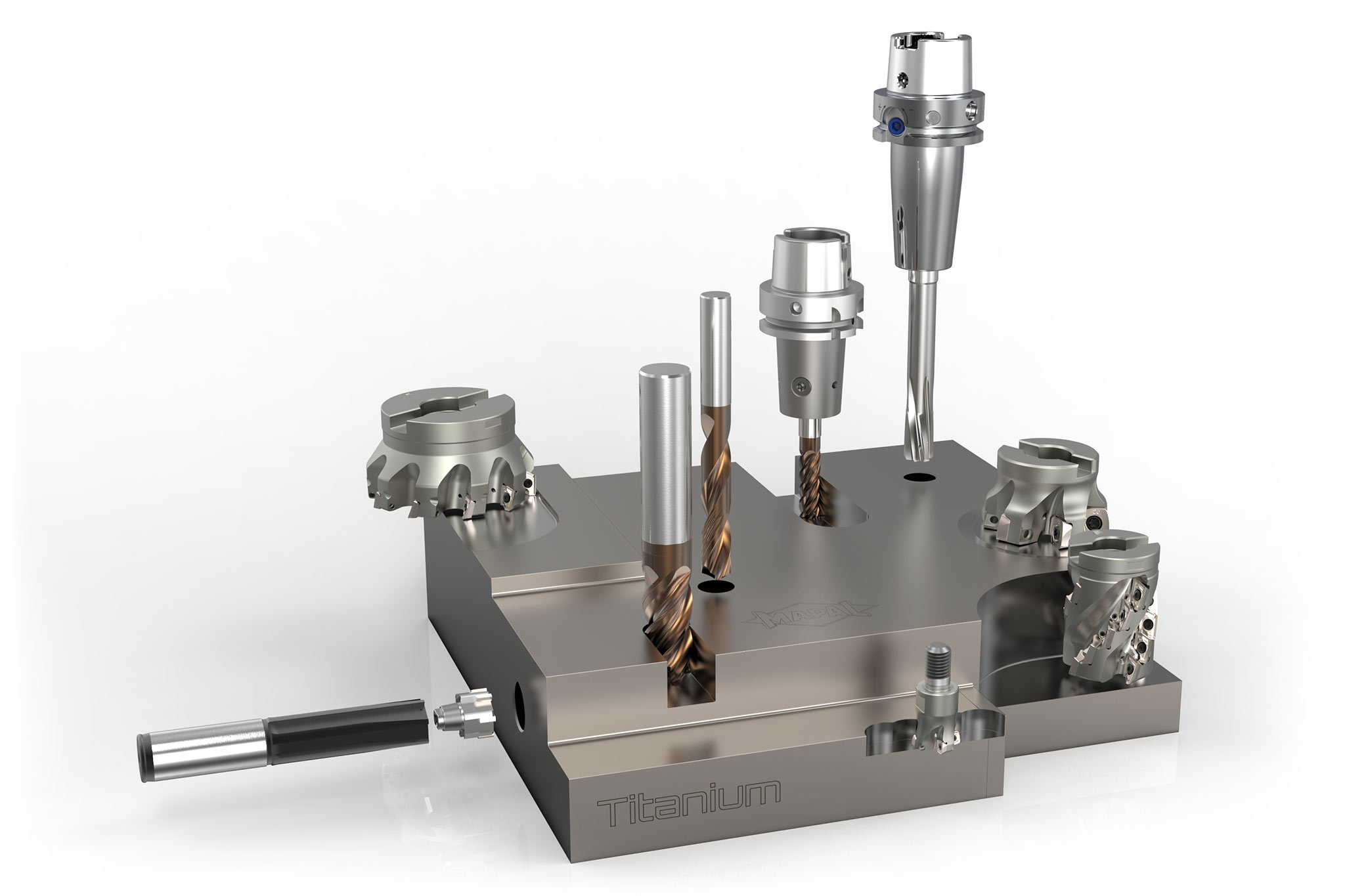
In the aerospace industry, materials that are both high-strength and lightweight is the key. By making use of new combinations of materials, weight can be reduced further, strength and corrosion resistance can be increased and assembly can be simplified by using an integrated design. Whereas structural parts made of aluminium, titanium or high strength steel are machined on machining centres or gantry machines, final assembly machining is carried out by handheld machines, drill feed units or robots.
