

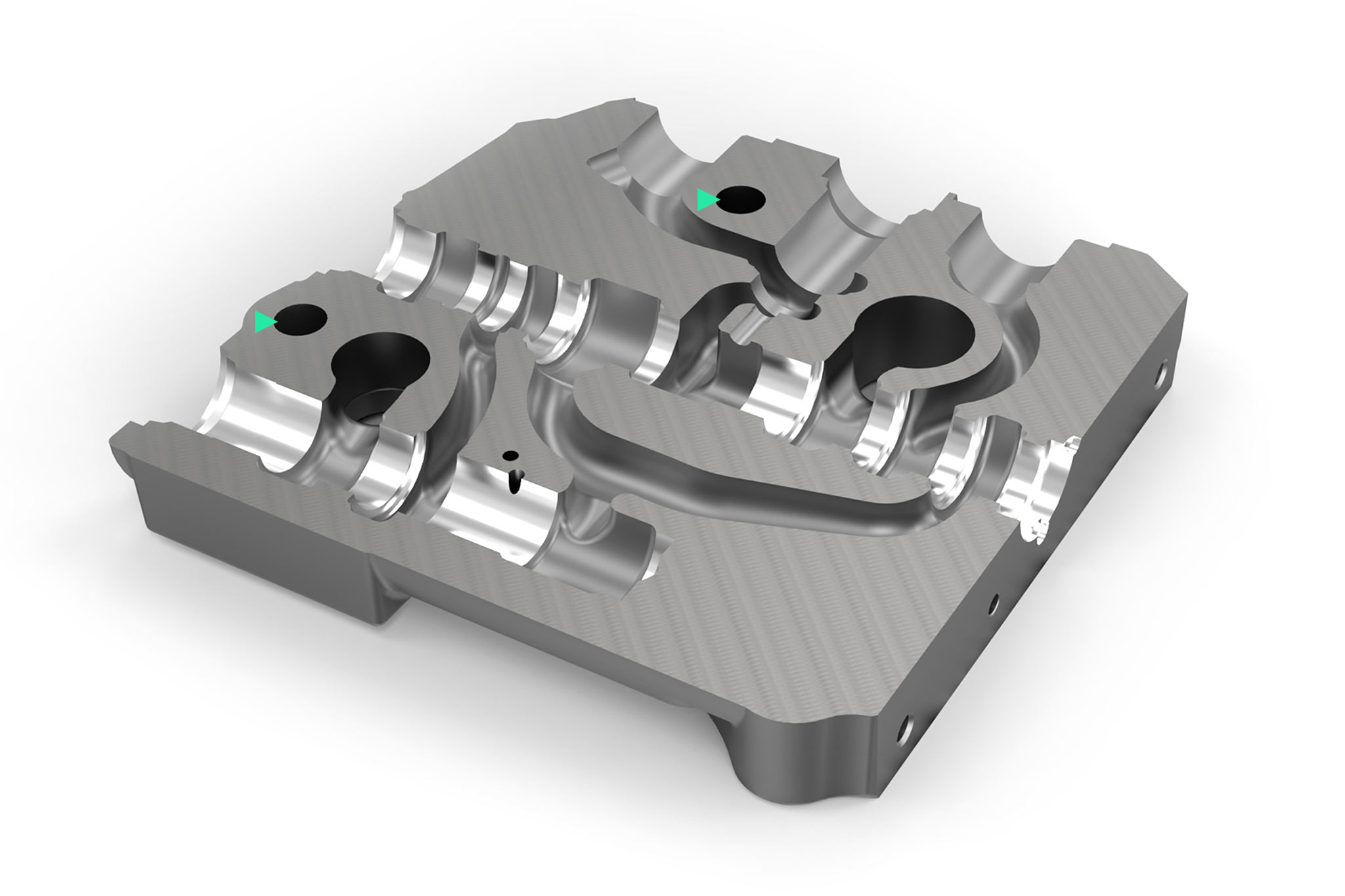
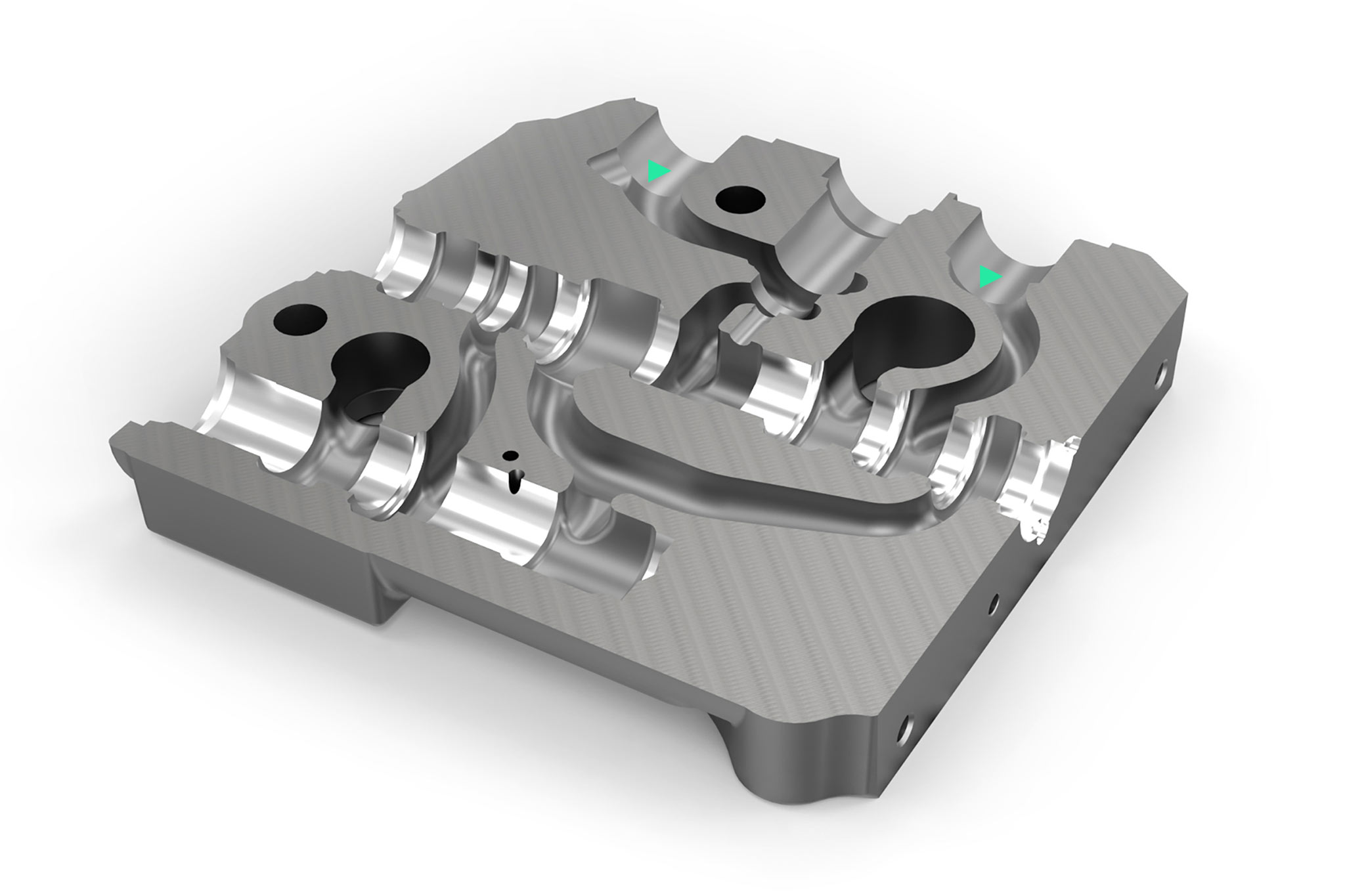
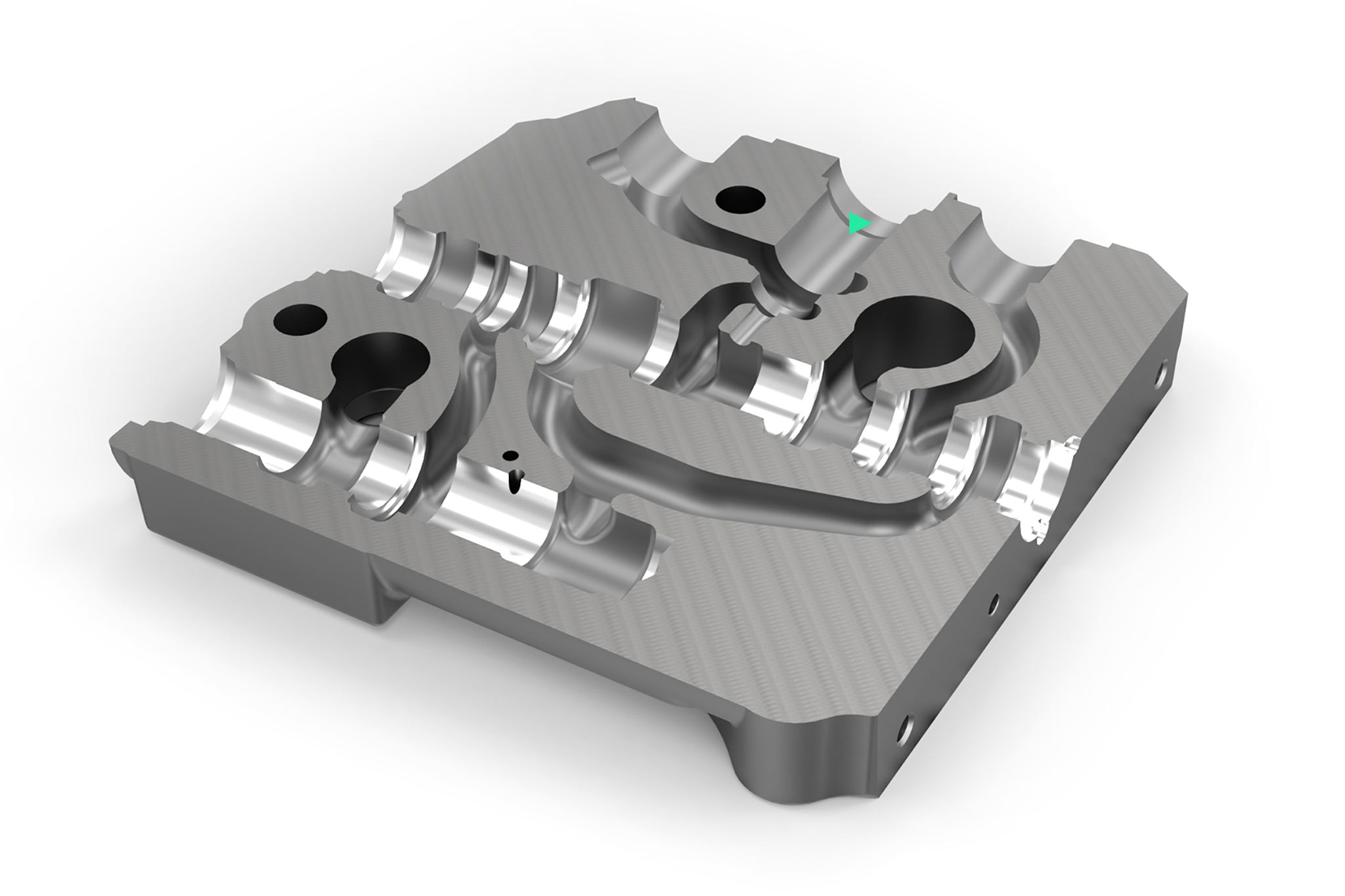
液压阀外壳
这一切都取决于主孔。阀门外壳的制造是流体技术领域的“最高学科”。多年来,对MAPAL公司在滑块钻孔方面的专业知识的需求一直很高。与滑块的间隙尺寸取决于该孔的精度,因此液压油只能无泄漏地沿着所需方向流动。现代液压阀对该尺寸的定义非常狭窄。因此,非常重视该孔的圆度、圆柱形状、直线度和表面质量。

加工要求
- 波动的铸铁加工余情况
- 超强中断的切削口
- 镗孔时避免环圈的形成,并确保从外壳中安全排出切屑
- 避免在镗孔流程中控制刃口上出现破裂现象
- 对形状和位置公差的要求非常高
- 珩磨之前的恒定加工余量
- 在切削加工方案中考虑组件差异和有限的刀具储存器位置
方向控制阀
方向控制阀是具有多个开关位置的采用机械或电子方式操作的阀门。根据控制滑块沿着控制刃口的指定位置,设置体积流量以运行连接的机具。独立压力天平(IDW)调节控制滑块流入控制刃口上的恒定负载压力梯度,从而在整个调节范围内实现独立于负载压力的体积流量控制,即使在并联运行(负载补偿)时亦是如此。系统必须无泄漏,以防止负载意外下降,即使在并联运行时亦是如此。
