Motore a combustione
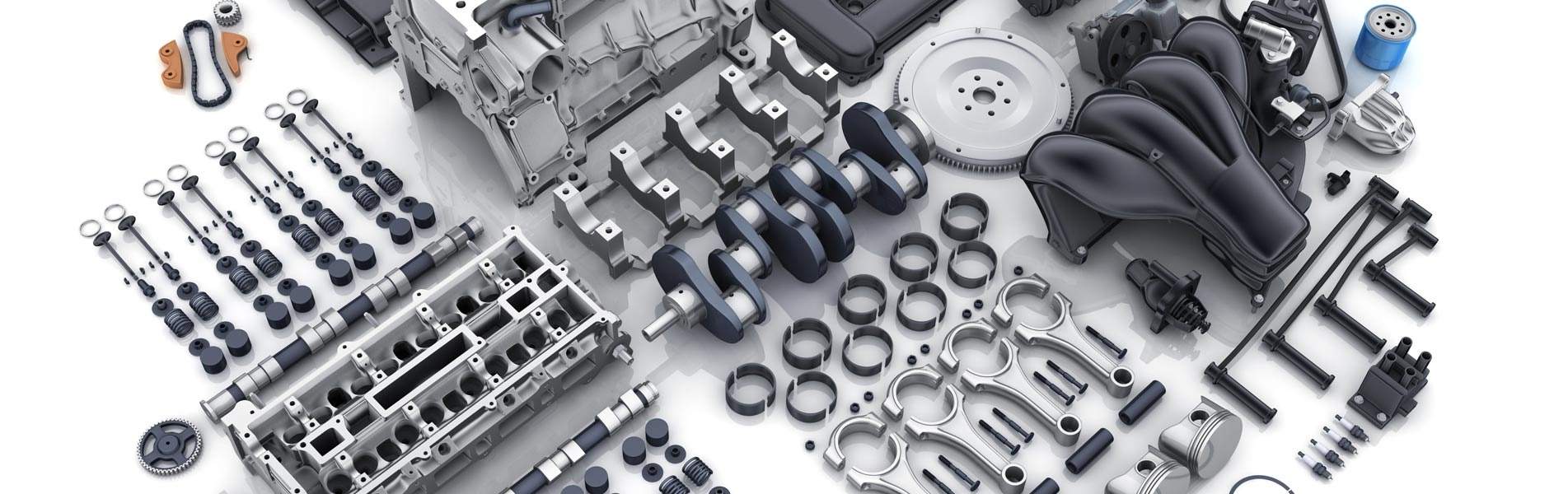
Componenti chiave degli ICE







/Kleines-Auge-im-Fokus-1-.jpg)
Case studies from the internal combustion engine sector
-
26.08.2025
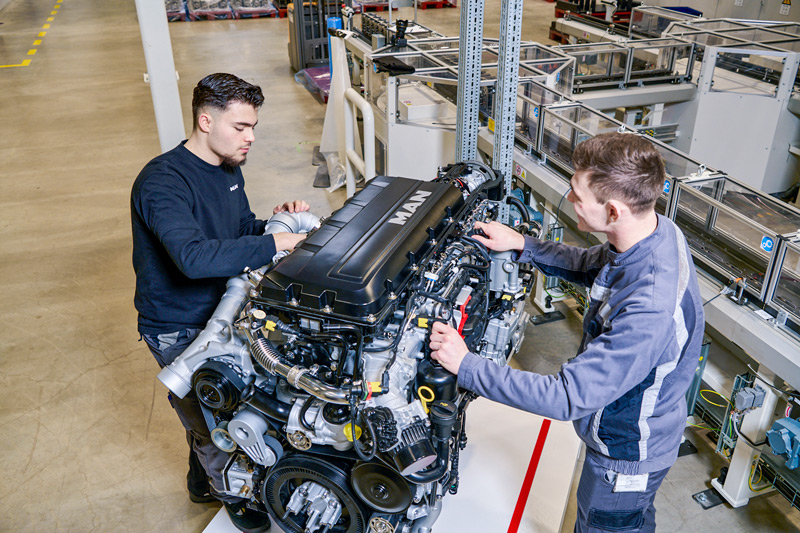
MAN uses MAPAL fine boring tools for machining cylinder heads
At MAN engines, fine boring tools from MAPAL are used to machine the valve guide and valve seat counterbores of cylinder heads."
-
22.07.2025
Crankshaft and valve seat machining: MAPAL sets standards
Optimised machining of crankshafts and valve seats: MAPAL offers innovative tool solutions for modern combustion and hybrid engines.
-
16.01.2025
Tool management from MAPAL completed for DEUTZ in record time
MAPAL completed the entire engineering including tool design, cycle time study and cost calculation for the engine manufacturer Deutz in the Spanish plant in Zafra within a very short time.
-
23.03.2023
The production must go on
Digital tool management with more than 750 tools from MAPAL ensures smooth large-scale production at Schabmüller Automobiltechnik.
-
30.06.2022
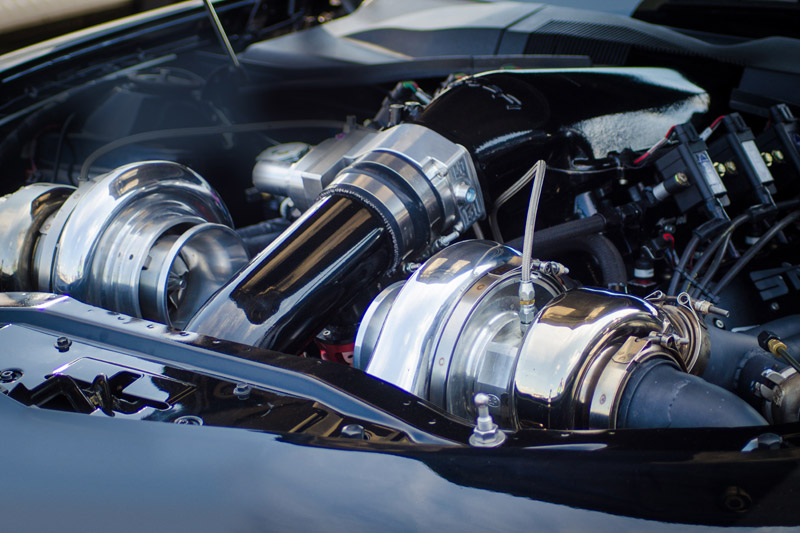
Even more cost-effective turbochargers
How the complete machining of turbochargers becomes even more productive with indexable insert milling cutters from the NeoMill range.
-
09.12.2019
Highly precise machining of truck engine cylinder bores
High-precision MAPAL actuating tools and a special setting fixture ensure precise and economical production at Mercedes-Benz in Mannheim.