Propulsores eléctricos
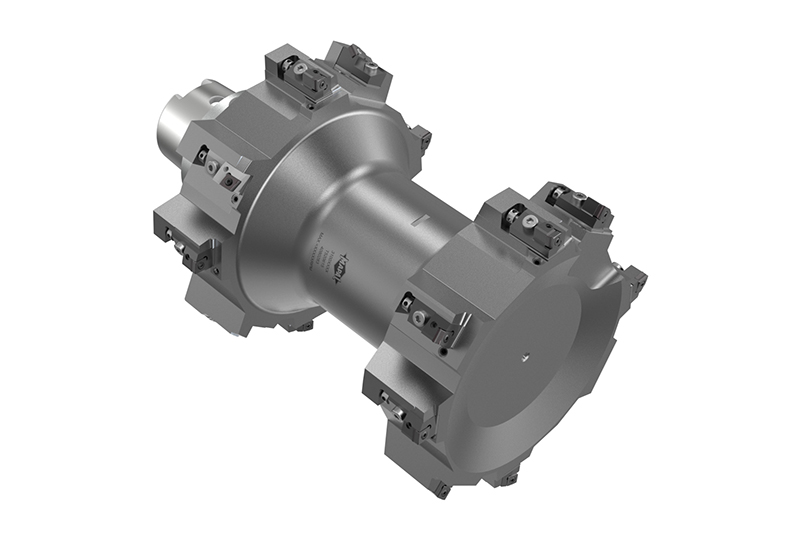
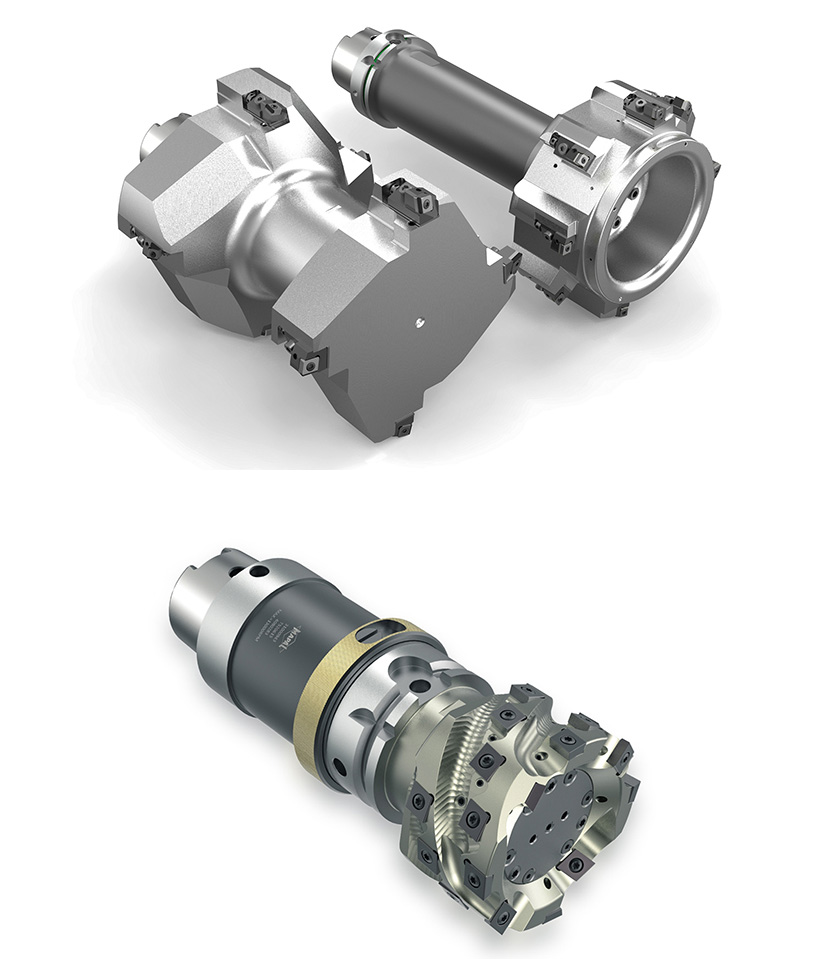
Los fabricantes y proveedores de automóviles se enfrentan a nuevos retos en lo que respecta a los componentes para motores eléctricos. El ejemplo de la carcasa de un motor eléctrico muestra la magnitud de estos retos: En comparación con la carcasa de una caja de cambios, debe fabricarse con tolerancias mucho más estrictas, ya que la precisión tiene una influencia decisiva en la eficiencia del motor.
