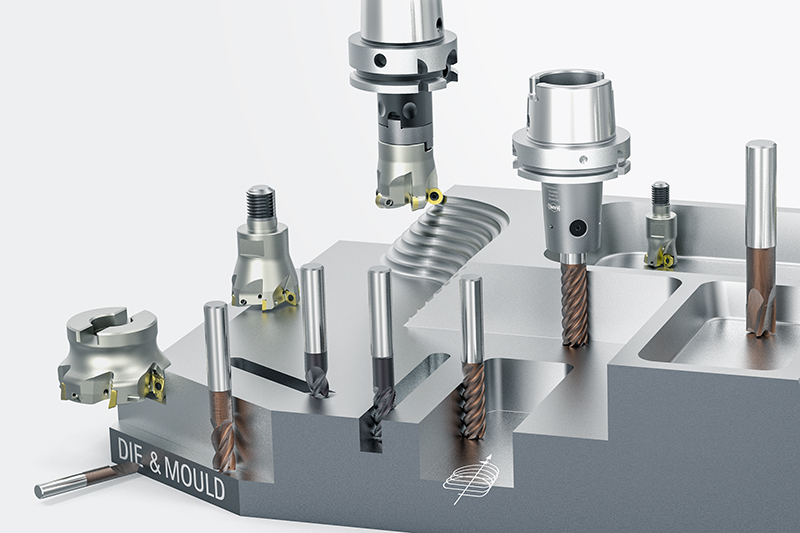
Die and mould makers expect high process and product expertise from their cutting tools manufacturer. This is because the tool life of the moulds to be created and the precision of the moulded parts are extremely important for competitiveness in mass production. Therefore, they require their tools to offer the highest levels of precision, a long tool life, and – above all – process reliability.
It is precisely these aspects that make MAPAL successful in sectors such as the automotive industry, machine engineering and the aerospace industry. Now the precision tool manufacturer is also offering efficient and economical solutions for the complete machining process in the die & mould sector. Versatile and precise high-performance tools and special tool holders with narrow contours and a precise radial run-out minimise polishing effort and reworking thanks to a constant surface finish in the milling process.
Tool range for mould making
Frese in metallo duro integrale
OptiMill-3D-BN
Fresa esférica metal duro
Usinagem de contornos 3D com alta precisão
Gama ø: 0,10 - 20,00 mm
OptiMill-3D-CR
Fresas com raio da canto
Fresamento com alta precisão em raio de canto
Gama ø: 0,10 - 20,00 mm
OptiMill Fresa de esquadrejamento
Fresa de esquadrejamento
Ideal para desbaste, acabamento e fresamento trocoidal de bolsões
Gama ø: 2,00 - 12,00 mm
OptiMill-3D-CS
Kreisradiusfräser
Schlichten von komplexen Freiformflächen und komplizierten Werkstückgeometrien
ø-Bereich: 2,00 - 12,00 mm
OptiMill-3D-HF
Fresas de alto avanço
Ideal para usinagem de alto avanço com grande taxa de remoção do material e alta confiabilidade do processo
Gama ø: 2,00 - 16,00 mm
OptiMill-3D-Alu
Fresa esférica e fresa com raio de canto
Usinagem de alta precisão de contornos 3D
Gama ø: 1,00 - 20,00 mm
OptiMill-Graphite-MT
Fresa esférica e fresa de esquadrejamento
Fresa multidente para desbaste eletrodos de grafite com altas taxas de remoção
Gama ø: 3,00 - 16,00 mm
OptiMill-3D-Graphite
Fresa esférica e fresa com raio de canto
Adequado para usinagem de eletrodos de grafite
Projetos diferentes, dependendo da situação de usinagem
Gama ø: 0,20 - 12,00 mm
OptiMill-3D-Copper
Fresa esférica e fresa com raio de canto
Geometria especial para usinagem de elétrodos de cobre e ligas não ferrosas resistentes
Gama ø: 0,10 - 20,00 mm
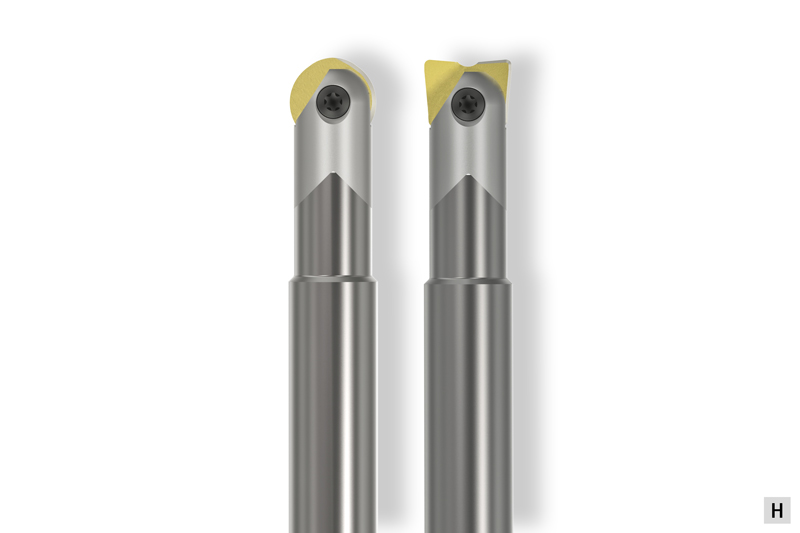
OptiMill-Diamond
Fresa esférica, fresa com raio de canto e fresa de esquadrejamento
Lâminas de PCD para longa vida
Gama ø: 3,00 - 12,00 mm
Fresas com insertos intercambiáveis
NeoMill-ISO-360
Fraises à plaquettes rondes
Idéales pour l'ébauche et la semi-finition
Plage ø : 10,00 - 160,00 mm
NeoMill-3D-Finish
Fraises de finition
Idéales pour la finition des surfaces angulaires, des surfaces planes et des contours
Plage ø : 16,00 - 42,00 mm
NeoMill-3D-Ballnose/-Torus
Fraises rayonnées/hémisphériques
Un corps de base avec plaquette de coupe pour la finition et la semi-finition
Plage ø : 8,00 - 32,00 mm
NeoMill-2/4-HiFeed90
Fraises à dresser/grande avance
Système d'outil universel pour une productivité maximale
Plage de ø : 16,00 - 200,00 mm
Perçage | Chanfreinage
ECU-Drill-Steel
Foret en carbure monobloc
Foret à deux arêtes de coupe avec un très bon rapport qualité-prix
Vaste gamme d'applications
Géométrie éprouvée pour un niveau élevé de précision et de fiabilité des processus
Plage de ø : 1,00 – 20,00 mm
MEGA-Drill-Hardened
Foret en carbure monobloc ultra-puissant
Foret à deux arêtes de coupe avec revêtement et géométrie adaptés pour l'usinage fiable des matériaux durcis
Nouvelle micro et macro géométrie
Plage de ø : 2,55 – 16,00 mm
MEGA-Drill-Steel-Plus
Foret en carbure monobloc ultra-puissant
Foret à deux arêtes de coupe avec revêtement et géométrie adaptés pour l'usinage de l'acier
Géométrie de la goujure optimisée et préparation d’arêtes de coupe modifiées
Plage de ø : 3,00 – 25,00 mm
Tritan-Drill-Steel
Forets en carbure monobloc à trois arêtes de coupe
Foret à trois arêtes de coupe pour une avance maximale
Arête transversale autocentrée pour les situations de perçage difficiles
Spécialement développé pour l'usinage de l'acier
Plage de ø : 4,00 – 20,00 mm
Tritan-Spot-Drill-Steel
Foret à pointer
Foret à pointer à trois arêtes de coupe pour les situations de centrage exigeantes
Spécialement adapté aux forets à trois arêtes de coupe
Plage de ø : 4,00 – 20,00 mm
Tritan-Step-Drill
Foret étagé
Foret étagé à trois arêtes de coupe avec arête transversale autocentrée
