Sophisticated PCD tool concepts for machining aluminium
Economic, high-precision machining of forged aluminium parts
Highest precision and economical production – these aspects are the focus when Carl Hirschmann GmbH machines forged parts made of aluminium for sports vehicle chassis. Well thought-out, multi-stage combination tools from MAPAL have proven their worth here. The shape-adapted PCD cutting edges are particularly impressive. Those responsible at Carl Hirschmann are also impressed by the all-round support provided by their development partner MAPAL.
„We have developed from a trading company founded in 1957 into an international technology leader in the manufacture of heavy-duty plain bearings, rotary indexing tables and clamping systems“, said Rainer Harter, Technical Managing Director of Carl Hirschmann GmbH in rural Fluorn-Winzeln in the Black Forest. Thanks to its expertise, diligence and the ability to innovate, the original license manufacturer has developed into a manufacturer of top-quality products.
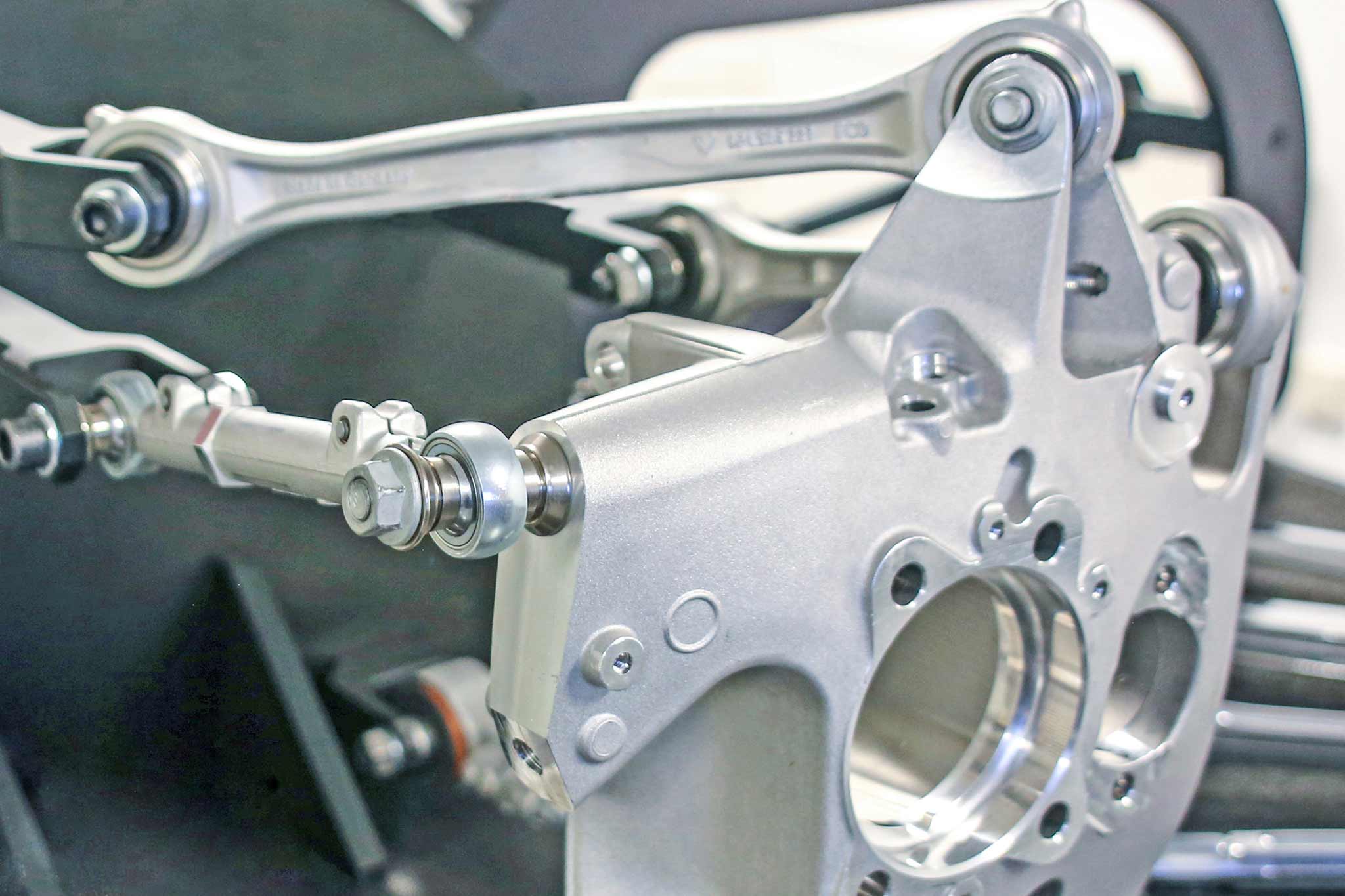
Carl Hirschmann‘s core products include support and guide joints, for example for the longitudinal, transverse or triangular control arms in the axle structures of high-end sports vehicles. Multidisciplinary expertise is required to produce these cutting-edge components. Carl Hirschmann has earned an excellent reputation in this field and supplies well-known sports car manufacturers.