Además, la carcasa del motor eléctrico suele tener paredes mucho más finas que la carcasa de una caja de cambios debido a su diseño especial, como los canales de refrigeración integrados. En algunas de estas carcasas además se han insertado casquillos de rodamientos de materiales de acero. Las placas de protección especiales de la herramienta sirven para que las virutas de acero no entren en contacto con las superficies de aluminio y las dañen durante el mecanizado.
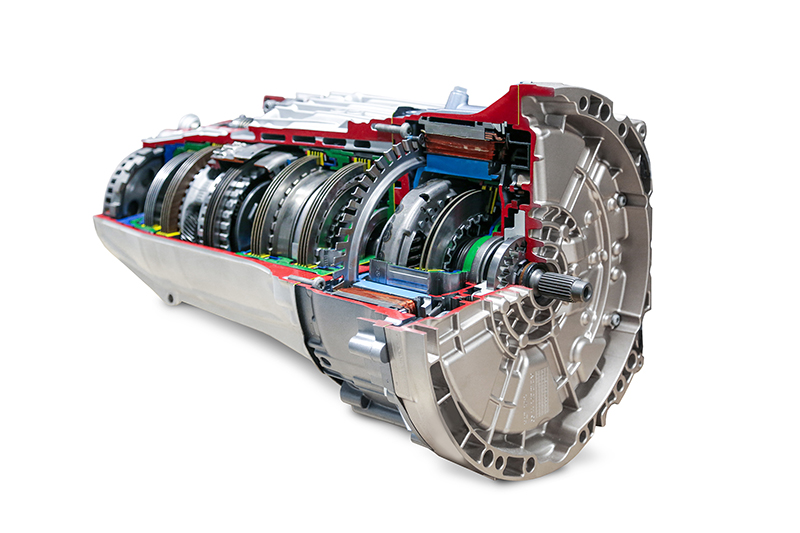