Usinage de perçages taraudés sans mouvement pendulaire
Plage de ø : 4,25 – 14,15 mm
MEGA-Deep-Drill
Foret pour perçage profond
Fabrication fiable et efficace de perçages profonds jusqu'à 40xD
Foret pilote MEGA-Pilot-Drill
Plage de ø : 1,00 – 16,00 mm
MEGA-Drill-Reamer
Alésoir
Perçage et alésage – deux opérations réalisées par un seul outil
Arête d'alésage optimisée
Réduction des temps effectifs et non effectifs
Tolérance de perçage ≥ IT7
Plage de ø : 4,00 – 16,00 mm
Fraises à chanfreiner-noyer de précision
Fraises à pas varié
Arêtes de coupe à espacement extrêmement variable
Niveau de précision plus élevé et valeurs de surface améliorées
Réduction des forces axiales et radiales
Réduction significative des vibrations
Paramètres de coupe améliorés pour une productivité maximale
Plage de ø : 4,30 – 31,00 mm
MEGA-Drill-Reamer-Pyramid
Alésoir avec pointe pyramidale
Centrage, perçage et alésage en un seul outil
Propriétés de centrage améliorées grâce à la pointe pyramidale
Réduction des temps effectifs et non effectifs
Tolérance de perçage ≥ IT7
Plage de ø : 4,00 – 16,00 mm
Forets à plaquettes de coupe QTD
Foret avec système de tête amovible
Système économique à plaquettes de coupe interchangeables
Système de serrage par liaison de force et de forme
Maniement simple
Précision élevée de concentricité
Plage de ø : 8,10 – 49,00 mm
Alésage
FixReam – FXR
Alésoir haute performance à queue cylindrique
Alésoir haute performance en carbure monobloc
Goujure droite pour l'alésage débouchant et l'alésage borgne
Goujure oblique à gauche pour l'alésage débouchant
Plage de ø : 3,00 – 20,00 mm
CPReam – CPR
Alésoir à tête amovible
Stabilité et rigidité maximales grâce au cône et à l'appui plan
Précision de concentricité maximale de 5 µm
Maniement simple
Plage de ø : 8,00 – 40,00 mm
Alésoirs à réglage rapide – WN 50
Alésoir manuel
Alésoir à réglage rapide avec grande plage de réglage
Particulièrement adapté aux travaux de réparation
Jeux de lames de rechange disponibles
Plage de ø : 6,40 – 95,00 mm
Outils guidés
Outils avec patins de guidage
Précision maximale grâce au concept MAPAL
Patins de guidage permettant un guidage direct dans le trou d'alésage
Plaquettes réversibles rectifiées
Réglage de haute précision pour un usinage au µm près
Sicurezza di serraggio indipendente dalla direzione di rotazione
Alta resistenza a elevati numeri di giri
La struttura modulare consente di utilizzare le testine per mandrini di foratura per tutti gli innesti dell’utensile
Mandrino per fresa a manicotto – MDA/MCA
Mandrino per fresa a manicotto
Versione con sistema antivibrante (MDA)
Idoneo per la rigidità di tutte le macchine più comuni
Funzionamento più silenzioso e più stabile nonostante le lunghe sporgenze per una migliore qualità delle superfici
Mandrino per fresa a manicotto (MCA) con superficie piana di appoggio maggiorata per operazioni di sgrossatura e prefinitura in grandi range di diametro
Supporto testina per fresa MFS
Porta utensili per fresa ad avvitare
Serraggio facile e veloce grazie alla fresa con fissaggio a vite
Precisa interazione tra cono e superficie piana di appoggio
Massima stabilità e rigidità
Applicabile universalmente per operazioni di sgrossatura e di finitura
Adattatori
Prolunghe, riduttori e adattatori
Svariate possibilità per sistemi di utensili modulari
Les composants toujours plus complexes dotés de cavités et de nervures de renforcement de plus en plus profondes dans le cas du moulage par injection de pièces en plastique et du moulage sous pression obligent à utiliser des outils extra-longs présentant un diamètre en partie très réduit. Les géométries de pièce complexes et les différentes propriétés de matériau compliquent les tâches d'usinage et sollicitent fortement la résistance des outils.
Pour les moules de présérie ou de prototype, il n'est pas rare d'employer des matériaux faciles à usiner. Des alliages d'aluminium ou de résine sont fréquemment utilisés. Les outils en carbure monobloc à coupe positive et polis, ou mieux encore les outils à insert PCD, garantissent alors une productivité renforcée et de courts temps d'usinage.
Pour les moules de présérie ou de prototype, il n'est pas rare d'employer des matériaux faciles à usiner. Des alliages d'aluminium ou de résine sont fréquemment utilisés. Les outils en carbure monobloc à coupe positive et polis, ou mieux encore les outils à insert PCD, garantissent alors une productivité renforcée et de courts temps d'usinage.
