
01.09.2018
Miniaturisation in clamping technology thanks to additive manufacturing
Miniaturisation plays an important role in many industries. And therefore also for machining manufacture. Therefore, clamping chucks also have to become smaller, more precise and more powerful. The requirements cannot be met with conventional manufacturing – MAPAL therefore relies on additive manufacturing by selective laser melting.

Clamping chucks with innovative design meet the highest demands on accuracy and handling
Whether in electrical engineering, medical technology, the aerospace industry, the watch industry or robotics and mechanical engineering – many products are becoming ever smaller, yet smarter, more user-friendly and more powerful. The topic of space is therefore crucial. Because space is not only limited on the wrist, in trouser pockets, on board an aircraft or in the human body, but also in the production halls of companies.
This requirement gives rise to the demand for productivity in the smallest possible space, which transfers the cycle of miniaturisation to the entire value-added level. Machine and tool technology in this small sector requires more and more functions having to be fulfilled in the smallest space, also in the area of clamping technology.
This requirement gives rise to the demand for productivity in the smallest possible space, which transfers the cycle of miniaturisation to the entire value-added level. Machine and tool technology in this small sector requires more and more functions having to be fulfilled in the smallest space, also in the area of clamping technology.
Perfect radial run-out and optimum balancing value
The radial run-out accuracy of the clamping chucks for a chipping thickness in the range of a few thousandths of a millimetre must be almost zero. This is the only way to achieve good surfaces at maximum spindle speeds with a long tool life. In addition, it must be ensured that any contamination due to microparticles is excluded. Another important topic for machining in the miniature sector is the supply of coolant lubricant. Too much medium means complex downstream part cleaning, too little or no cooling leads to a loss in quality and productivity.