さまざまなハウジングタイプの機械加工条件&特性


Procédure de base pour l'usinage de boîtiers de stator
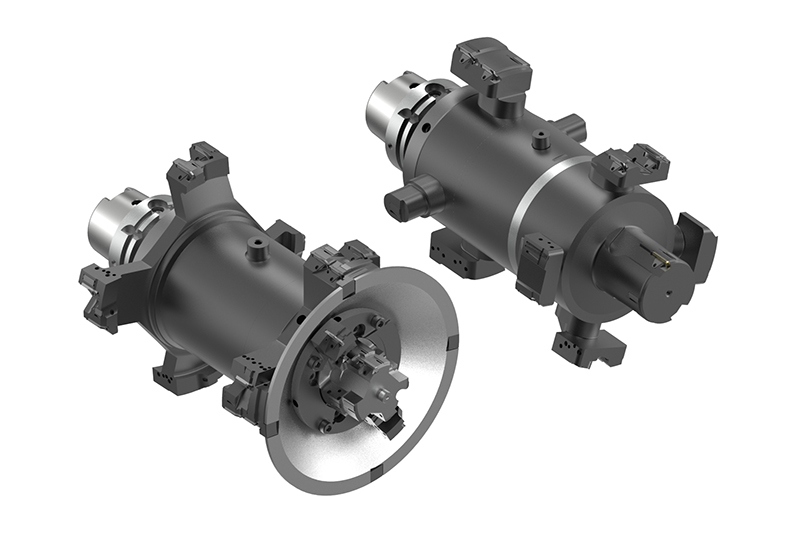
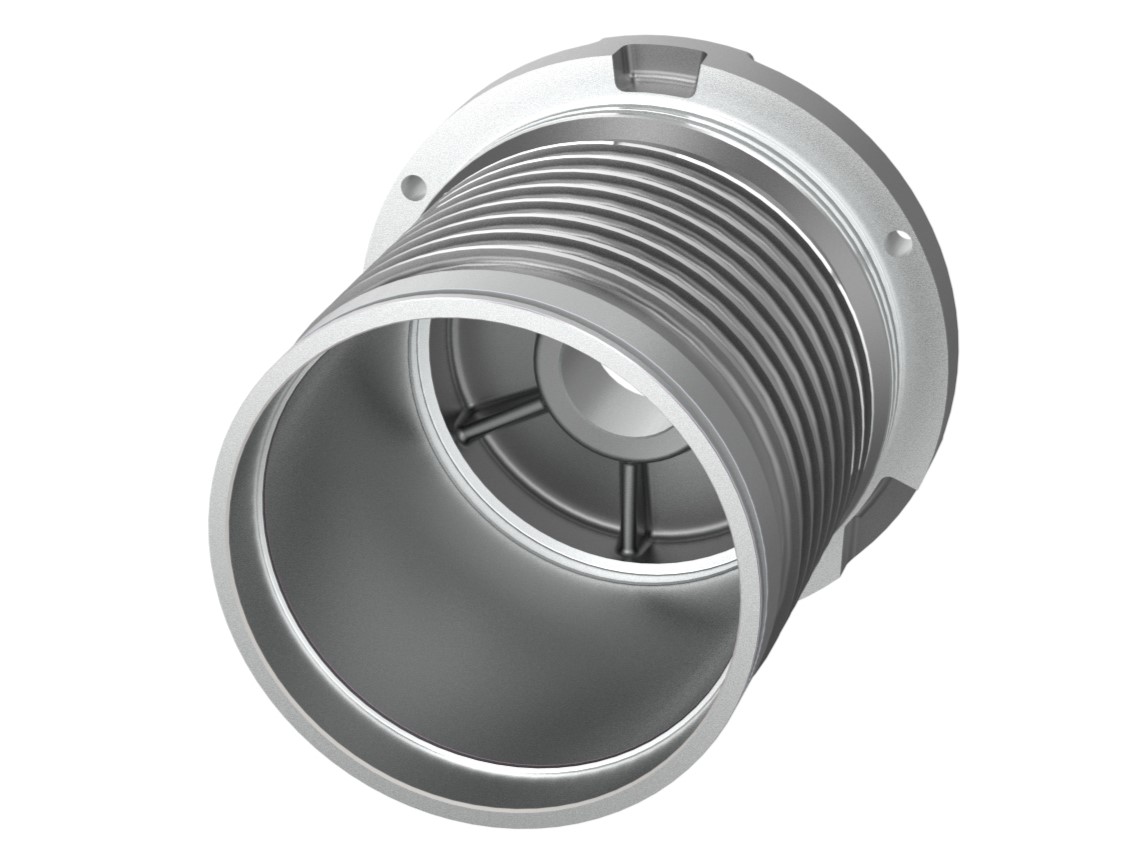
Le processus d'usinage ainsi que les outils sont conçus individuellement en fonction de la configuration dimensionnelle, du parc de machines et de la fixation d'outils. Les forces de coupe agissant sur le composant sont donc réduites au maximum. L'usinage de l'alésage du stator est divisé en trois étapes : pré-usinage, usinage de semi-finition et usinage final.
