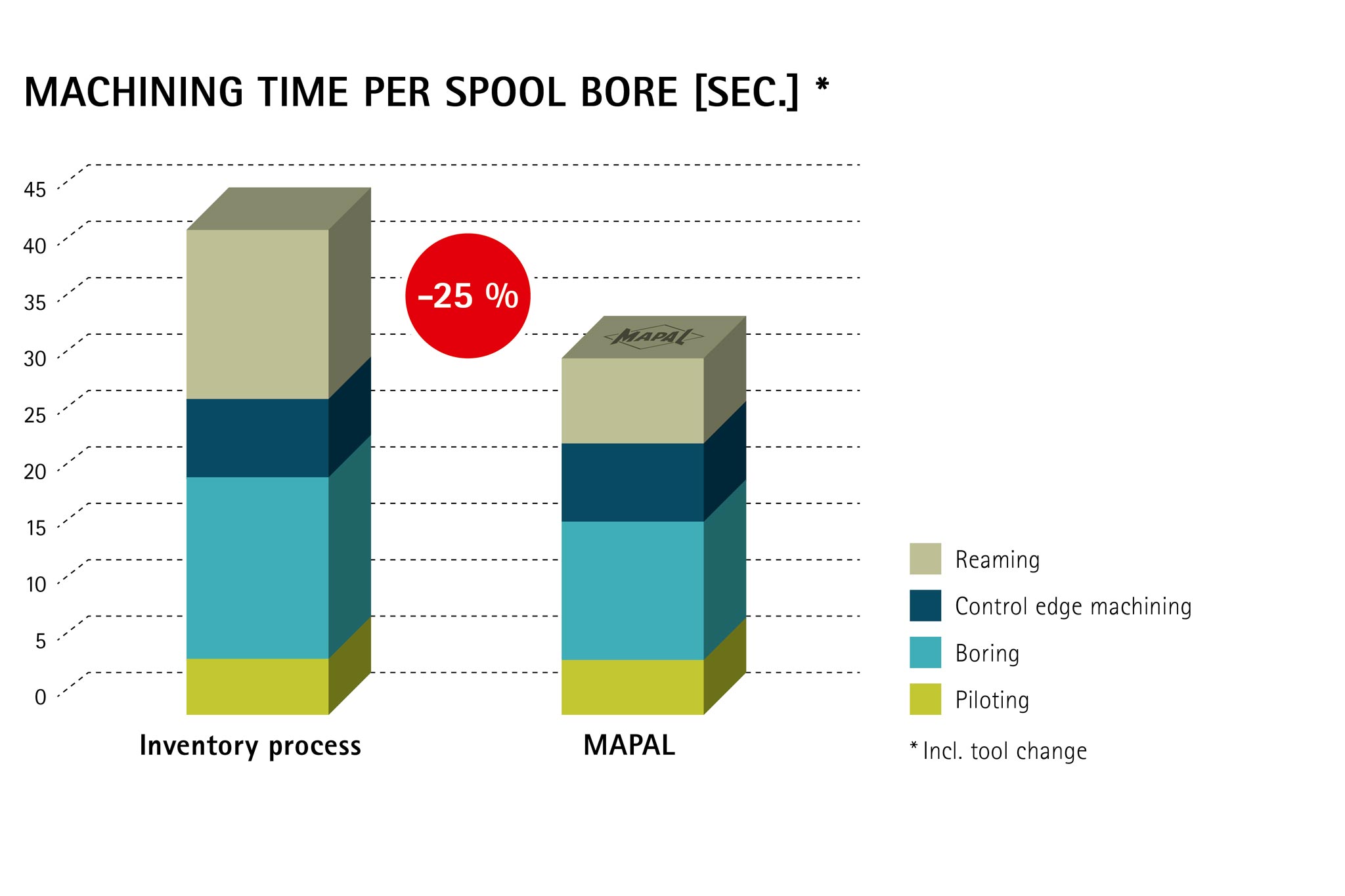
- Alta productividad con una perfecta calidad de premecanizado → Altos valores de corte: se reduce el tiempo de mecanizado
Perforación

1. Pilotaje
- Herramienta de barrenado completo en metal duro con seis biseles guía para una circularidad y rectitud perfectas
- Flujo óptimo de virutas y mayores posibilidades de reafilado gracias a la tecnología de biselado múltiple y a una conducción de refrigerante adecuada