Tool program for titanium machining
Milling with fixed cutting edges
OptiMill-Titan-HPC
Shoulder milling cutter
Four-edge shoulder milling cutter for roughing and finishing titanium
Special cutting edge finish for optimal surfaces and edges
Highest degree of tool stability through maximum core dimension and core rise at the shank
Different corner radii available
Ø area: 6.00 – 25.00 mm
OptiMill-Tro-Titan
Trochoidal milling cutters
Five-edge trochoidal milling cutter
Maximum material removal rate while providing an excellent surface finish at the same time
Optimised unequal spacing
Finely balanced cutting tool for protecting the machine spindle and a longer tool life
Cutting depth up to 3xD
Ø area: 6.00 – 25.00 mm
Milling cutters with replaceable cutting edges
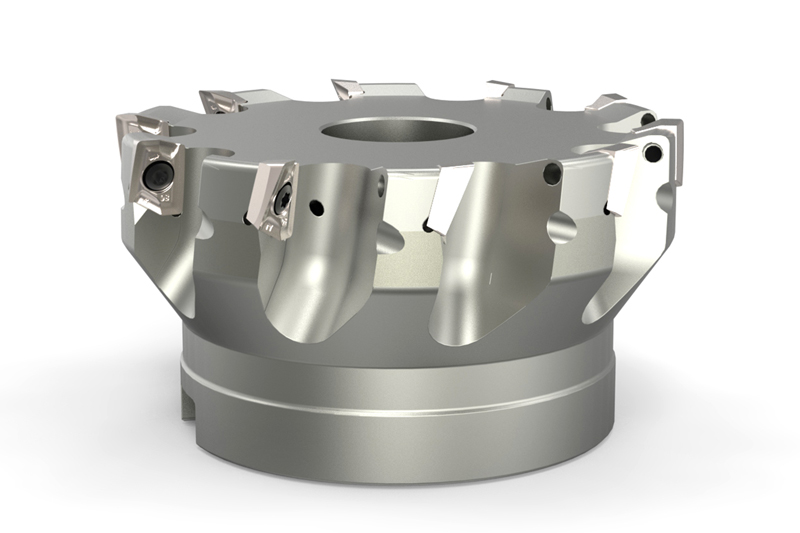
NeoMill-Titan-2-Corner
Shoulder milling cutter
Shoulder milling cutter with double-edge radial indexable inserts
Positive basic shape for parts susceptible to vibrations
Cutting depths of up to 10 mm
Ø area: 40.00 – 100.00 mm
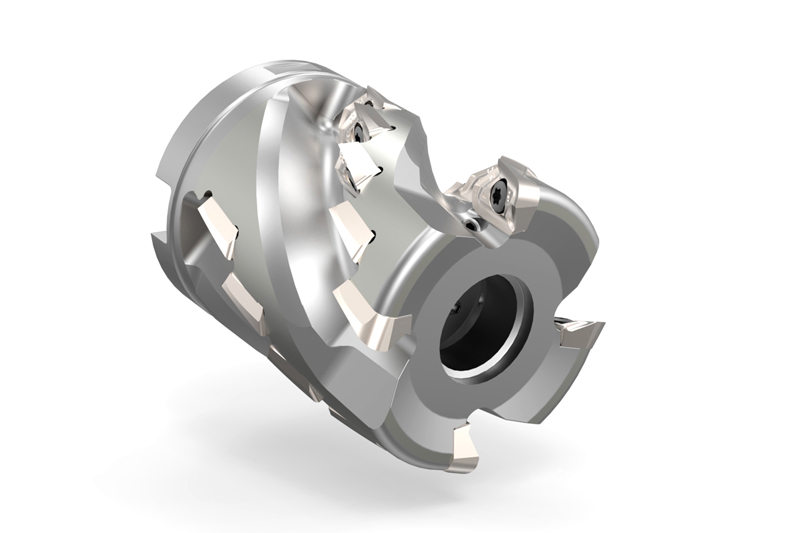
NeoMill-Titan-2-Shell
Shell end face milling cutter
Shell end face milling cutter with double-edge radial indexable inserts
Ideal for deep shoulder milling and trimming with high cutting depths of up to 57 mm
Ø area: 32.00 – 80.00 mm
NeoMill-2/4-HiFeed90
High-feed/90° shoulder milling cutter
Universal tool system to ensure maximum productivity
ø range: 16.00 - 200.00 mm
Drilling from solid
MEGA-Speed-Drill-Titan
Solid carbide drill
Double-edge high-speed drill
Four margin lands for precise surface accuracy and cylindricity
Convex cutting edge with corner chamfer for high stability
Novel knurled profile to protect the margin lands
Maximum heat and wear resistance
Ø area: 3.00 – 20.00 mm
Reaming and fine boring
FixReam-FXR
High-performance reamers with a cylindrical shank
High-performance reamer made from solid carbide
Straight-fluted for through and blind bores
Left-hand fluted for through bores
Ideal for implementing short cycle times
Variety of cutting materials and coatings available
Ø area: 2.80 – 20.20 mm
HPR replaceable head reamer
Replaceable head reamers with HFS connection
High-precision replaceable head system in a fixed design with brazed cutting edges
