Gruppi ausiliari elettrici
Come risultato dell’elettrificazione dell’industria automobilistica, sempre più funzioni riguardanti l’alimentazione dei motori a combustione vengono eseguite da componenti elettrici. Grazie all’elettrificazione dei gruppi ausiliari è possibile utilizzare questi componenti in funzione della necessità e del carico, contribuendo così a ridurre il consumo di energia. Si contraddistinguono per l’elevata affidabilità e le ridotte emissioni acustiche, nonché per un’eccellente efficienza energetica.
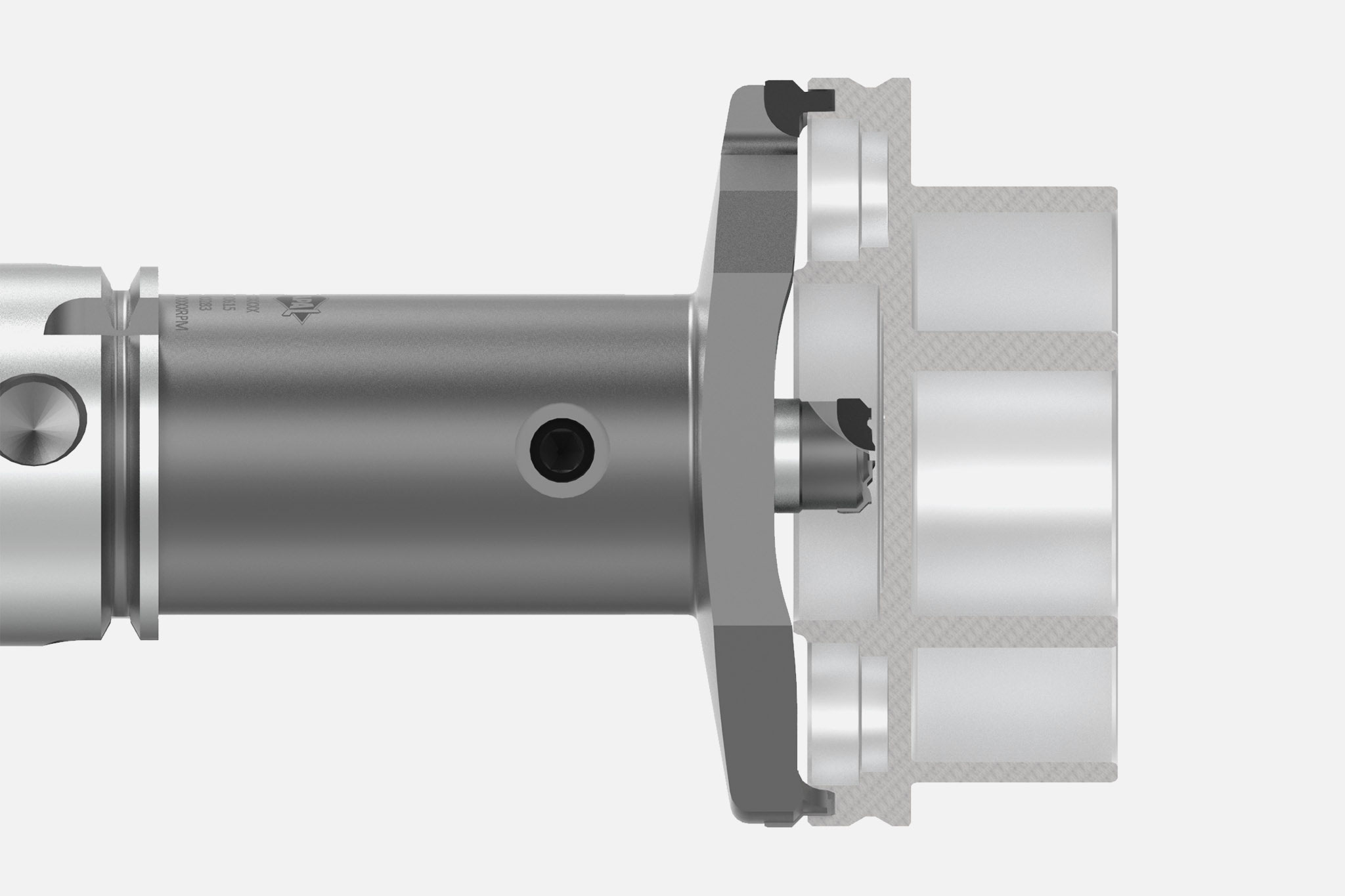
Gruppo ausiliario compressore scroll
Un esempio di gruppo ausiliario elettrificato è il compressore scroll, utilizzato come compressore elettrico del fluido refrigerante nella gestione termica. A titolo esemplificativo, vengono presentati tre specifici processi di lavorazione su un compressore scroll in alluminio per l’impiego in un veicolo elettrificato.