If handling should also be simple, conventional manufacturing reaches its limits. The smaller the tool and clamping chuck, the easier handling must be. Because with each reduction, the handling of external peripheral devices becomes more complicated and more difficult. With shrink or collet technology, it also takes considerably longer for the tools to be ready for use. In the case of multi-part attachments, the individual deviations of the components also add up to a considerable error chain.
If handling should also be simple, conventional manufacturing reaches its limits. The smaller the tool and clamping chuck, the easier handling must be. Because with each reduction, the handling of external peripheral devices becomes more complicated and more difficult. With shrink or collet technology, it also takes considerably longer for the tools to be ready for use. In the case of multi-part attachments, the individual deviations of the components also add up to a considerable error chain.
Additive manufacturing by selective laser melting
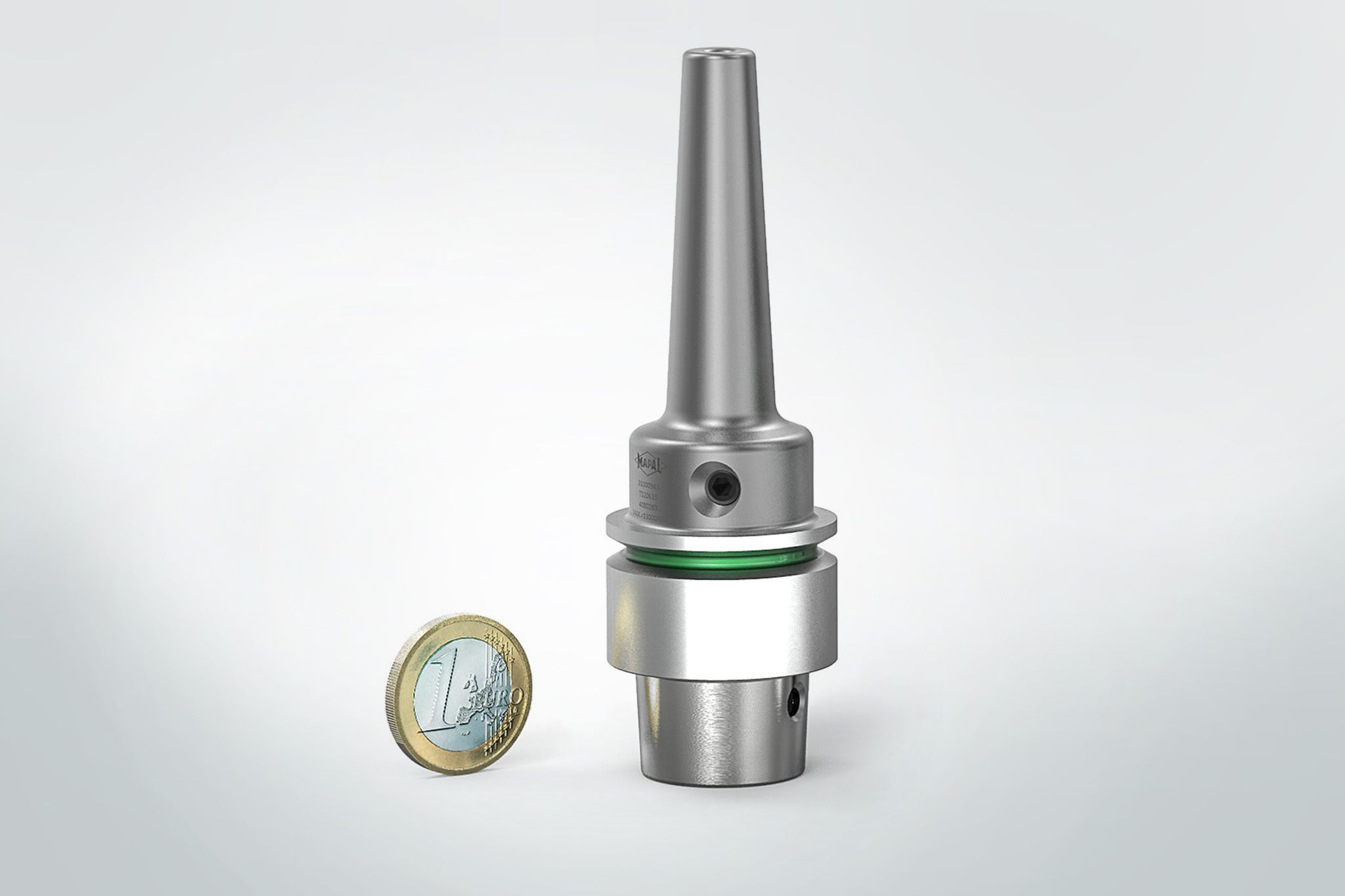
At MAPAL additive manufacturing by selective laser melting is used in all product areas. And this is the case in all situations where additively manufactured products can offer clear added value for the customer. Thanks to this innovative manufacturing process, MAPAL has succeeded in manufacturing clamping chucks in miniature format with HSK-E25 connection, for example for direct clamping of tools with a diameter of 3 mm. And these miniature clamping chucks meet all of the above requirements.
The smallest clamping chucks with the best properties
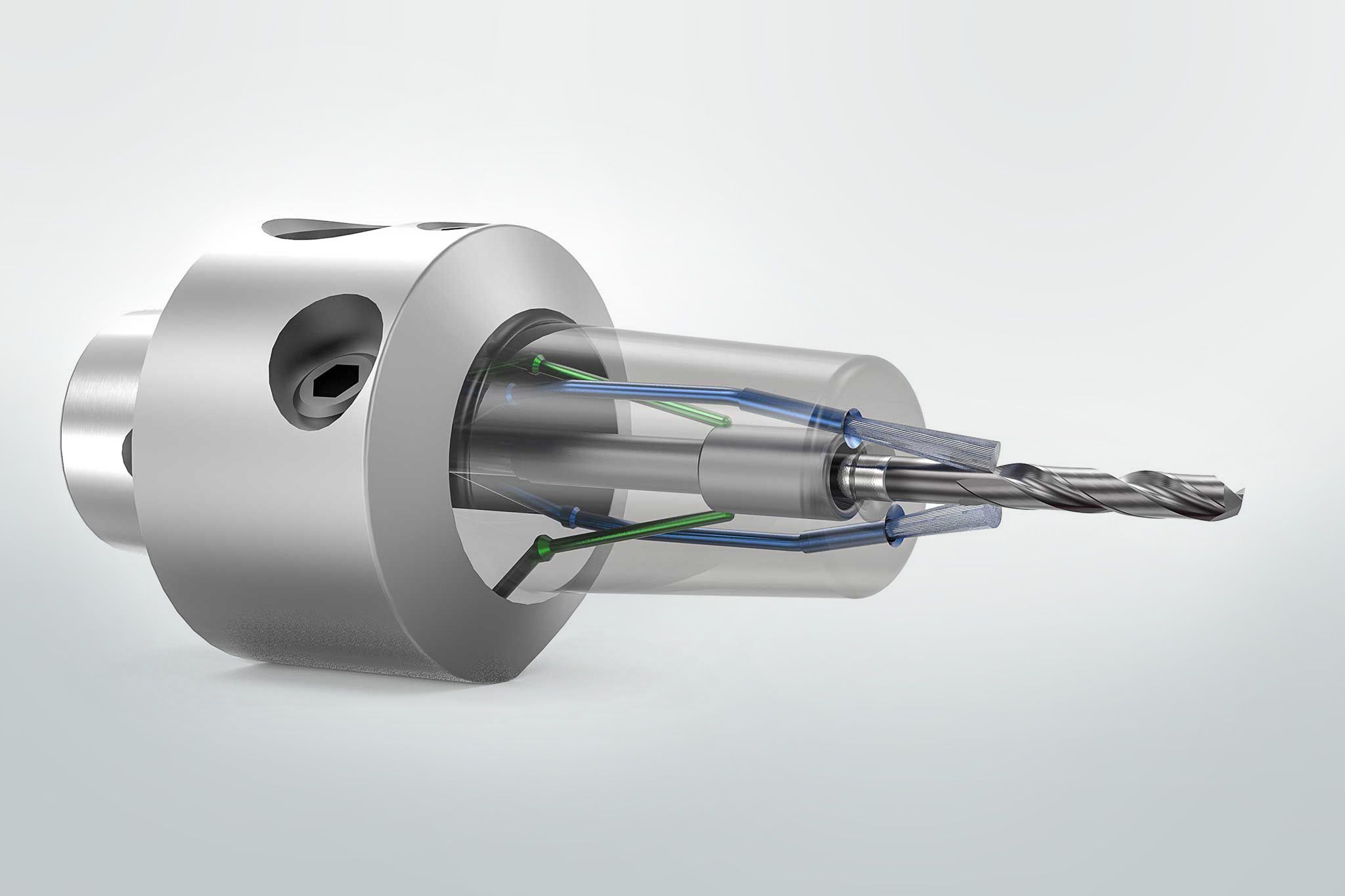
