Zerspanungslösungen für E-Motorengehäuse
Serienlösung mit HSK-100
Hochproduktiv für große Durchmesser
- Dreistufiger Prozess (Vor-, Semi-Finish- und Fertigbearbeitung)
- Große Bearbeitungsdurchmesser > 220 mm
- Höchste Performance und Präzision
- Idealer Prozess für hohe Stückzahlen und kurze Taktzeiten
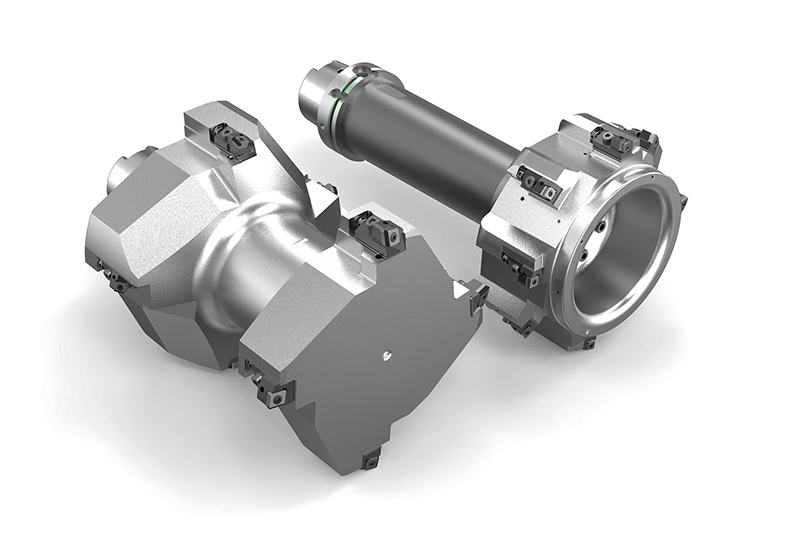
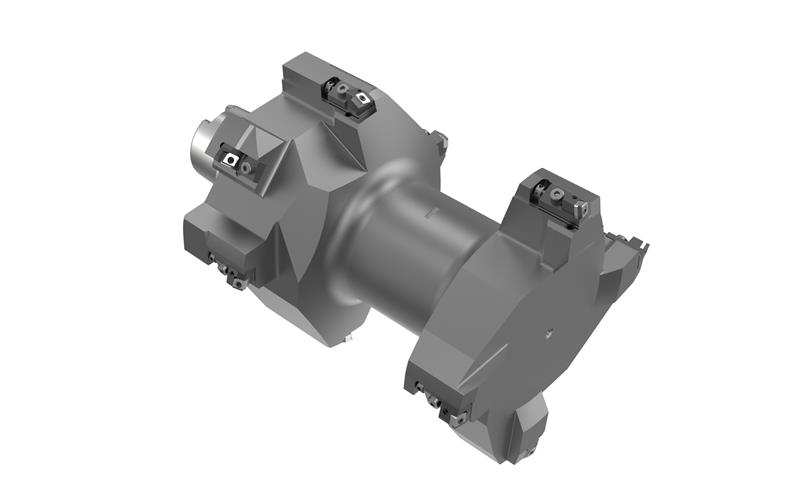
1. Vorbearbeitung
Effizientes Schruppen mit hohen Schnitttiefen
ISO-Aufbohrwerkzeug in Aluminiumbauweise
- ø 250 / 258 mm
- PKD-bestückte Schneidplatten
- ISO-Kurzklemmhalter
- Ein- oder mehrstufig ausgeführt
- Gewicht: max. 21 kg
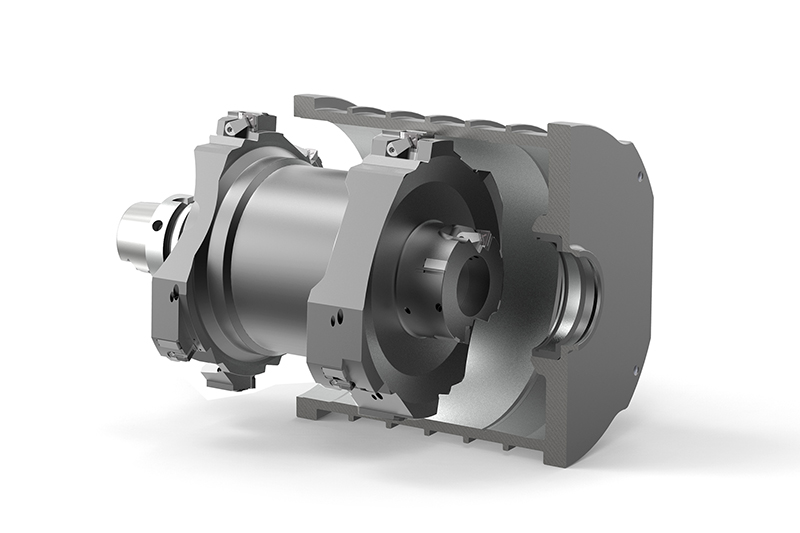
2. Semi-Finish-Bearbeitung
Konturgebend zur Annäherung an Endkontur
Präzisions-Aufbohrwerkzeug
- ø 272 / 278 mm
- PKD-bestückte Schneidplatten
- Grundkörper aus Aluminium
- Gewicht: max. 17,3 kg