Precise radial run-out and changeover accuracy of <3 μm
Highest degree of economic efficiency due to modular system
Suitable for minimum quantity lubrication (MQL)
Ø area: 7.00 – 65.00 mm
Boring
Boring in titanium
Boring tools with tangential technology
Component-specific custom tools for highest productivity, economic processes and stable machining concepts
CTHQ and FTHQ tangential indexable inserts
Special arc shaped land for optimal machining results at a length-to-diameter ratio >3.5xD
Titanium and titanium alloys are predestined for use in aerospace. High demands are placed on workpiece material strength and corrosion resistance in relation to their specific weight. This results in a wide range of applications extending from small mechanically processed structural parts to load-bearing parts in the fuselage or blades in the engine.
Machining example torsion link
1 / 5
Fine boring tool
Arrangement of the cutting edges
Perfect concentricity of the bores
Optimal surface roughness
Perfect bore geometry
Stable machining thanks to guide pads
High accuracy of repetition and easy tool setting
2 / 5
NeoMill-Titan-2-Shell
Maximum machining rates
Optimum chip removal
Very quiet running
Variable cooling concept
Cutting edges with various corner radii can be deployed
Variety of cutting materials available
3 / 5
MEGA-Speed-Drill-Titan
140° point angle
Little development of built-up edge due to extremely smooth coating
Four margin lands (best roundness values)
Convex cutting edge
Internal coolant supply
Newly designed chip flute (optimal chip removal)
Efficient coolant flow (avoids friction and heat at the cutting edge)
4 / 5
OptiMill-Titan-HPC
Special edge preparation (stable cutting edge)
Optimal pitch (stable cut, smooth running)
Core rise for more stability
5 / 5
FixReam
Solid carbide or brazed design
Bore quality: H7
DLC coating for optimal performance
Configurable diameter
Design for through or blind bores
Suitable for minimum quantity lubrication (MQL)
Machining example hingeline
1 / 6
Deburring tools made from solid carbide
With these custom tools in a special spherical shape, the bore entrance and exit of the main bore as well as the fixing bore are deburred through circilar milling.