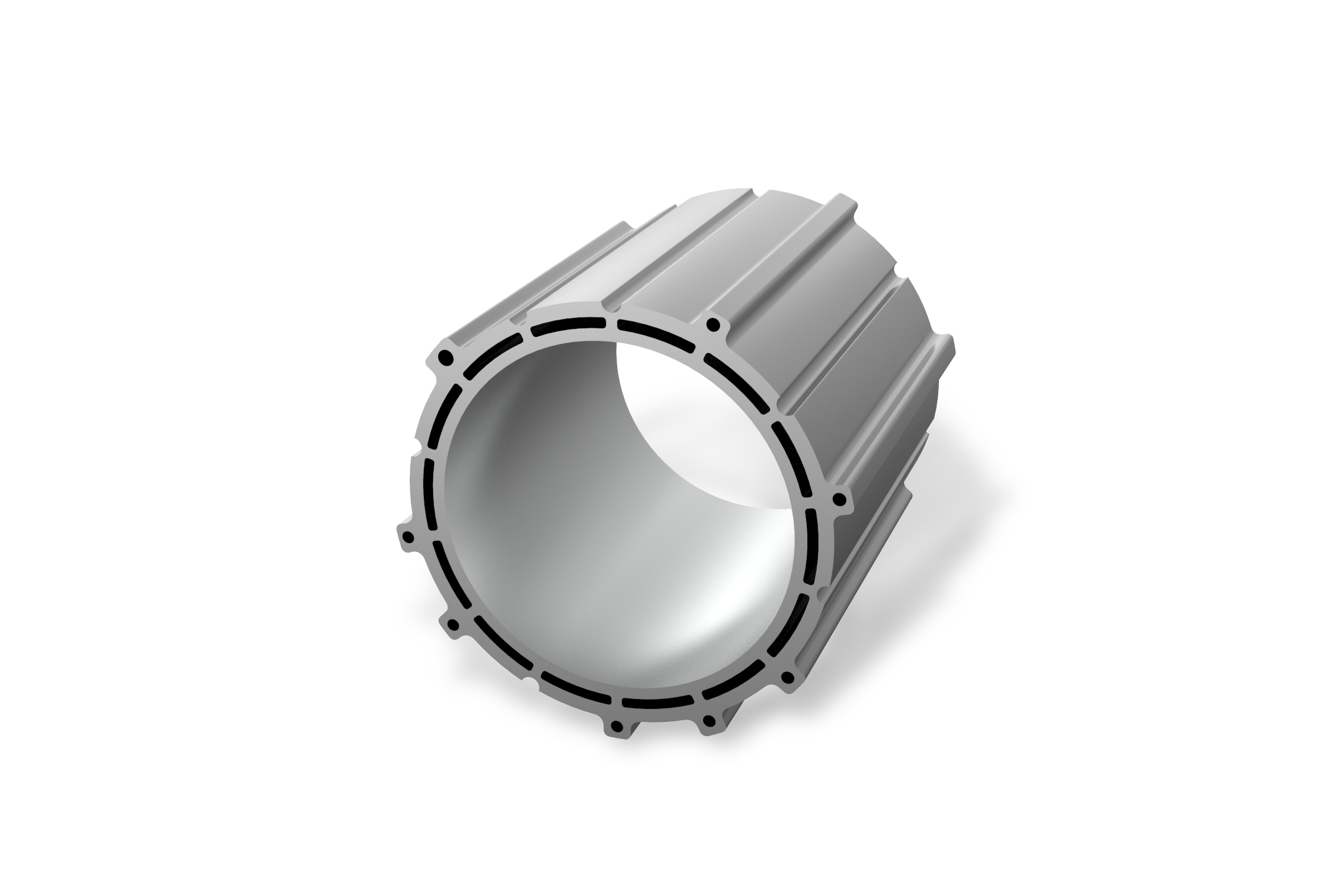
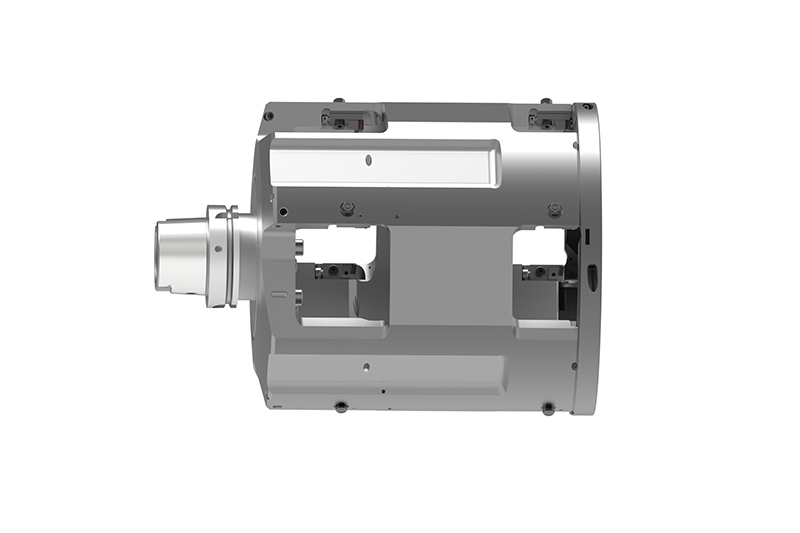
