Propulsores eléctricos
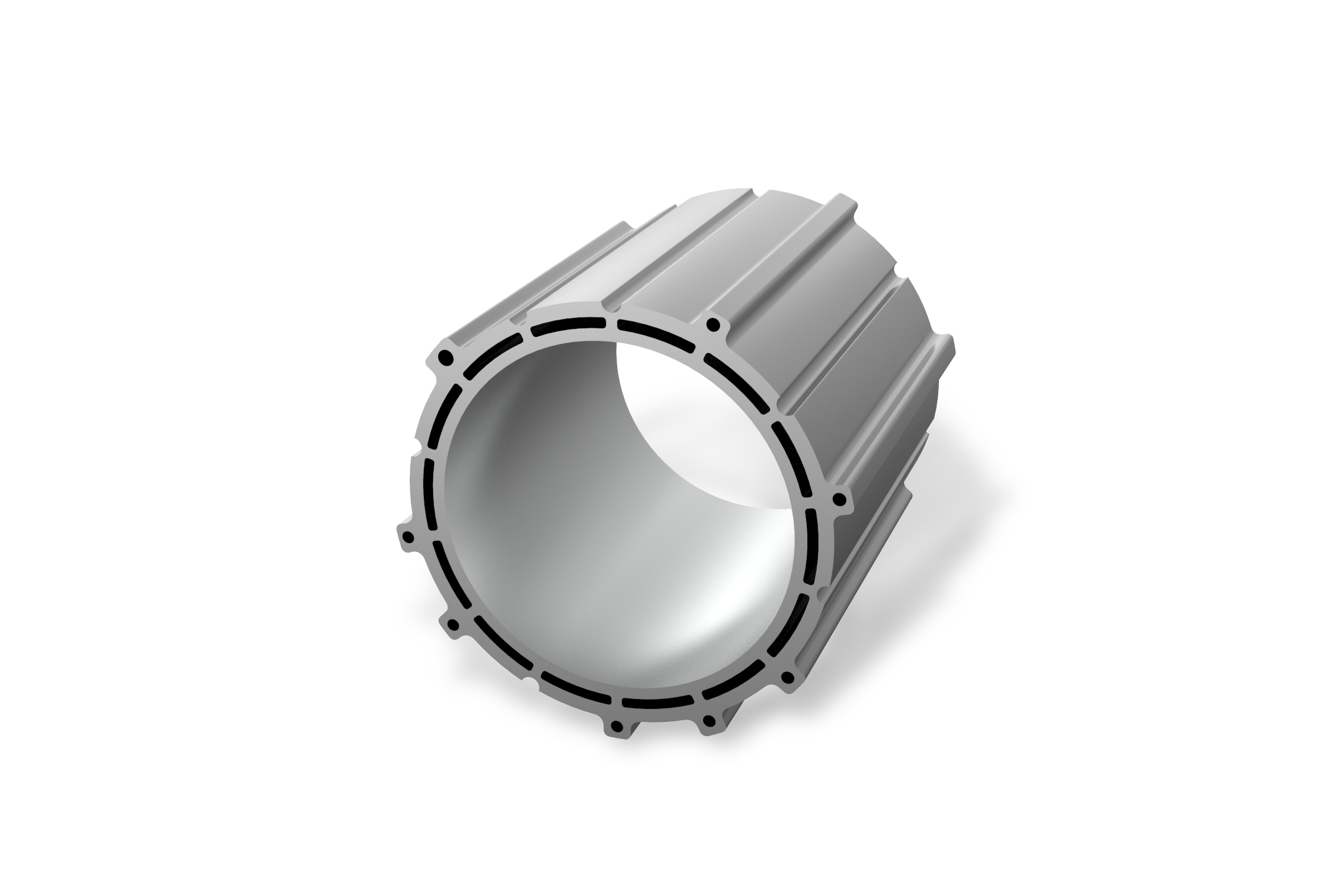
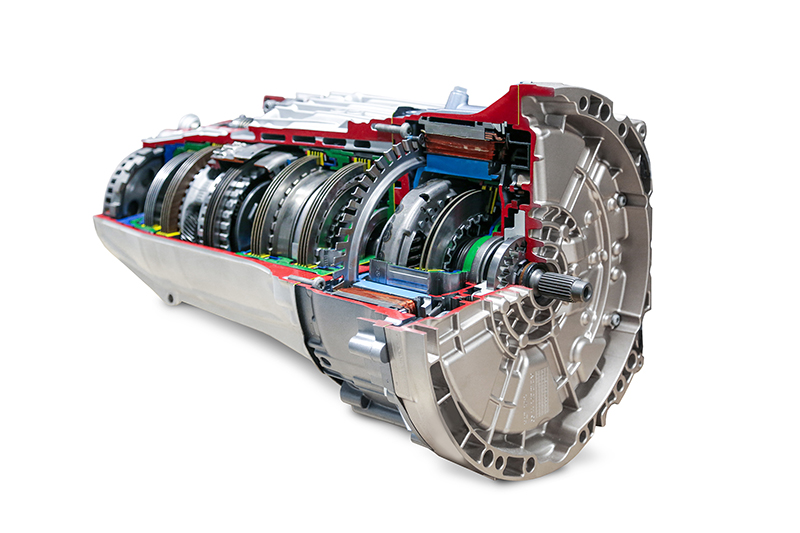
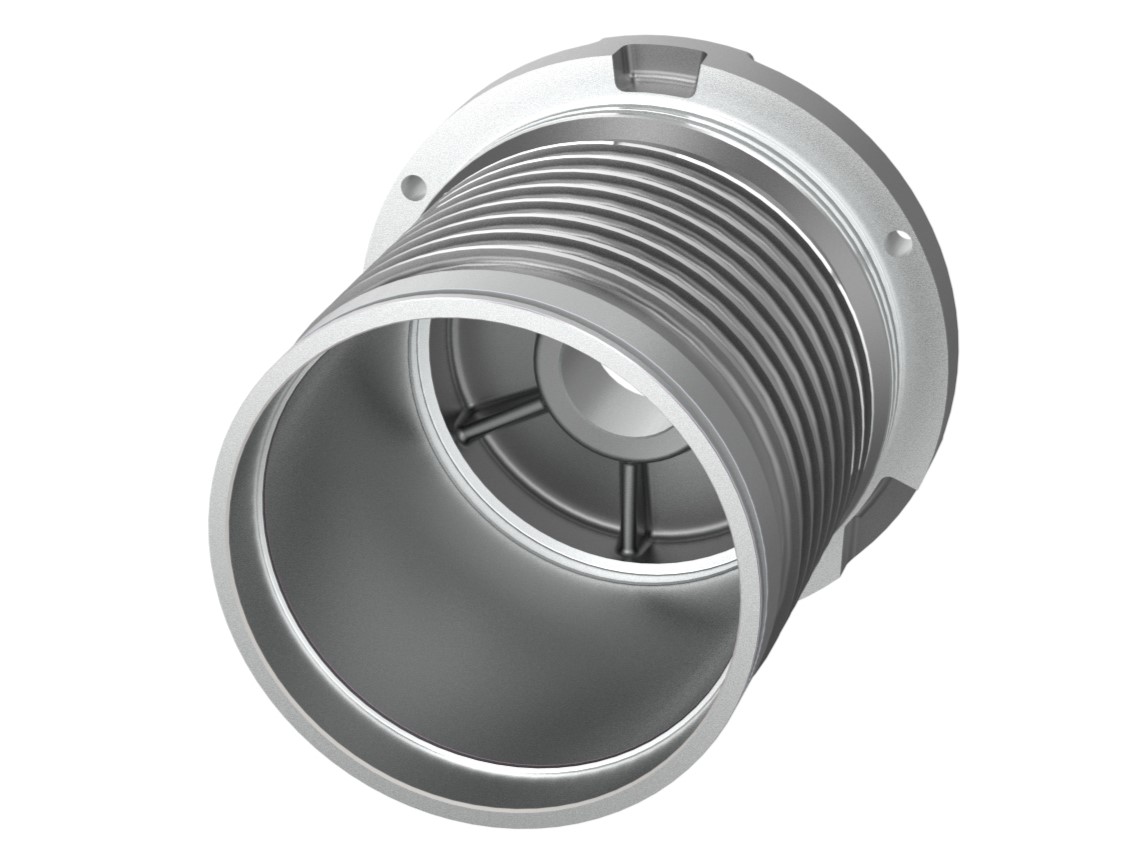
Los fabricantes y proveedores de automóviles se enfrentan a nuevos retos en lo que respecta a los componentes para motores eléctricos. El ejemplo de la carcasa de un motor eléctrico muestra la magnitud de estos retos: En comparación con la carcasa de una caja de cambios, debe fabricarse con tolerancias mucho más estrictas, ya que la precisión tiene una influencia decisiva en la eficiencia del motor.