2 / 6
NeoMill-Titan-2-Corner
High machining rates
Very quiet running
Cutting edges with various corner radii can be deployed
Variety of cutting materials available
3 / 6
MEGA-Speed-Drill-Titan
Extends tool life by 30% compared to previous solutions
Drilling specialist for high cutting speeds and feed rates
Short cycle times
4 / 6
TTD replaceable head drill, custom drill, boring bar
TTD replaceable head drill for piloting the first lug
Custom drill with additional guide element at the neck for medium machining of lugs from both sides
Bearing-guided boring bar for precise finishing of the main bore from one side
5 / 6
OptiMill-Titan-HPC
Increases tool life by 35%
Perfect solution for roughing, medium machining and finishing
Excellent price-performance ratio
Fits Mill Chuck, System HB
Optimal pitch (stable cut, smooth running)
Core rise for more stability
6 / 6
OptiMill-Tro-Titan
Extends tool life by 10% compared to previous solutions
High removal rates possible
Unequal spacing of the cutting edges
Special coating to avoid deposits
Specially designed chip flute for optimum chip removal
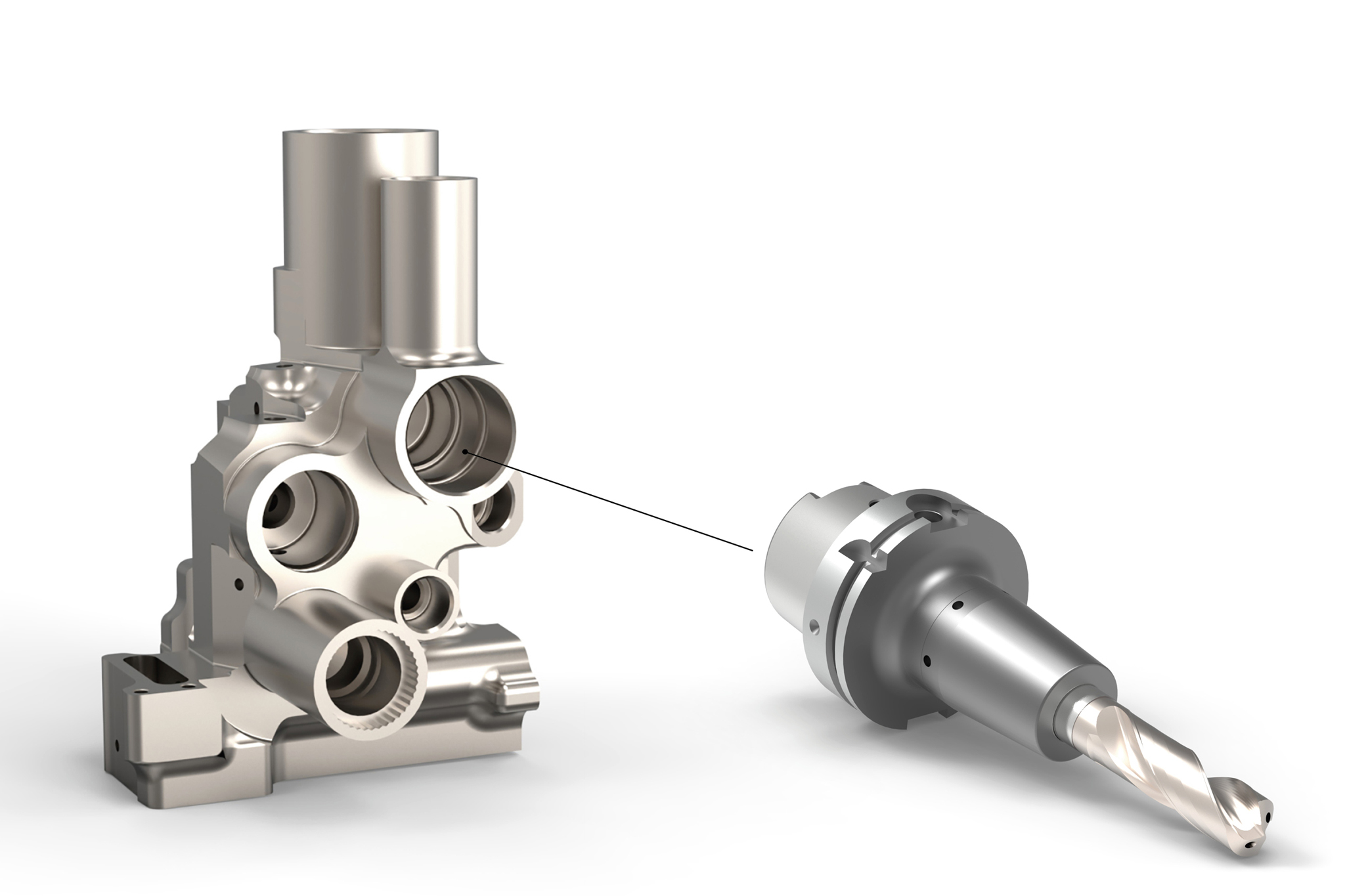
Machining example valve housing
1 / 7
Solid carbide drill
For difficult drilling applications
Innovative lead geometry for good chip removal and low cutting pressure
Significantly more performance, up to twice the feed rate compared to previous solutions
2 / 7
Boring tool with interchangeable blades
Three-stage boring tool for medium machining
No setting of cutting edges necessary
Economical tool concept for roughing bores
High machining rates possible
Indexable inserts with excellent thermal stability
3 / 7
Boring tool made of solid carbide with four edges
Long tool life thanks to special coating
Coating protects the cutting edges against high temperatures and excessive wear and tear
The internal coolant supply and chip channel geometries ensure efficient chip removal