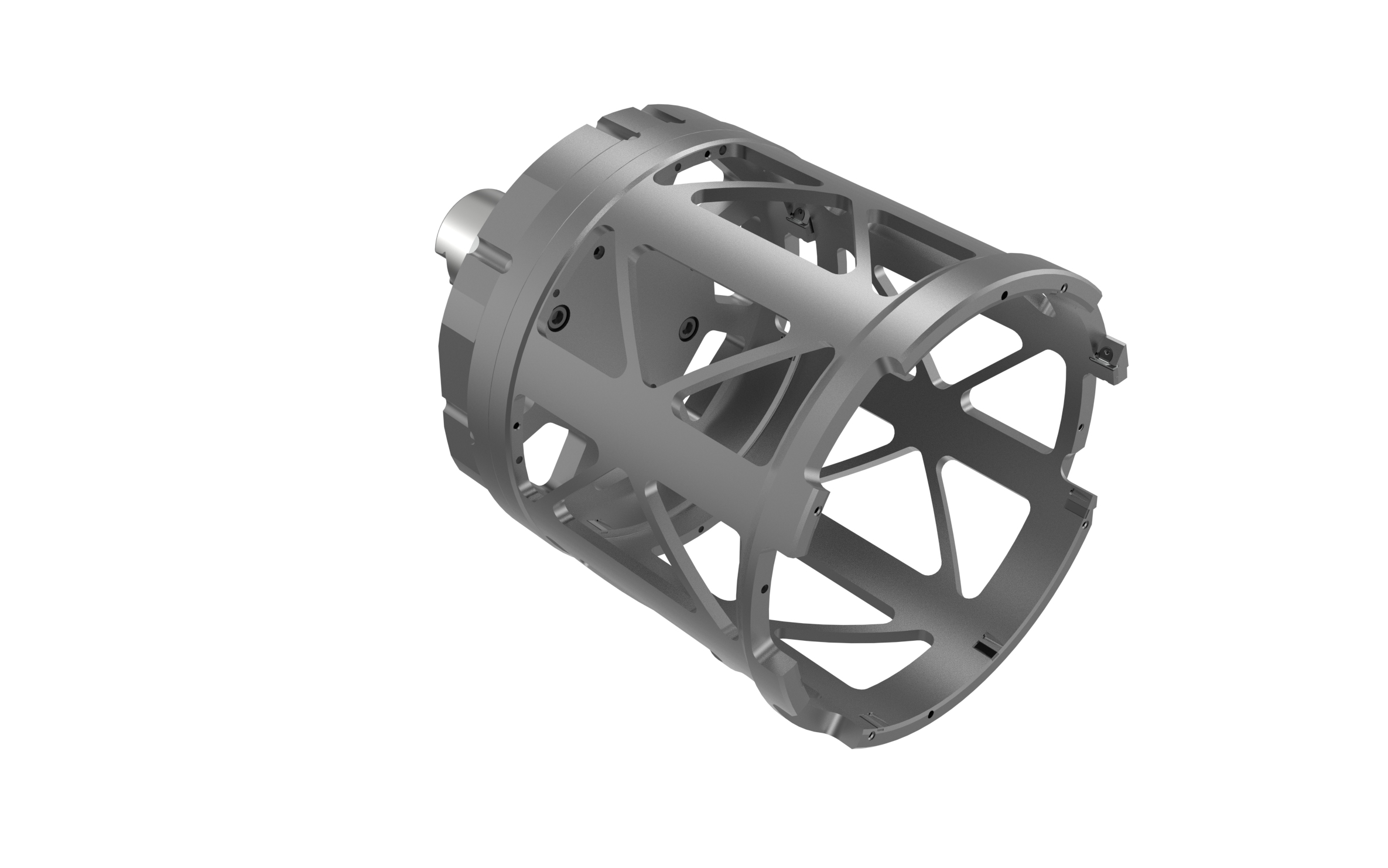
定子壳体的外部加工