Development partner for car manufacturers
„Due to the extensive experience we have gained in axle components for sports vehicles, our customers involve us in the development and production of complete axle assemblies as a partner,“ said Rainer Harter. As is customary in the industry, the experts from Carl Hirschmann receive a comprehensive specification sheet containing all the information on the installation space as well as the requirements and specifications from the customer. To this end, Carl Hirschmann and the customer jointly develop an optimally-suitable assembly - for whose manufacture and delivery Carl Hirschmann then accepts overall responsibility. This includes all process steps from the procurement and machining of all external components, which includes in particular the aluminium forgings, to the just-in-time delivery of complete and tested assemblies to the customer‘s production line. To this end, Carl Hirschmann has networked its IT systems directly with those of its customers so that call-offs can be imported directly from the production planning system run by the customer, a sports car manufacturer, into the company‘s own ERP system.
Forged aluminium strut mounts for connecting the spring strut rod end of a vehicle axle to the chassis.
The challenge of precision machining
In addition to technical perfection, the cost-effectiveness of the process plays an essential role in component machining. And this, in turn, requires the smooth supply of well-thought-out high-performance tools. Carl Hirschmann has brought tool manufacturer MAPAL on board for just this purpose.
„The axle structures in top sporting vehicles must be as light as possible and withstand the enormous dynamic loads. This means that lightweight designs are required for these safety parts, right to the limit of what is feasible - with the corresponding demands on machining,“ said Thomas Kuner, Technical Advisor at MAPAL in Aalen. The forged parts are therefore made of high-strength aluminium alloys. These workpiece materials are long-chipping and difficult to machine. The machining must also be extremely precise because of the tight tolerances required. A maximum deviation of ± 5 μm is permitted in critical areas such as the seat of the bearing shells.
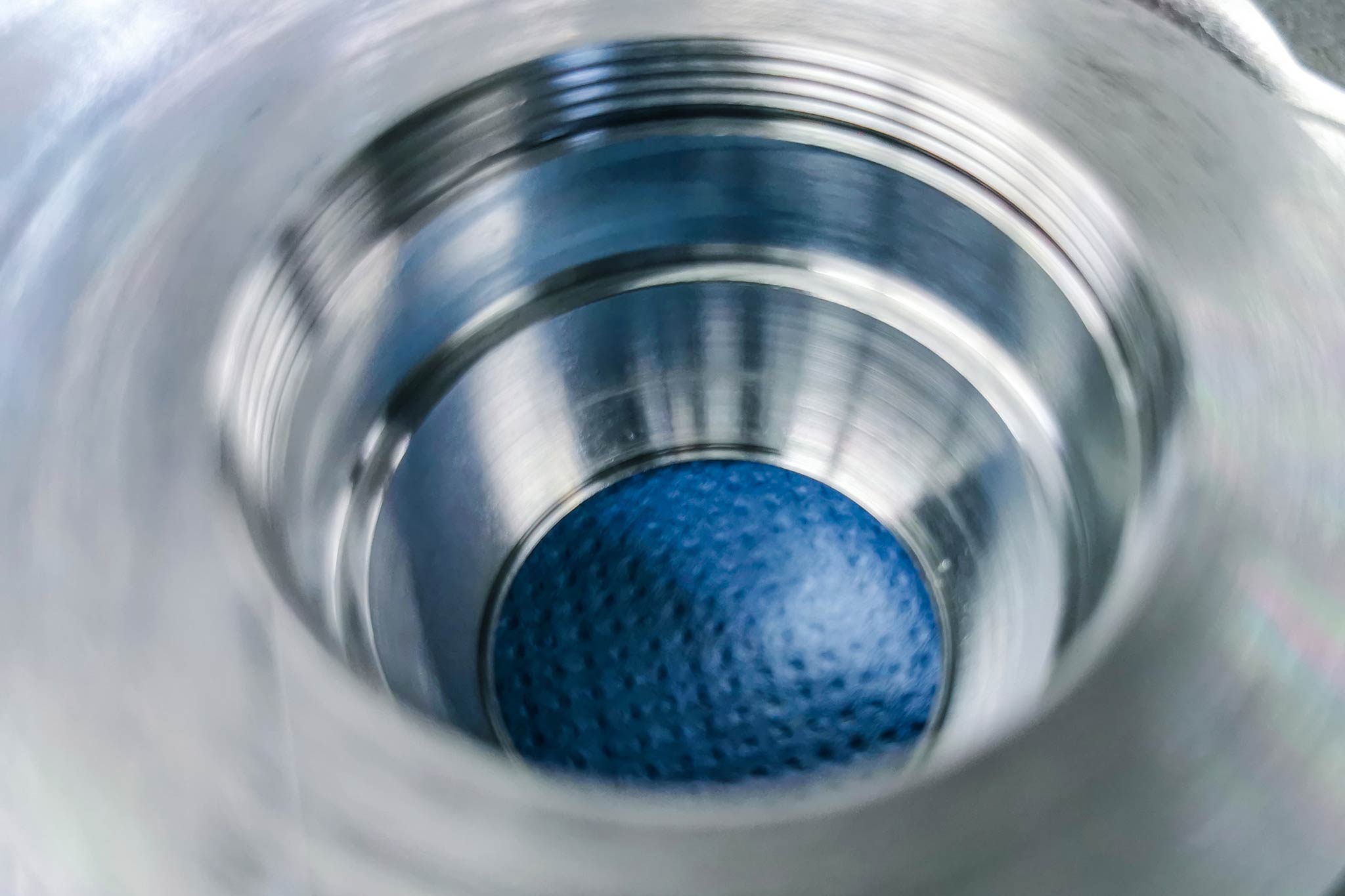
Close tolerances of up to ± 5 µm must be maintained when machining the dome bearing. Extremely tight tolerance specifications also apply to the fine thread.
In order to manufacture economically despite this, Carl Hirschmann uses customised stepped and combination tools from MAPAL, which the tool manufacturer equips with various shape-adapted blades. High-precision calottes, slots, threads or undercuts can be produced with comparatively few feed movements. This is much quicker than the time-consuming „multipass milling“ with standard tools. The preferred tool cutting material is polycrystalline diamond (PCD). The cutting edges are usually brazed in.
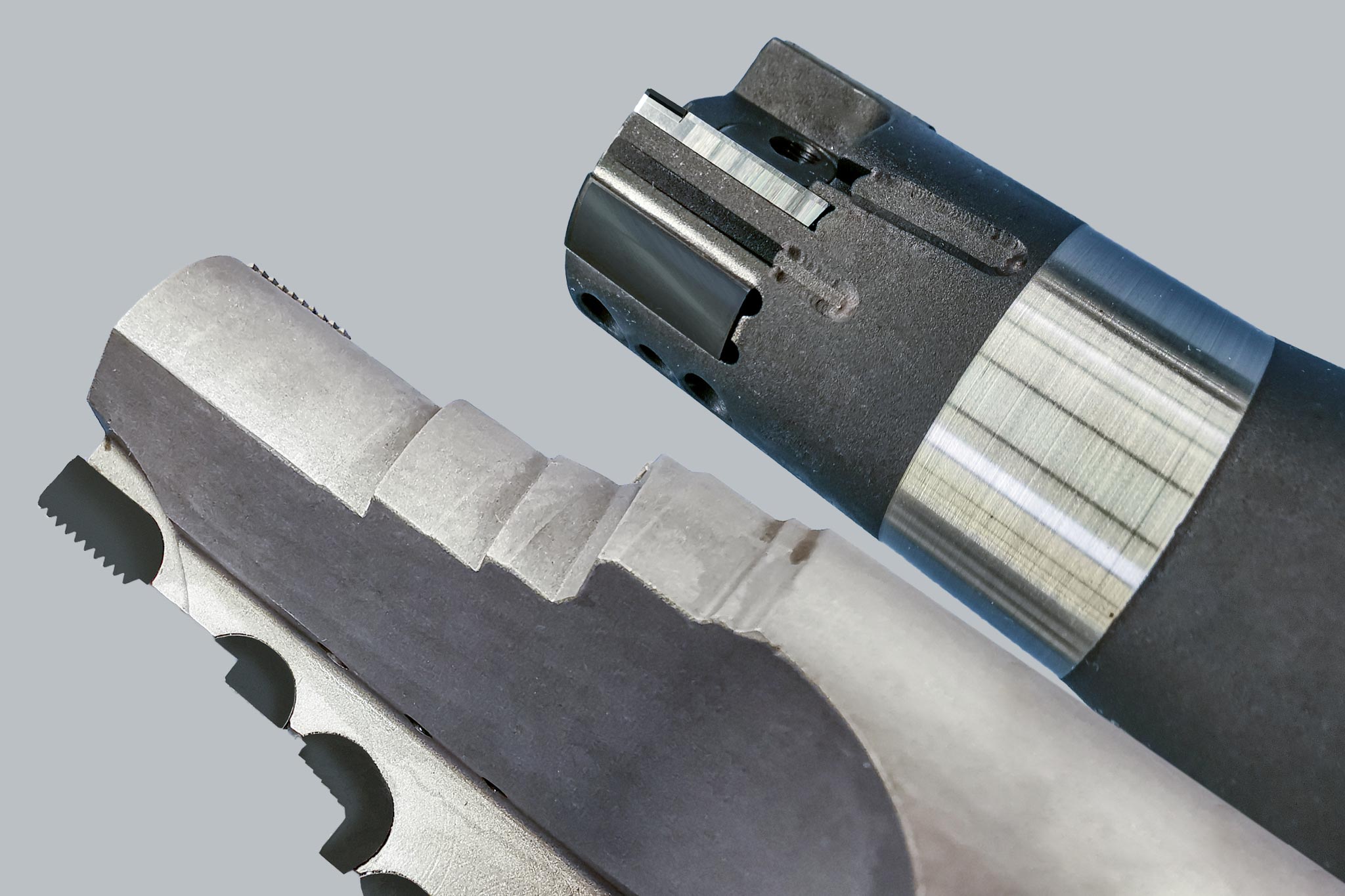
PCD multi-stage tool (l) is used to pre-machine the calotte, and to drill out and circularly mill the fine thread. The fine boring tool (r) machines the seat of the bearing shell. In the centre you can see the ring-shaped concentricity control point.