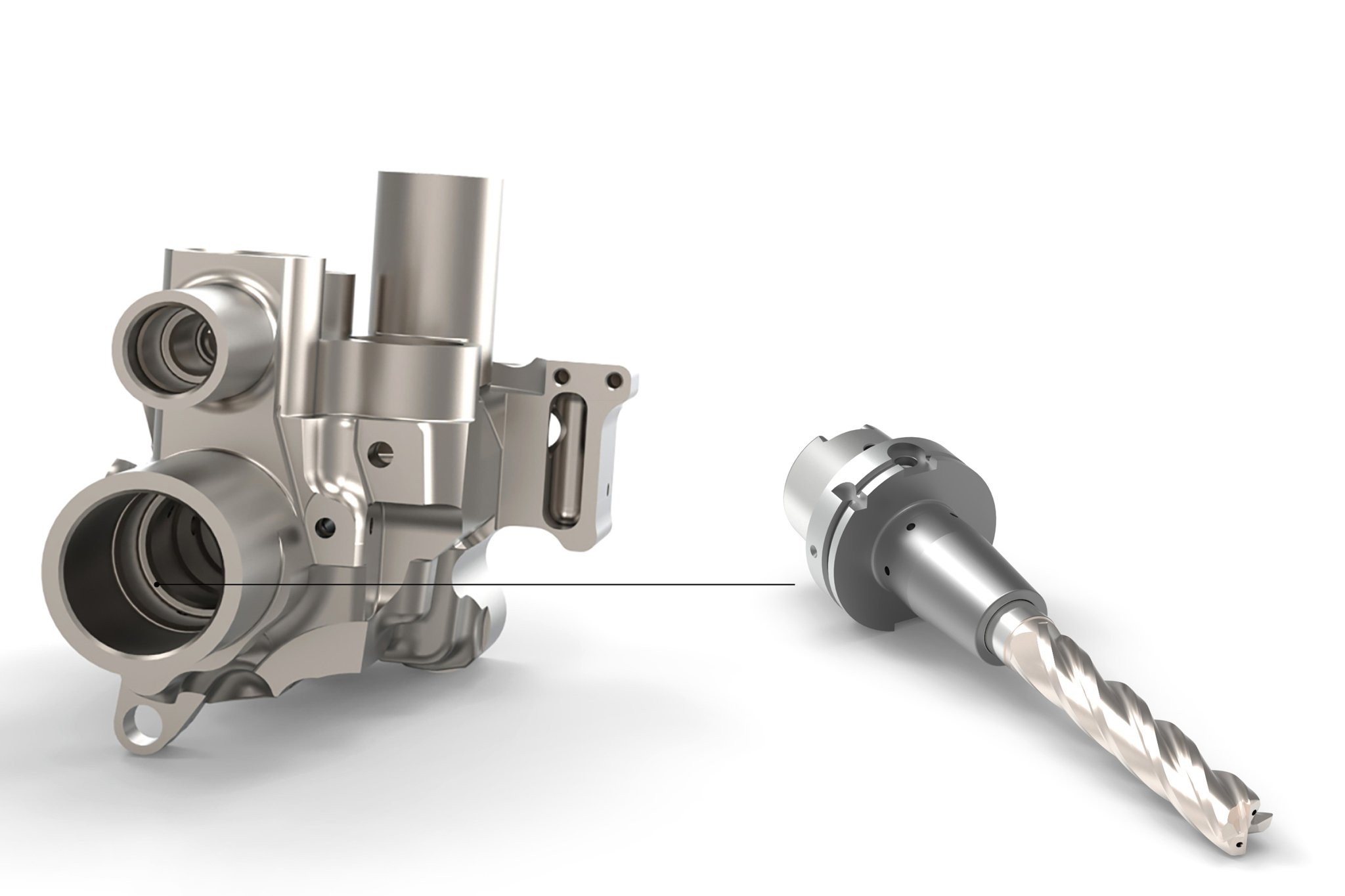
4 / 7
HPR replaceable head reamer with six edges
Perfect concentricity of the bores
High feed rate possible and therefore less machining time
Adjustable adapter enables precise tool settings and eliminates spindle errors
Complete finishing in a single step
5 / 7
Solid carbide drill with three edges
Special triple-edge geometry
Perfect positioning of the drill
Highly suitable for inclined bore entrances or cross bores
6 / 7
Boring tool made of solid carbide with four edges
Special geometry
Stable machining
Optimal guide into the bore
Four cutting edges ensure the right geometry of the bore prior to finishing
7 / 7
HPR reamer with six edges
Can be repaired by desoldering/soldering the blades
Perfect roundness of the bore due to the matching multi-cutting edge geometry
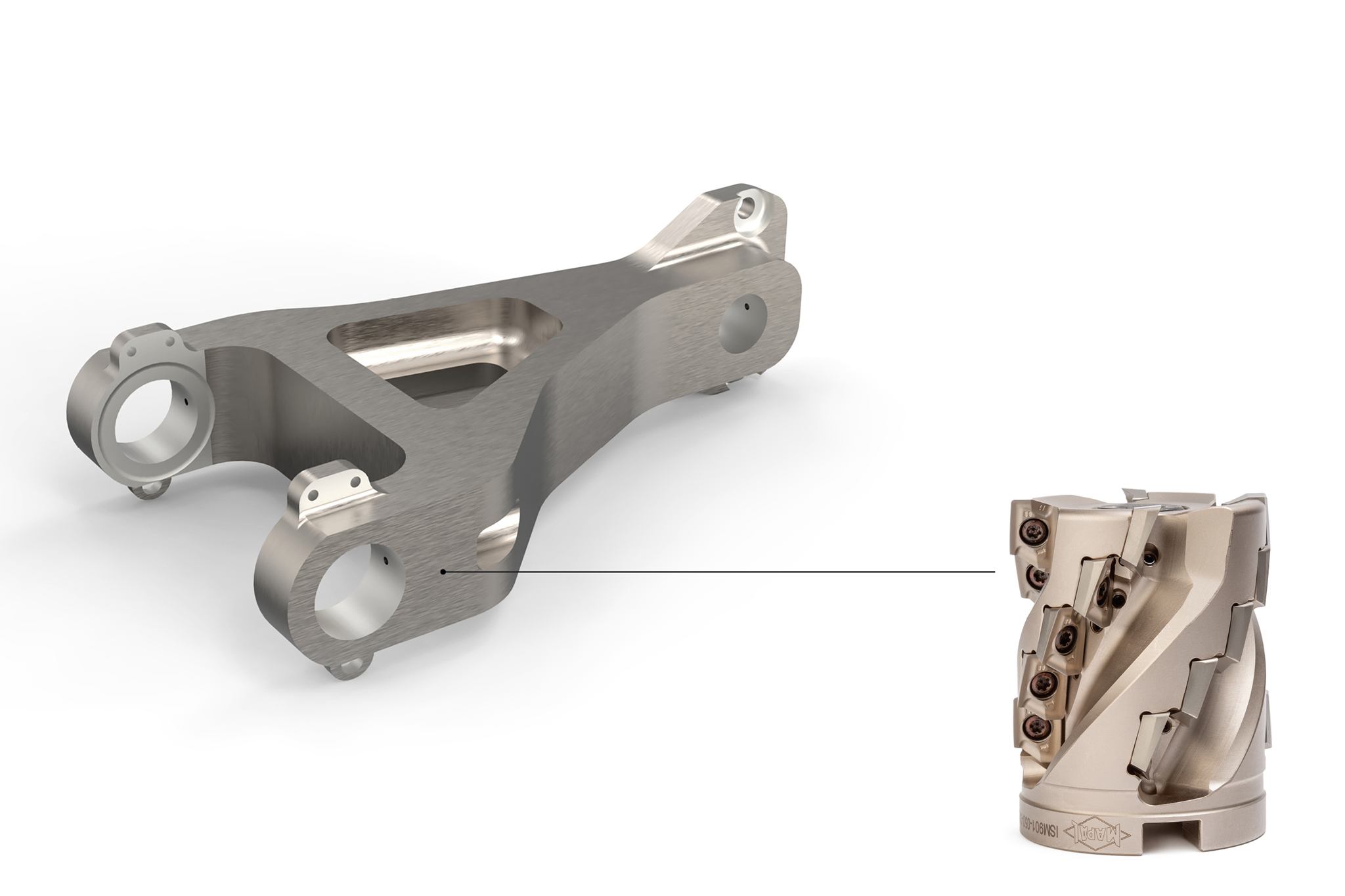