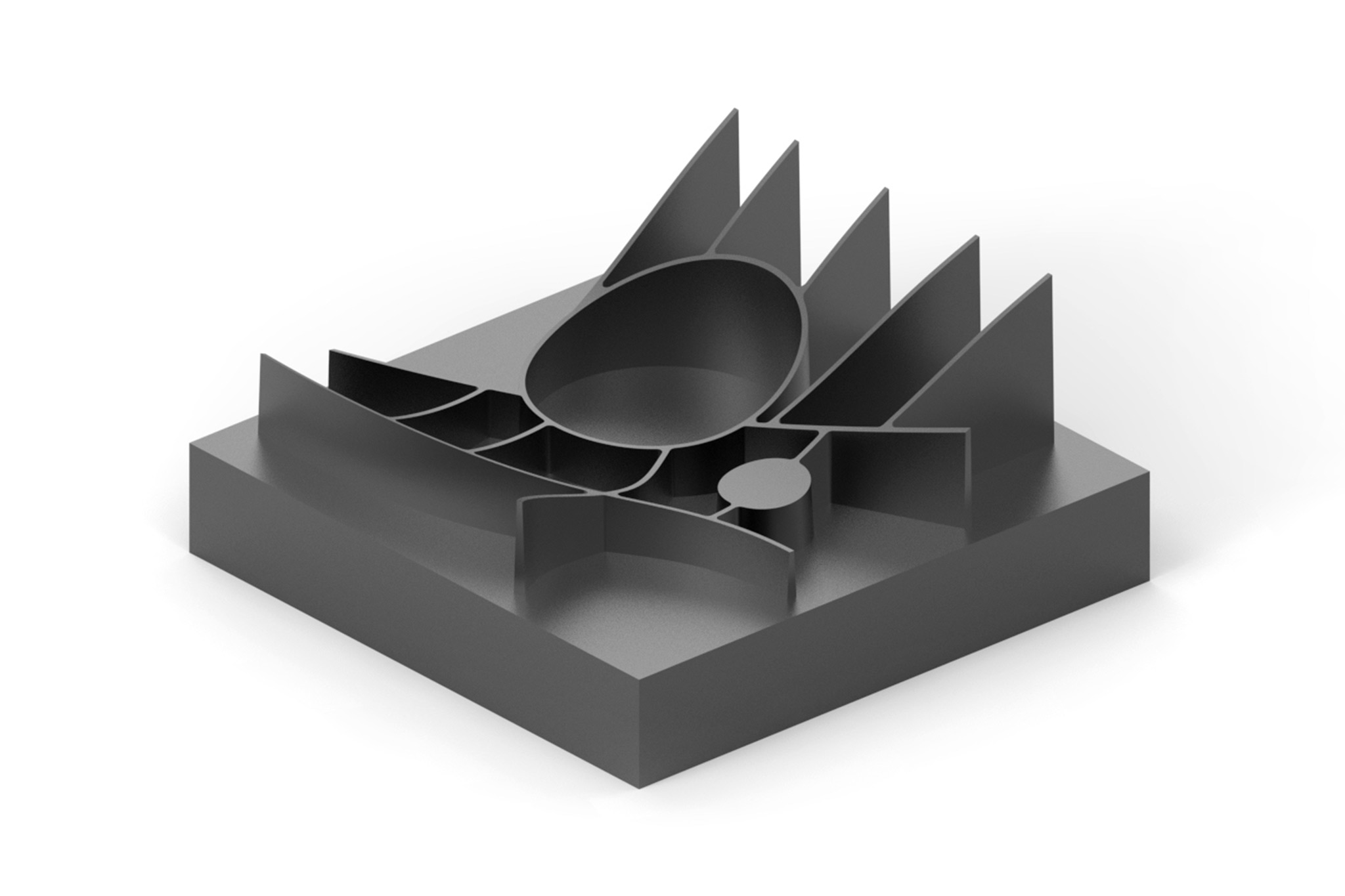
La fabrication d'électrodes pour les processus EDM nécessite l'usinage d'alliages de cuivre et de graphite. Le choix du matériau d'électrode dépend des propriétés du moule à fabriquer. Les alliages de cuivre sont relativement chers et sont généralement utilisés pour réaliser les finitions des électrodes afin d'obtenir une qualité de surface et une précision de forme élevées. Les fraises à queue en carbure monobloc avec géométrie spéciale de MAPAL garantissent des résultats d'usinage hautement précis.
Le graphite a un effet hautement abrasif sur l'outil et use fortement les arêtes de coupe. Plus l'usure est élevée, plus le profilé à usiner risque d'éclater. Il est donc essentiel d'employer un outil avec une géométrie et un matériau de coupe adaptés. Pour l'usinage du graphite, MAPAL utilise des outils revêtus diamant en carbure monobloc ou des outils à insert PCD.
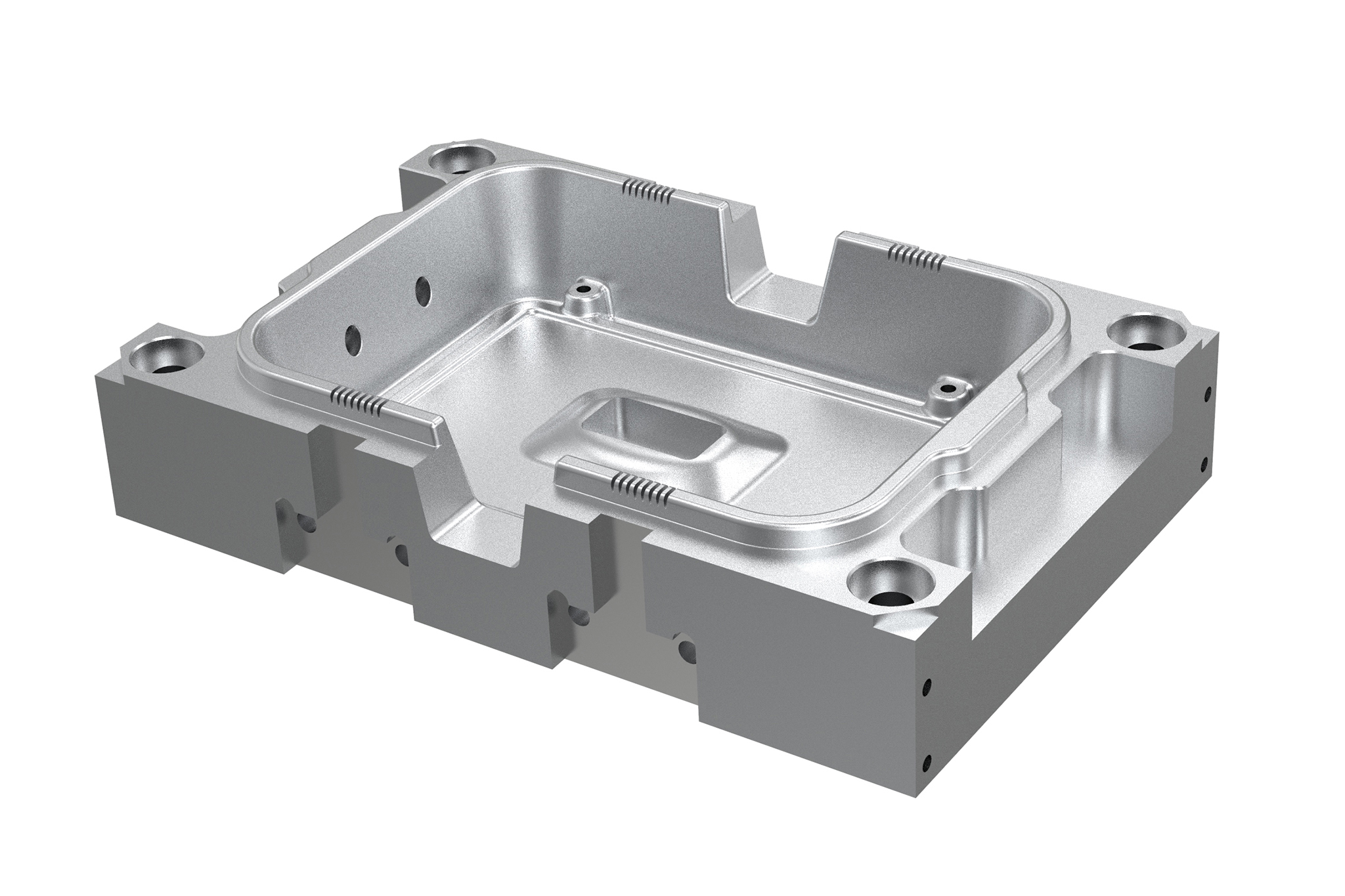
Exemple d'application :
Électrodes pour l'électroérosion (processus EDM)
De la pièce brute à la pièce finie
Trouvez l'outil adéquat en quelques clics : en fonction de l'usinage, de l'opération concrète et de l’exigence en matière d'outil, accéder rapidement à l'outil souhaité.