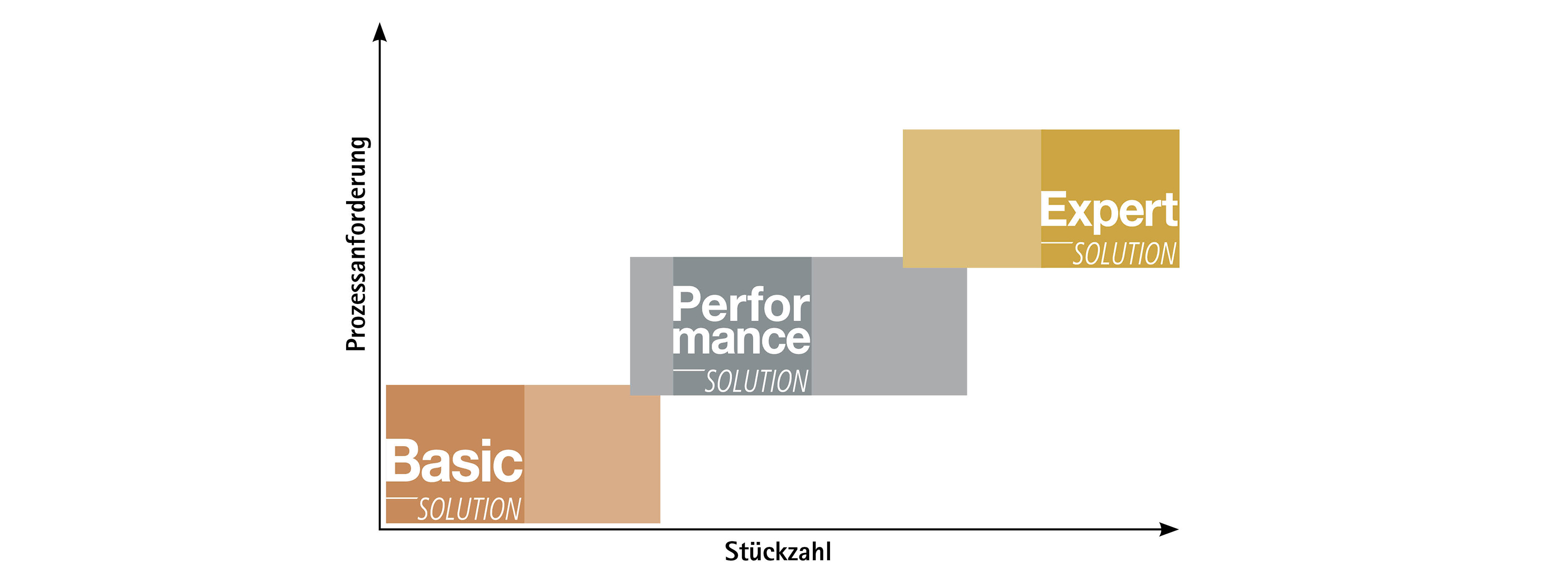
Soluciones de mecanizado para…