Lower weight means lower fuel consumption resulting in fewer emissions. Therefore, many different applications for titanium materials can be found in automotive engineering. Starting with engine components, through to transmission parts and suspension elements as well as exhausts. The automotive manufacturers’ objective is to make vehicles lighter and therefore more environmentally friendly.
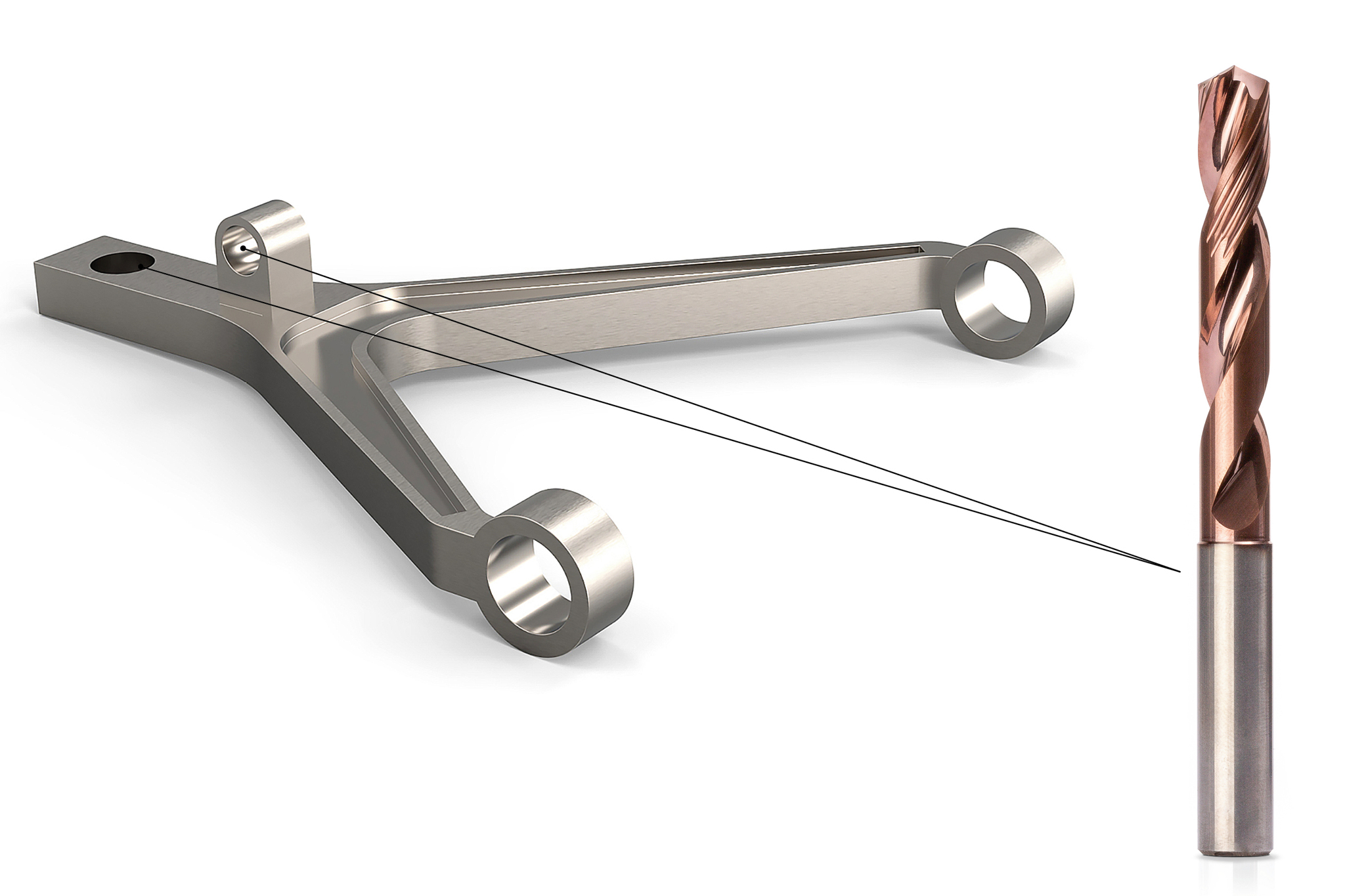
Machining example control arm
1 / 4
MEGA-Speed-Drill-Titan
Extends tool life by 30% compared to previous solutions
Drilling specialist for high cutting speeds and feed rates
Short cycle times
2 / 4
OptiMill-Titan-HPC
Four-edge roughing milling cutter
Polished chip flute
Heat-resistant high-performance coating
Unequal cutting edge (smooth cut)
3 / 4
HPR replaceable head reamer
Radial run-out and changeover accuracy less than 3 μm
Easy to handle
Maximum precision and productivity
Internal coolant supply to directly cool the cutting edges
Particularly economical (replaceable head)
4 / 4
NeoMill-Titan-2-Shell
Maximum machining rates
Optimum chip removal
Very quiet running
Variable cooling concept
Cutting edges with various corner radii can be deployed
Titanium is practically the perfect workpiece material for medical technology as it can be implemented extensively due to its bio-compatibility (i.e. its stability in biological surrounding – anti-allergenic), low thermal conductivity and anti-magnetic behaviour.
Machining example hip joint
1 / 1
OptiMill-Tro-Titan
Heat-resistant high-performance coating
Specially designed chip flute for optimum chip removal
Heat reduction in the cutting zone
Machining example bone plates
1 / 2
OptiMill-Tro-Titan
Heat-resistant high-performance coating
Specially designed chip flute for optimum chip removal
Heat reduction in the cutting zone
2 / 2
MEGA-Speed-Drill-Titan
Extends tool life by 30% compared to previous solutions
Drilling specialist for high cutting speeds and feed rates