2. Barrenado
- Herramienta de barrenado completo en metal duro con tres filos de corte y seis biseles guía y geometría de entrada especial
- Taladro recto, flujo de virutas ideal y guía en toda la longitud del taladro
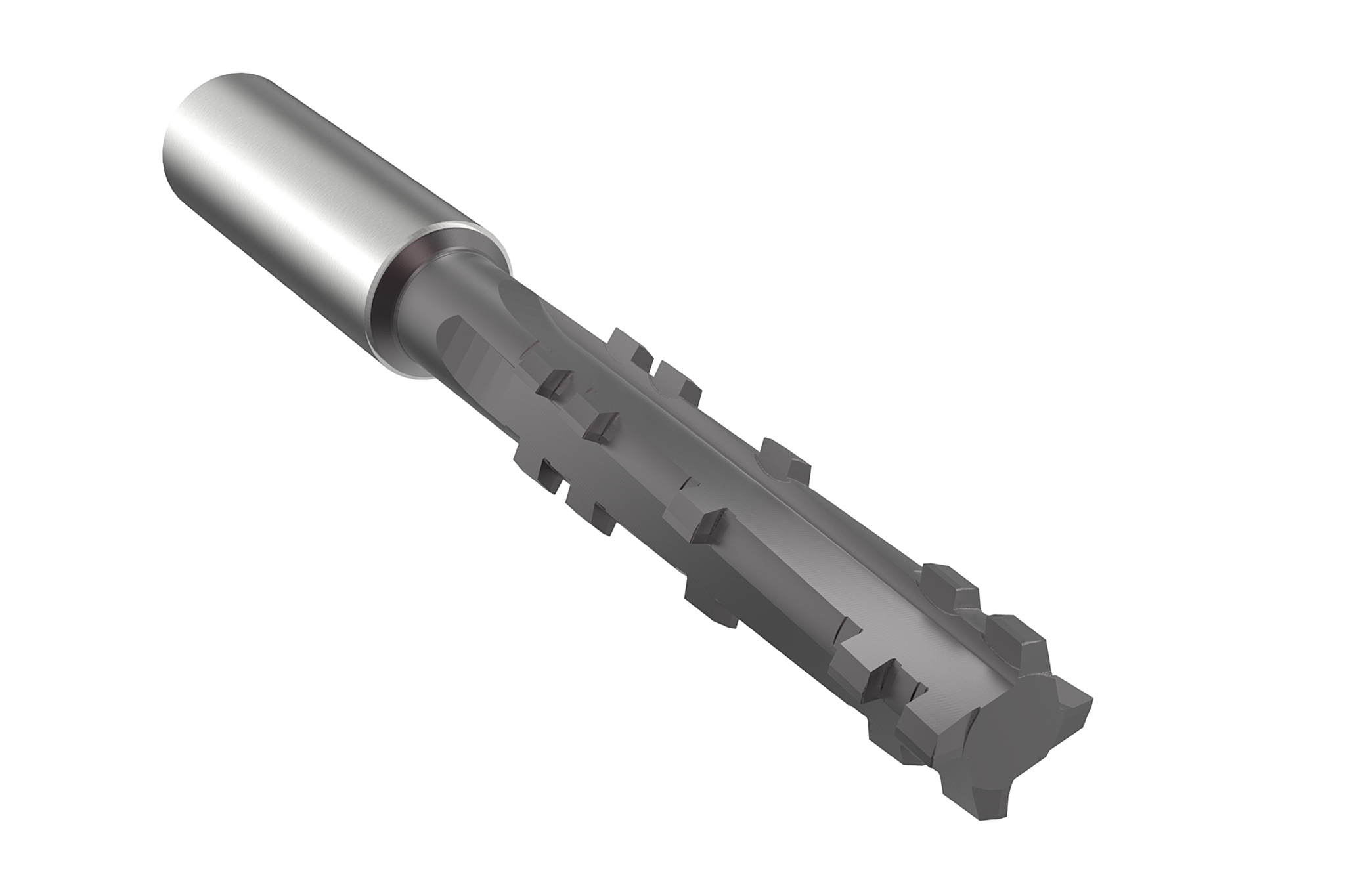
3. Mecanizado de bordes de control
- Ahorro de tiempo del ciclo considerable gracias a las herramientas circulares especiales en metal duro
- Bordes de control definidos sin astillas

4. Escariado
- Escariador multihoja para valores de corte elevados
- Control perfecto de las virutas gracias al giro a la izquierda y a la óptima conducción del refrigerante
Ventajas
- Inversión baja
- Poco tiempo de entrega
- Alta disponibilidad del centro de mecanizado
- Costos de producción bajos
- No se requiere ajustar la herramienta
- Rectificación disponible en todo el mundo