1 / 8
Surfaces en 2D
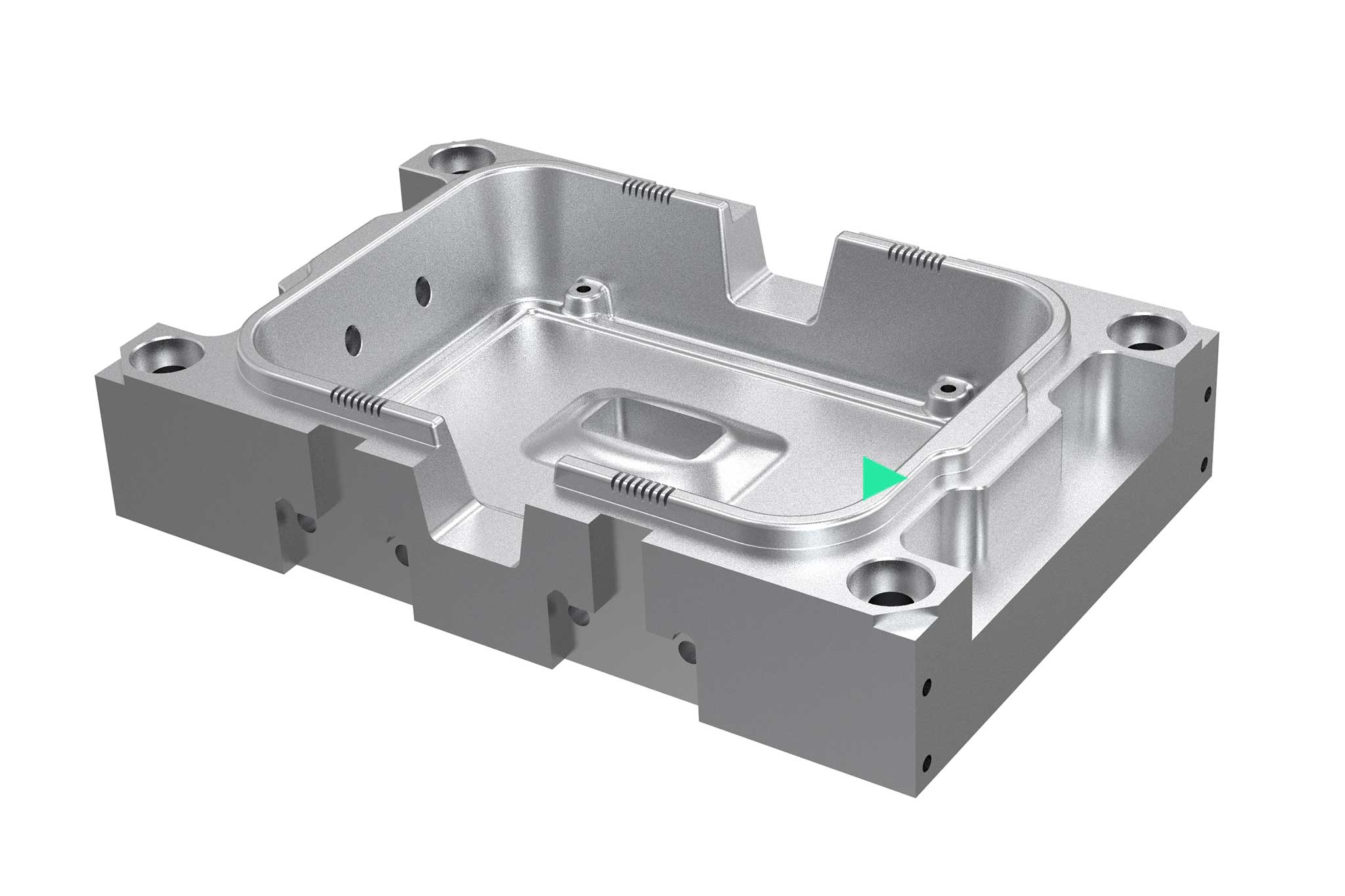
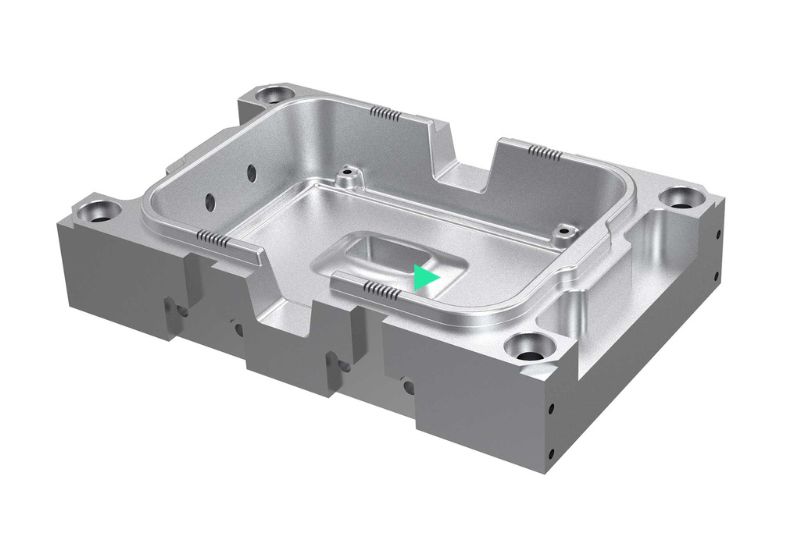
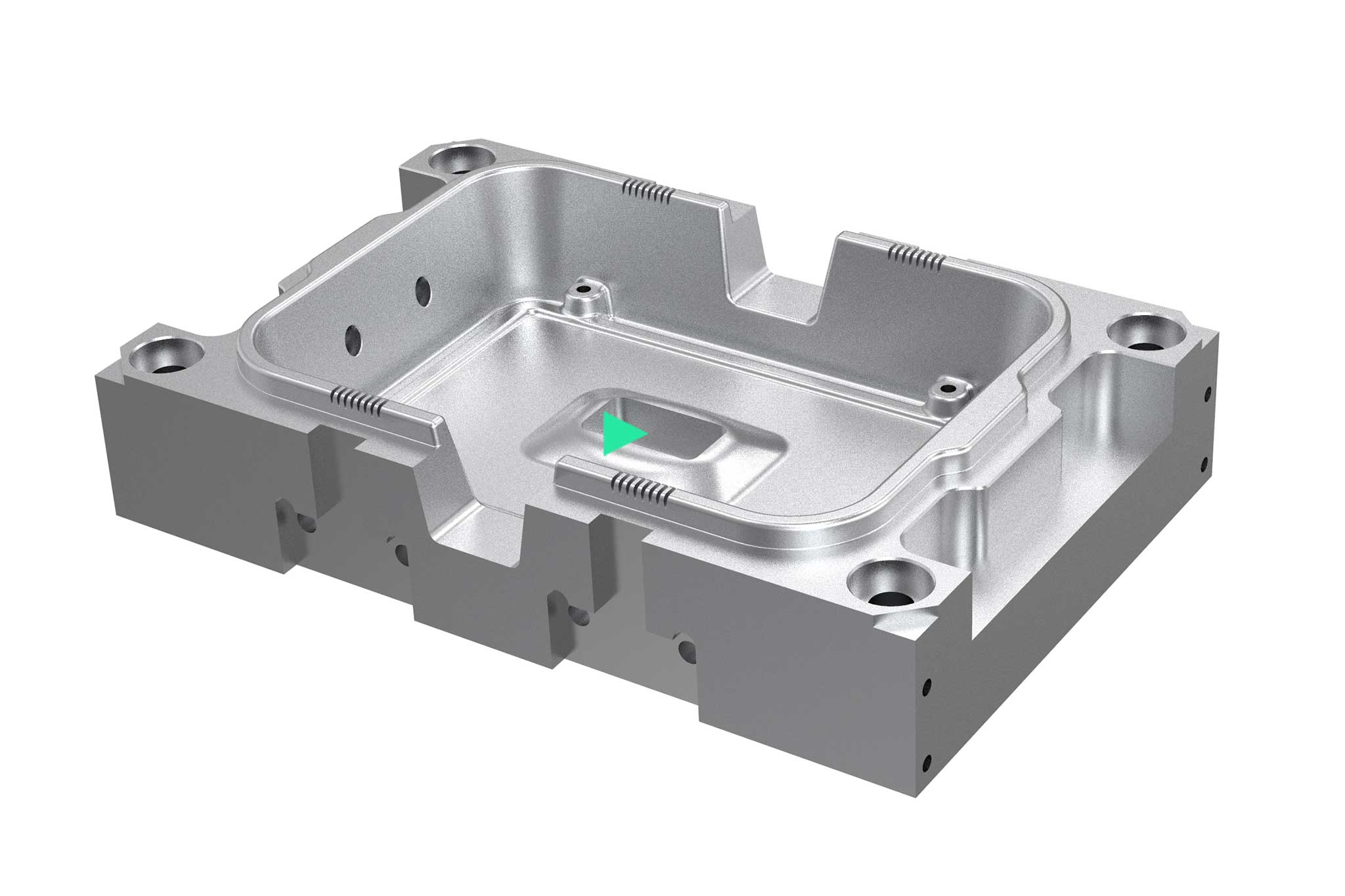
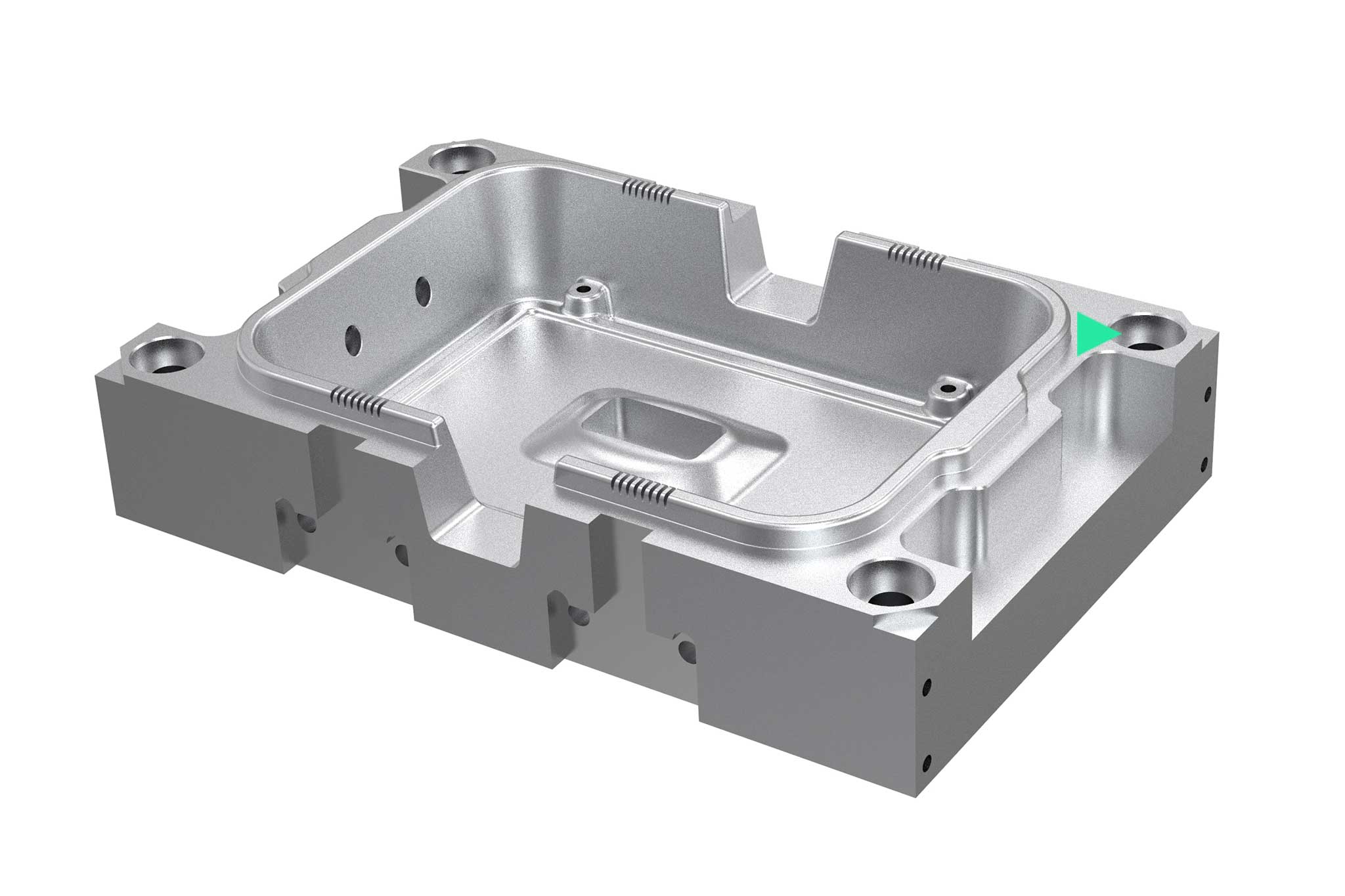
Cette catégorie comprend d'une part les opérations d'usinage réalisées directement sur la machine, telles que le surfaçage, le fraisage de poches et de parois droites. D'autre part, des opérations pour géométries complexes, programmées à l'aide d'un logiciel de FAO.