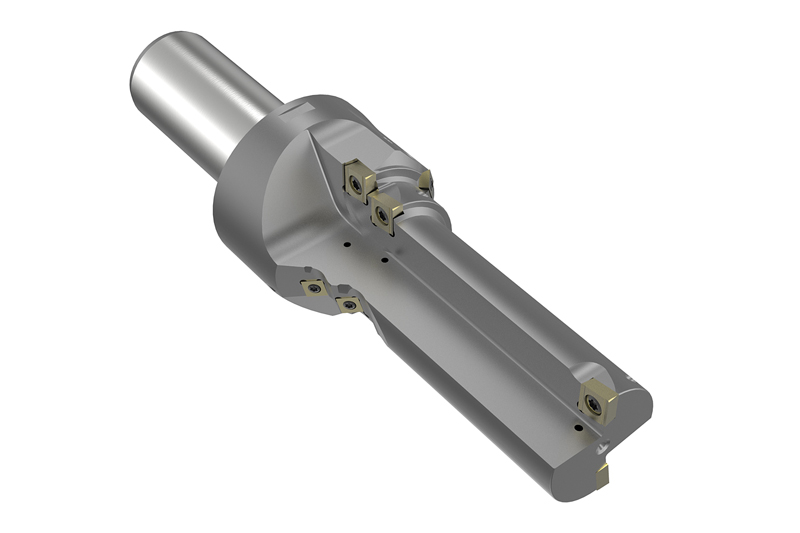
钻削加工


Solutions d'application
1 – Petites et moyennes séries avec outils fixes
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de tiroir
- Commandes individuelles, petites et moyennes quantités
- Pas de possibilité de régler l’outil
- Temps de passage moindre requis
- Taux horaire élevé des machines
- Processus de pierrage d’expansion stable disponible
- Concept d'outil adapté à plusieurs variantes de composants
2 – Large series with solid and adjustable tools