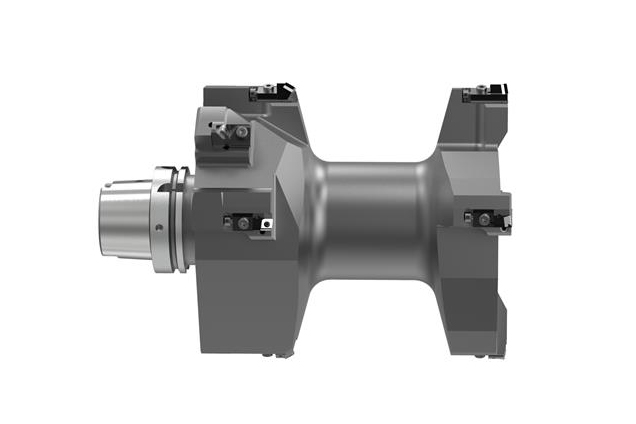
3.1 Fertigbearbeitung
Innovationen für höchste Präzision
Feinbohrwerkzeug in Leichtbauweise aus Stahl mit Protektionsschild für Mischbearbeitung der Lagerbohrung
- ø 70 / 156 / 250 / 260 mm
- PKD-bestückte Schneidplatten für Alugehäuse
- A = 362 mm | z = 2+4
- Cermet Schneidplatten für die Bearbeitung von Lagerbuchsen aus Stahl
- Feinjustierbar und temperaturstabil
- Führungsleistentechnologie
- Gewicht: max. 21 kg

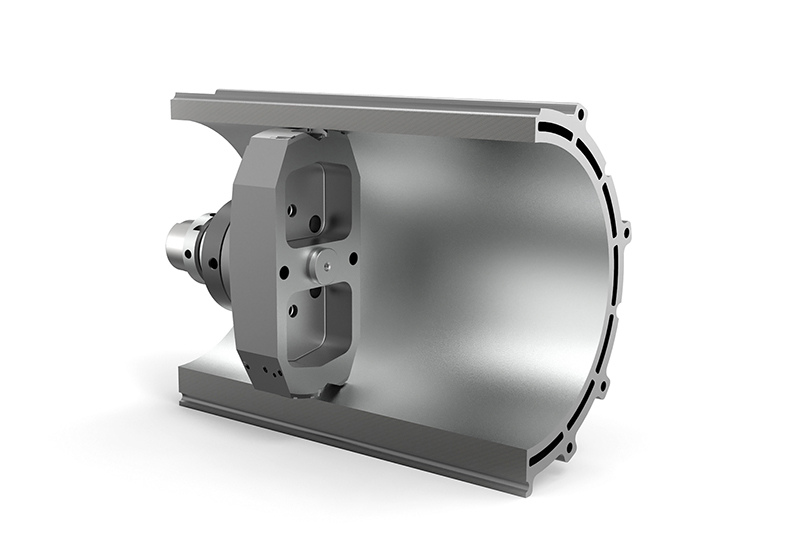
3.2 Fertigbearbeitung
Flexible Bearbeitung der Innenkontur
Aussteuerwerkzeug für U-Achs-Systeme
- ø 80 / 220 mm
- Geeignet zur Bearbeitung von Gehäusevarianten
- Zur Kompensation von Schneidenverschleiß
- Gewicht: max. 23 kg
Ihr direkter Ansprechpartner

Ansprechpartner
Michael Kucher Component Manager E-Mobilität michael.kucher@mapal.com +49 7361 585 3557