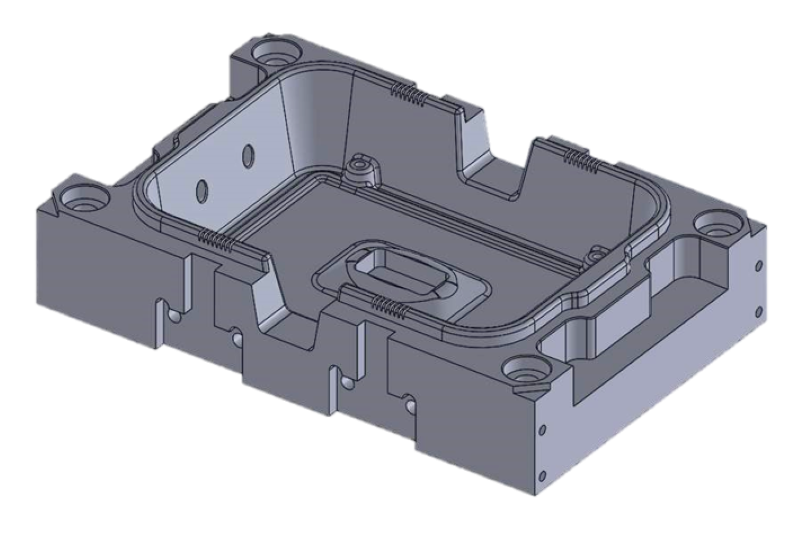
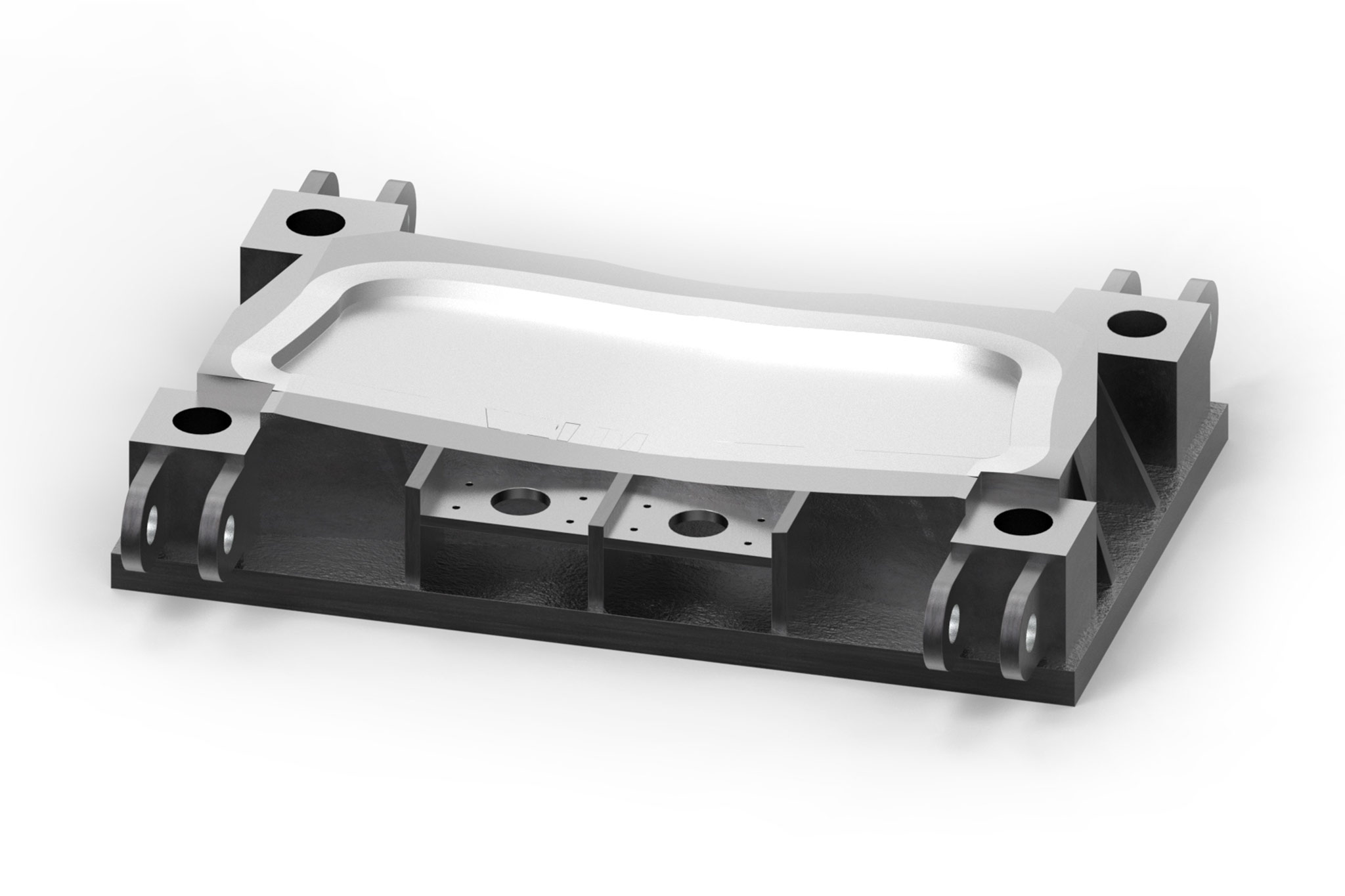
Dans le secteur de la fabrication de moules et de matrices, la production de moules de plus en plus complexes fait partie du quotidien. Le développement continu des machines-outils et des logiciels de FAO permet d'atteindre des niveaux de performance et de productivité toujours plus élevés. Les outils utilisés doivent donc toujours être à la pointe de la technologie. Pour atteindre un niveau optimal dans ce domaine, une analyse des processus est effectuée au début de la conception.