Initial situation at the customer
Valve housing EN-GJS-400-15 – spool bore and compensator bore
- Large-scale series
- Tool setting desired
- High machine hourly rates
- High costs for subsequent single pass honing
3 – Small lot sizes – Reduced tool changes due to combination tools
Initial situation at the customer
Corps de valve EN-GJL-300 – Alésage de tiroir
- Petits lots
- Possibilité de régler l’outil
- Changement d'outil trop fréquent/fréquent
- Taux horaire élevé des machines
- Frais élevés en raison du processus de pierrage
4 – Rodage flexible sur le centre d'usinage
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage de compensation / Usinage de pierrage
- Exigence de réduction des frais annexes
- Centre d'usinage existant transformé en TOOLTRONIC
- Usinage de pierrage pour la construction de prototypes, ainsi que pour les petites et moyennes séries
- Exigence d'économiser le processus de pierrage sur une machine séparée
5 – Toolmanagement
Situation initiale du client
Corps de valve EN-GJS-400-15 – Alésage intégral
- Vaste stock
- Déroulement des processus dans la salle de réglage non optimal et qualité des données incomplète
- Transparence de coûts insuffisante
- Un taux de rotation élevé en raison d'un manque général de personnel qualifié
- Problèmes avec les ruptures d’outils
- Coûts d’outils élevés
Tool solutions
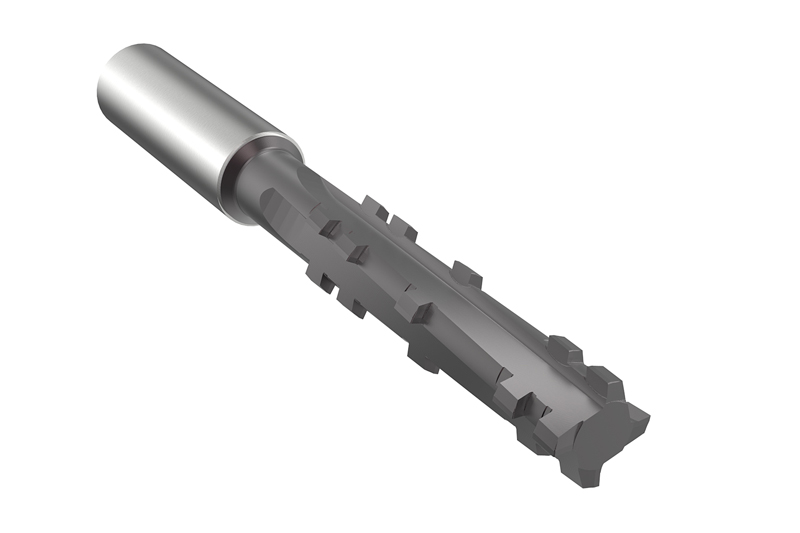
Piloting and boring



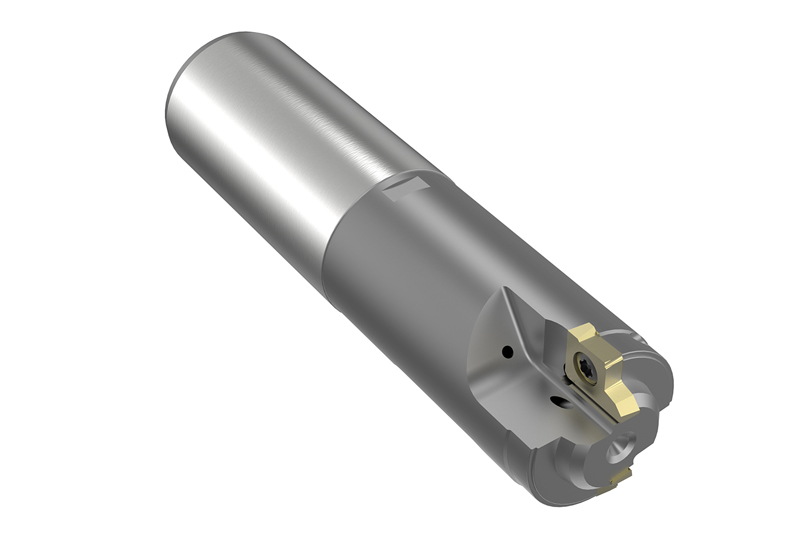
Control edge machining

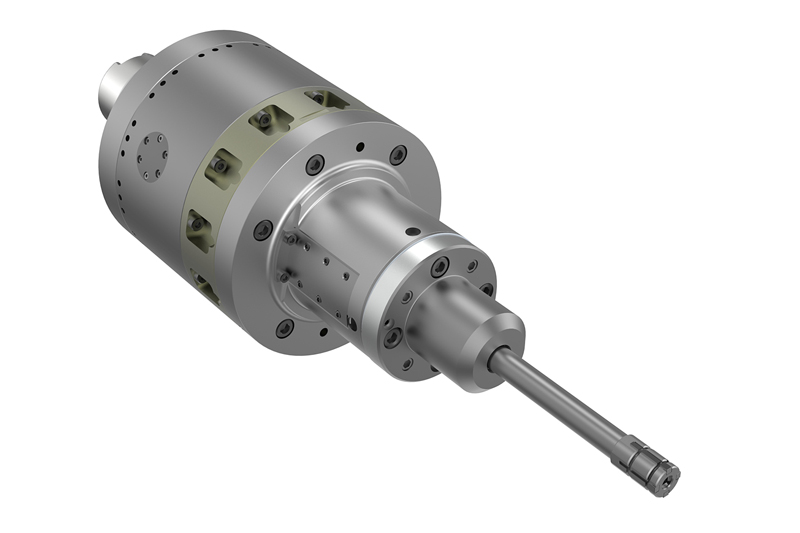
Reaming and fine boring



Fine machining with honing
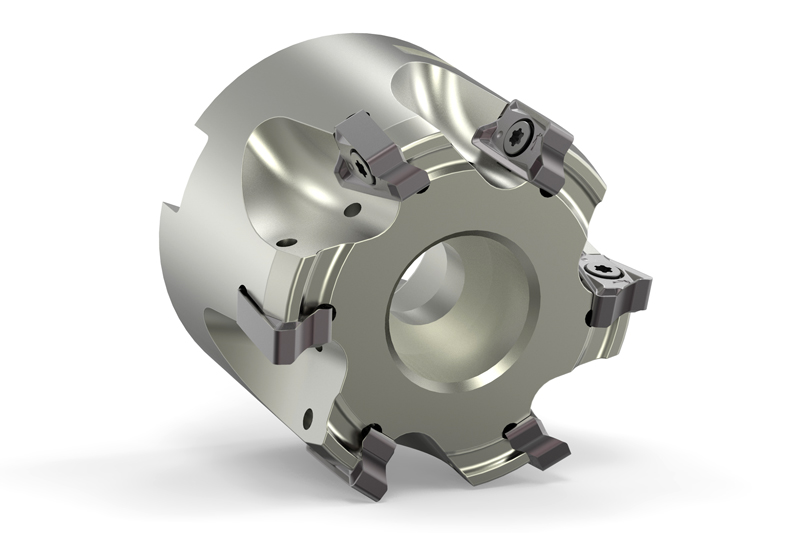
Milling


Clamping