Thanks to the sophisticated step and combination tools, Carl Hirschmann can implement numerous different machining processes without changing tools. Another advantage of combination tools is the fact that there are fewer alignment deviations as a result of tool changes. „We also achieve the best combination of dimensional accuracy and tool life with PCD tools“, said Thomas Maier, Milling Team Leader. In addition, the cutting edges are convincing due to their reliability. „This is even more important for us because we have to meet just-in-time delivery deadlines to our customers“, Thomas Maier explained. The demands on the stability of the production processes are therefore correspondingly high.
Development partnership with MAPAL
„We have been working closely with MAPAL on the development and delivery of such tools since 2013“, Thomas Maier explained. Here, the experts from both companies take a precise look at the relevant specifications for the requested assemblies and components and define which tool designs, cutting edge geometries and NC strategies they will use to achieve the desired results as efficiently and economically as possible. „MAPAL contributes profitably at all times thanks to its far-reaching understanding of the process“, Thomas Maier confirmed.
Satisfied with the results: Thomas Maier (Team Leader Milling, Carl Hirschmann), Rainer Harter (Technical Managing Director, Carl Hirschmann) and Thomas Kuner (Technical Consultant, MAPAL) (from left).
Positive experience with support as well
„For us, an essential part of tool supply is also the support provided by MAPAL“, Thomas Maier confirmed. In addition to development cooperation, this also includes all other aspects such as delivery times for new or repeat orders, tool life or tool life quantities and cutting edges, as well as the speed of reaction in maintenance, reconditioning and repair of tools. „We feel we are in good hands with MAPAL“, Thomas Maier summarised.