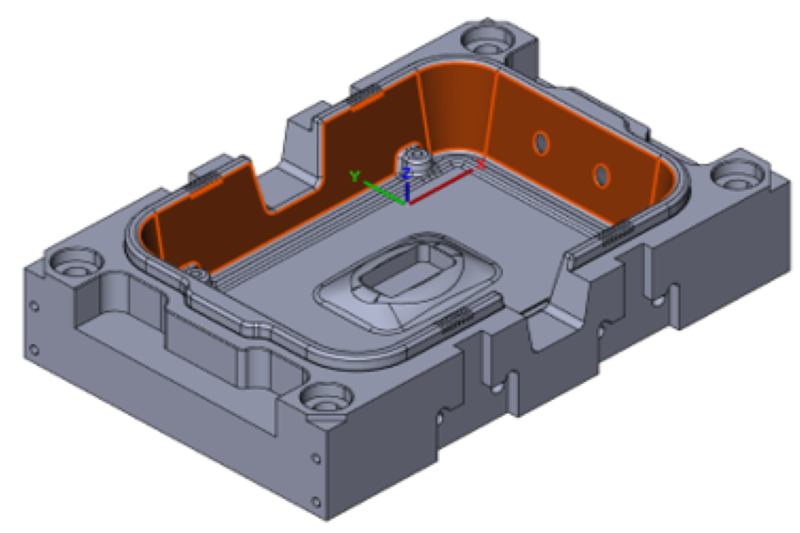
Les inserts de moule présentent également des opérations d'usinage nécessaires pour le moulage ou diverses pièces rapportées. Les poches ouvertes (usinages périphériques) sont de plus en plus usinées par les utilisateurs à l'aide de fraises trochoïdales. Cette méthode d'usinage permet d'optimiser les durées d'usinage et de prolonger la durée de vie des outils.
La fabrication de poches fermées s'effectue généralement par ébauche dans les plans Z. Dans ce cas, l'entrée d'usinage par une rampe est souvent choisie pour le fraisage. Le choix de l'outil dépend de la profondeur des parois et de l'inclinaison à créer sur le composant. Le large portefeuille de systèmes modulaires MAPAL couvre également l'usinage de poches profondes de grands diamètres.
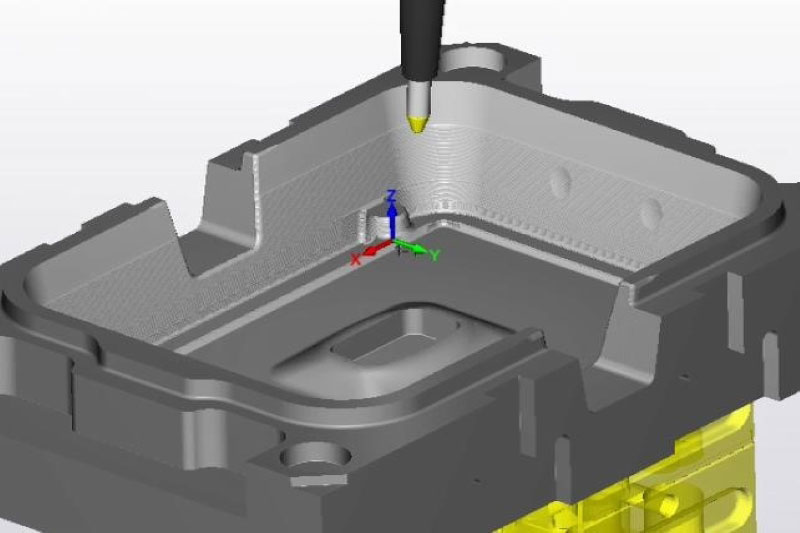
L'un des principaux objectifs des opérations de fraisage est de réduire la durée d'usinage. Avec des géométries d'outils spécifiques pour l'usinage de poches fermées et rondes, on parvient souvent à éliminer le processus de pré-perçage. Le fraisage hélicoïdal consiste à programmer des parcours avec des entrées hélicoïdales adaptées aux dimensions des poches.
Les opérations de création de surfaces planes sont très fréquentes dans la fabrication de moules et de matrices, et ce dans différents domaines : Que ce soit en fonction du composant, de la stratégie d'usinage ou des exigences en matière de surfaces de fermeture des moules, de sections et de formes de découpe. Le choix de l'outil approprié se fait ensuite en fonction de l'application et des exigences.
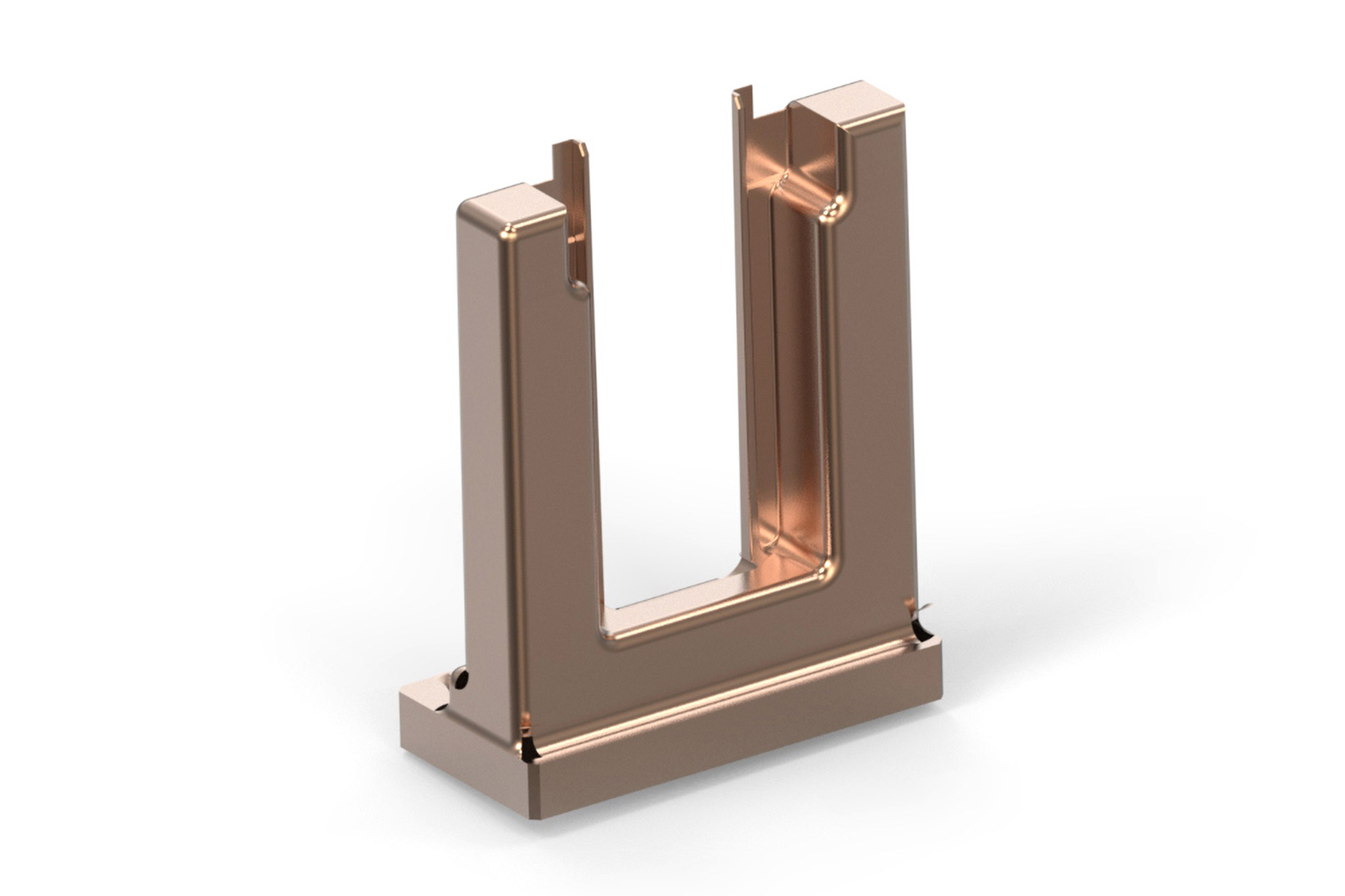
Plastic injection moulds and die casting moulds often have ribs and thin walls. Ribs, for example, are increasingly being milled, as this process is more cost-effective than EDM (spark eroding). As a rule, long or extra-long carbide tools with small diameters are used. Customer-specific solutions (RibCutter) to match the respective rib shape are also possible here.