Además, la carcasa del motor eléctrico suele tener paredes mucho más finas que la carcasa de una caja de cambios debido a su diseño especial, como los canales de refrigeración integrados. En algunas de estas carcasas además se han insertado casquillos de rodamientos de materiales de acero. Las placas de protección especiales de la herramienta sirven para que las virutas de acero no entren en contacto con las superficies de aluminio y las dañen durante el mecanizado.
Requisitos de mecanizado y características de los distintos tipos de carcasas
- Carcasa altamente integrada
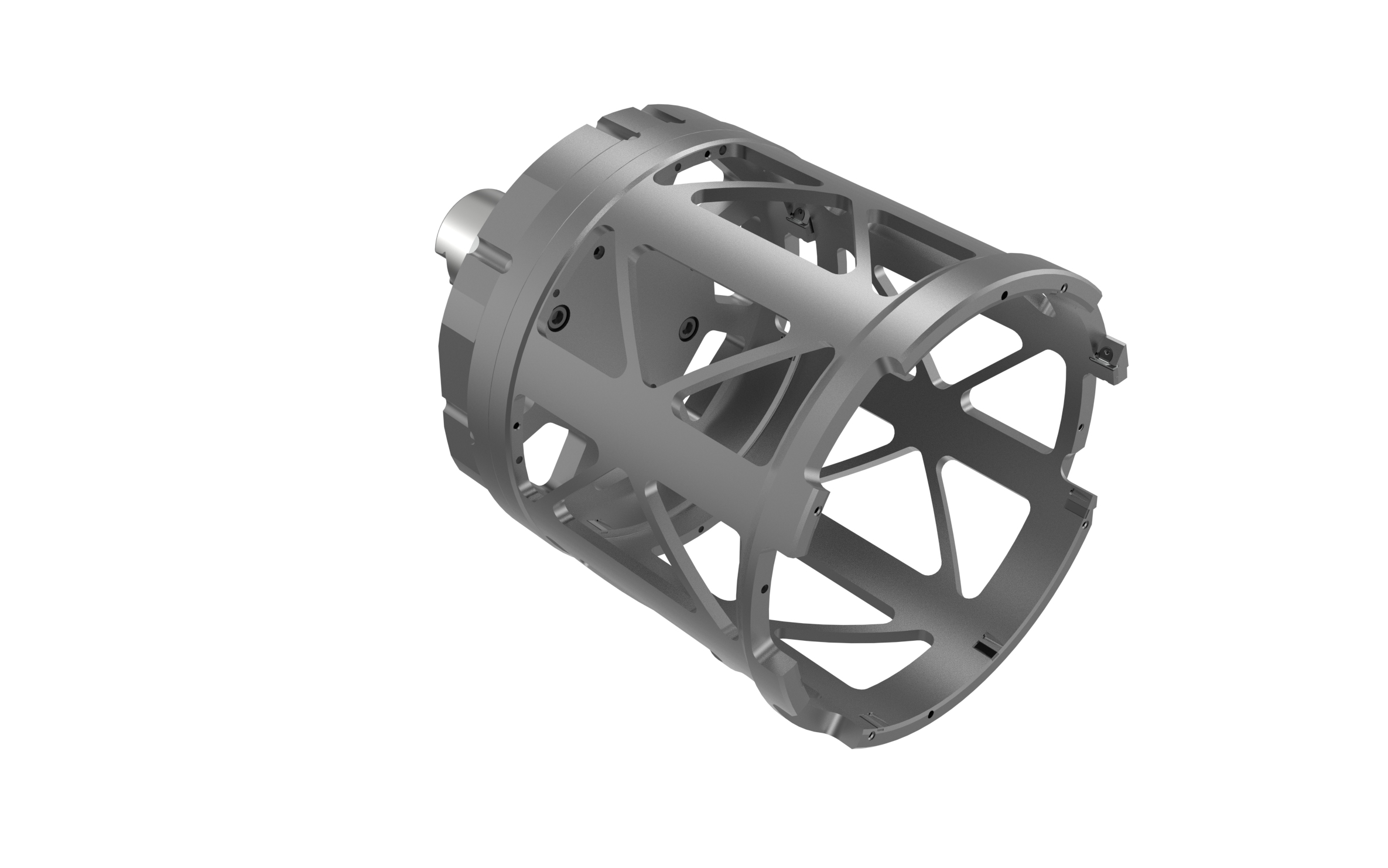
- Carcasa en forma de recipiente cilíndrico
- Carcasa tubular
- Carcasa híbrida


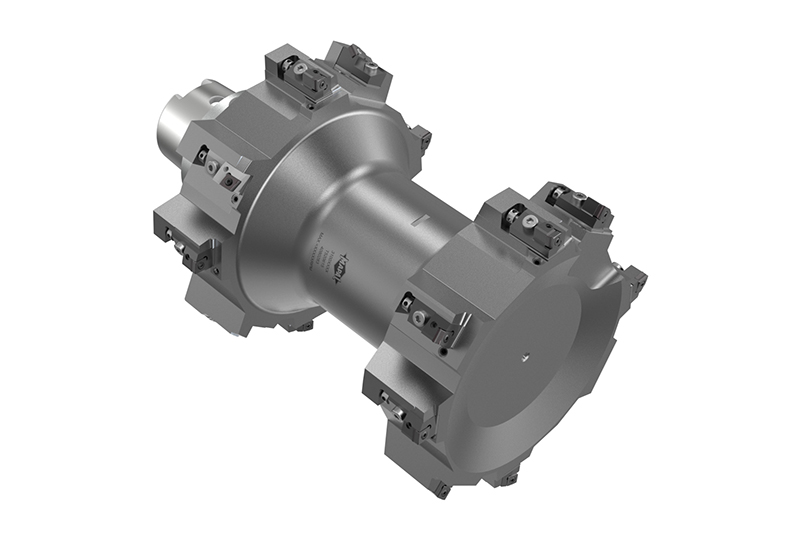
Basic procedure for machining of stator housings
The machining process as well as the tools are designed individually depending on themeasurement