In order to guarantee radial run-out accuracy, the clamping technology specialists have integrated innovative clamping chamber systems into the new clamping chucks, which fit snugly against the tool shank. They are equipped with dirt grooves to displace microscopic dirt. The required balancing value is ensured thanks to internal balancing geometries including support structures, which also optimise weight and strength. Overall, with the chucks in a small format, there can be achieved a more homogeneous and spindle-friendly acceleration and braking of the entire tool system consisting of clamping chuck and tool.
Thanks to additive manufacturing, MAPAL has succeeded in equipping the clamping chucks for the miniature sector with decentralised coolant outlets. Using parameters such as coolant pressure, setting dimension and spindle speed, these outlets are designed in such a way that they convey the coolant lubricant directly to the cutting point. In the best case, a dosed loss lubrication, which makes subsequent cleaning of the parts superfluous, is achieved.
“
Thanks to additive manufacturing, MAPAL has succeeded in equipping the clamping chucks for the miniature sector with decentralised coolant outlets. Using parameters such as coolant pressure, setting dimension and spindle speed, these outlets are designed in such a way that they convey the coolant lubricant directly to the cutting point. In the best case, a dosed loss lubrication, which makes subsequent cleaning of the parts superfluous, is achieved.
“
Very easy handling without peripheral devices
The new clamping chucks from MAPAL in a small format enable simple and quick clamping of the tool. Neither training courses nor high retooling costs or expensive peripheral devices are required for implementation. Because the hydraulic chucks are operated using a simple screw.
New possibilities – not only for tool clamping
The new small hydraulic chucks also open up new possibilities for workpiece clamping. For example, for clamping hip joint balls. Here the external hydraulic clamping technology is used. Specially shaped chip flutes inside the chuck and a special external geometry ensure that the balls are clamped very precisely and gently at the same time. In medical technology in particular, topics such as reproducible precision are of enormous importance. And this is ensured during machining thanks to the new chucks.