Dans le domaine de la fabrication de moules et de matrices, il existe une grande variété d'opérations de perçage intégral : des grands perçages pour les colonnes de guidage aux perçages profonds pour le système de refroidissement, en passant par les perçages de haute précision pour les broches d'éjection. Pour les différentes étapes de fabrication, MAPAL propose une gamme complète d'outils de perçage et d'alésage.
Para una clara organización de las existencias de herramientas es importante también una gestión de compra optimizada.
2. Logística de herramientas
Rentabilidad incluso en la periferia del mecanizado: los sistemas inteligentes de distribución reducen los tiempos improductivos de manera significativa.
3. Ingeniería
Los especialistas en mecanizado asisten en la ingeniería del proceso, por ejemplo, con simulaciones CAM, asesoramiento general y elaboración de estrategias rentables de mecanizado.
4. Medición y ajuste
Los dispositivos de ajuste y medición fiables impresionan por su precisión y fácil manejo durante el ajuste de las herramientas.
5. Herramientas y técnica de sujeción
Desde el husillo hasta la cuchilla: MAPAL ofrece un amplio catálogo de herramientas y técnica de sujeción para la fabricación de moldes y troqueles.
6. Mecanizado
Procesos de mecanizado eficientes y estrategias de mecanizado adaptadas al máximo nivel tecnológico.
7. Digitalización y automatización
Digitalización fácil y rápida: la c-Connect Box transmite digitalmente los datos de medición del dispositivo de ajuste a la máquina herramienta. Además, entre otras cuestiones, supervisa el estado de la máquina.
8. Reacondicionamiento
En muy poco tiempo los clientes reciben sus herramientas reacondicionadas en la calidad de fabricante. Si se solicita, también hay servicio de recogida y entrega.
Flujo de trabajo de ingeniería: de la teoría a la práctica
El reto de MAPAL es encontrar la solución perfecta para satisfacer las necesidades de los clientes. Aparte de las soluciones especiales de cada uno y una amplia gama estándar de productos, prestamos una gran variedad de servicios para organizar de forma óptima desde la concepción del producto hasta la última viruta del proceso al completo. Los clientes podrán confiar en la dilatada experiencia en el sector del mecanizado de este líder tecnológico.
1. Petición del cliente
Los asesores de ventas de MAPAL están directamente disponibles para las peticiones individuales. En una reunión personal se revisa junto con los clientes las necesidades concretas y el alcance (mecanizado completo o parcial) y se habla sobre los detalles directamente en el modelo en 3D del componente.
El equipo de fabricación de moldes y troqueles de MAPAL estará encantado de atender sus consultas al correo electrónico y se pondrá en contacto con usted lo antes posible.
2. Análisis de proyecto
Basándose en los modelos en 3D y los datos de la máquina MAPAL y el cliente analizan las tareas de fabricación y desarrollan eficaces estrategias de mecanizado.
El análisis del proyecto consta de lo siguiente:
Propuestas para todos los pasos del mecanizado
Lista de herramientas
Optimización del proceso
3. Diseño del proceso
Independientemente de si el objetivo es la flexibilidad o la productividad, los especialistas en mecanizado simulan el elaborado proceso basándose en modelos 3D y señalan de este modo el potencial de optimización. Comprueban y mejoran los parámetros de mecanizado en la programación CAM y garantizan así una fabricación estable y rentable.
El diseño del proceso comprende lo siguiente:
Análisis de durabilidad del componente
Definición de datos de tecnología
Programación de CAM
4. Solución de mecanizado
El amplio catálogo estándar para la fabricación de moldes y troqueles presentado por MAPAL ofrece la solución óptima de herramientas para cada aplicación. En caso necesario, también hay disponibles soluciones especiales personalizadas.
Ventajas para los usuarios:
Amplio catálogo estándar
Puesta a disposición de datos de la herramienta
5. Pruebas de herramientas y oferta
Después de analizar la estrategia de mecanizado, MAPAL asiste a sus clientes durante el uso de las herramientas requeridas en el proceso. Esto es la base para una oferta fundamentada y acorde con la aplicación correspondiente.
6. Colaboración
Incluso después de haber colaborado de forma satisfactoria, los especialistas de MAPAL siguen estando muy en contacto con el cliente. Si con el tiempo surgieran posibles mejoras u otras herramientas que se consideren mejores, MAPAL ofrecerá su asistencia con mucho gusto para seguir mejorando la productividad y rentabilidad.
Asimismo, con el fin de garantizar la fabricación eficiente a largo plazo, MAPAL aporta gran variedad de opciones dentro de la gestión de herramientas.
Opciones de gestión de herramientas:
Sistemas de entrega
Servicio de reafilado
Amplia gama de productos en dispositivos de ajuste y medidores
MAPAL now offers several Z4 length variants of the OptiMill-HPC-Pocket for the cost-effective machining of steel, stainless steel, cast iron, and aluminum.








































 1 / 8
1 / 8