situation, machine park and clamping setup. In this way, the cutting forces
applied to the component are kept as low as possible. The machining of the stator bore is divided into 3 steps: Pre-machining, Semi-finish machining and Finish machining.

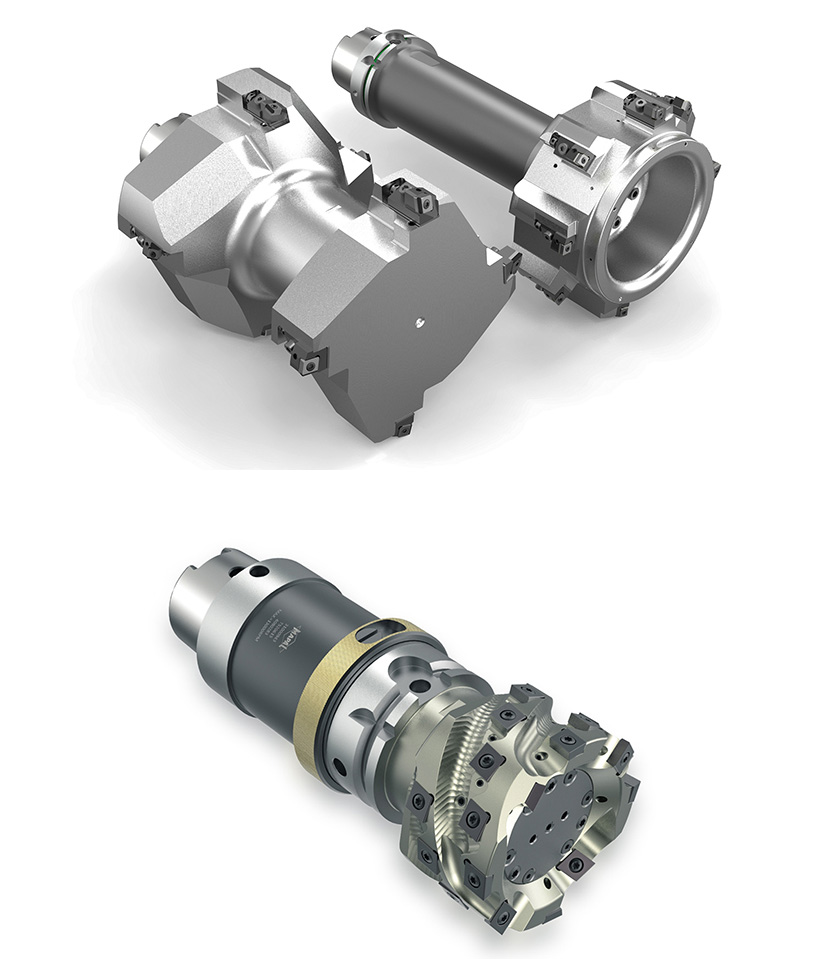
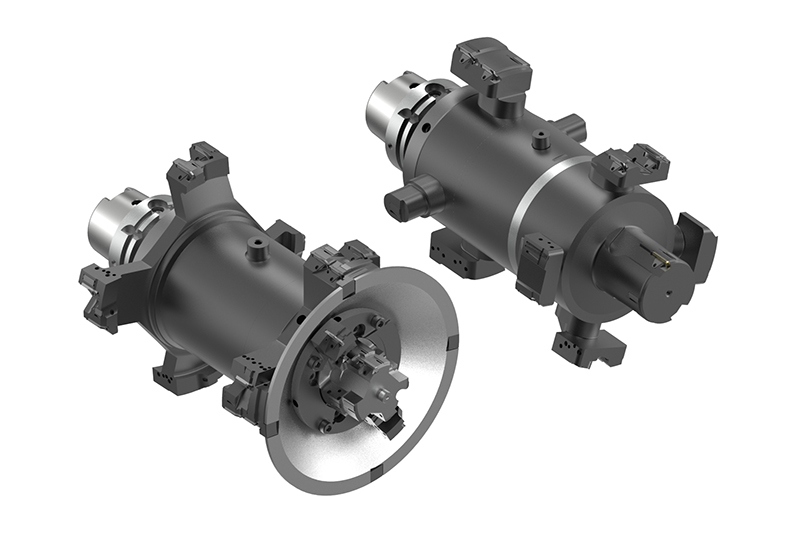
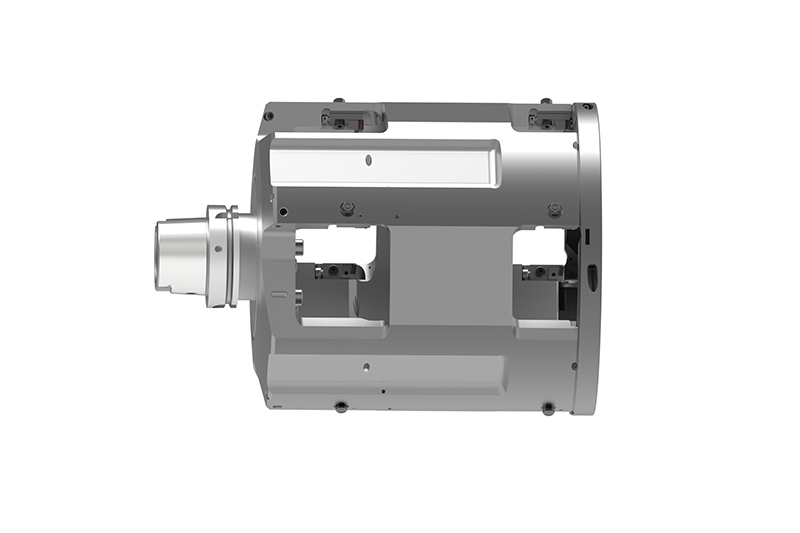
External Machining stator housing



Soluciones de mecanizado para…