CARATTERISTICHE
- Pezzi centrali orbitali e scroll fisso
- Precisione di geometria e di collegamento decisiva
- Esatto posizionamento reciproco delle spirali
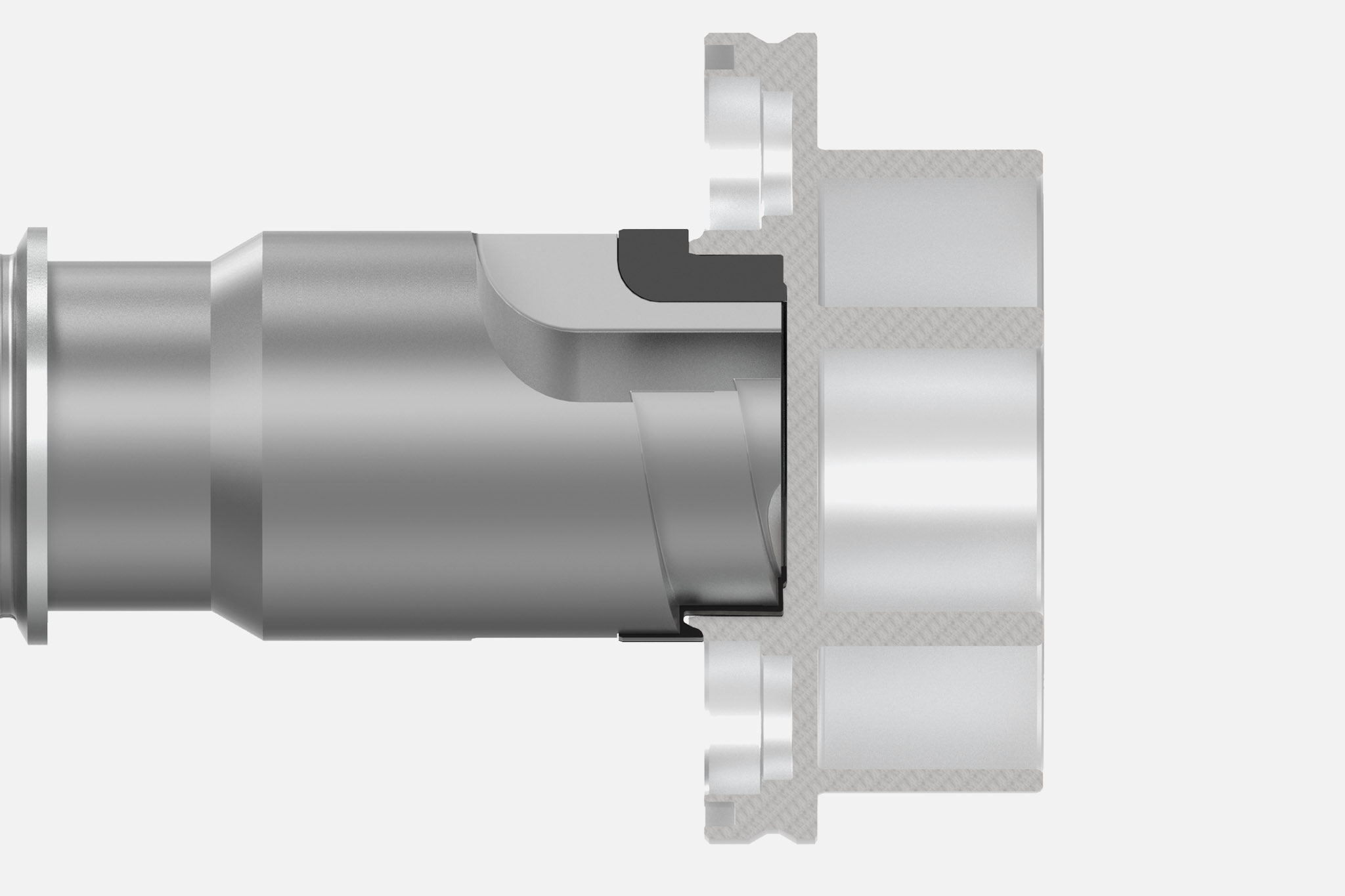
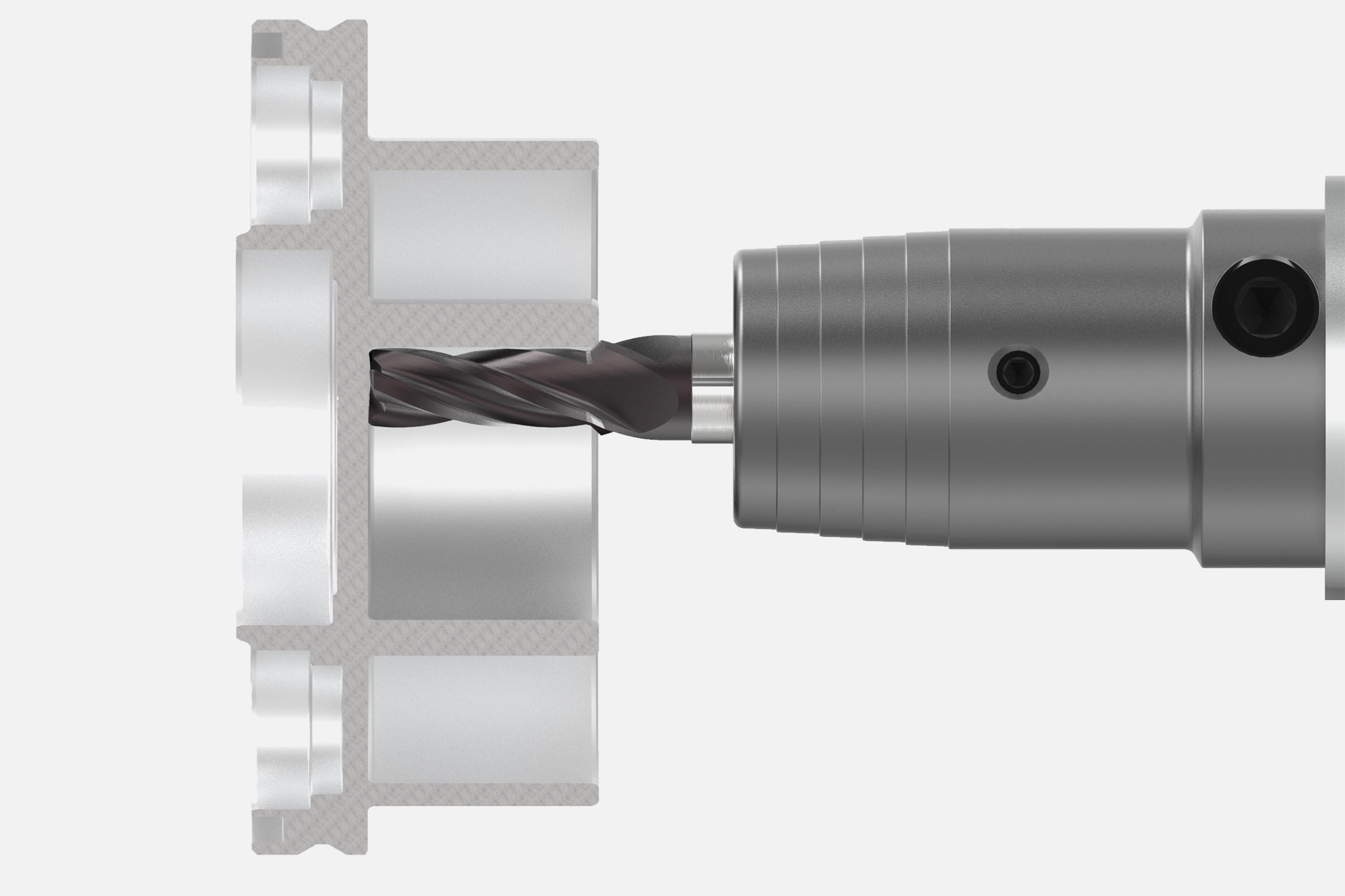
REQUISITI DI ASPORTAZIONE TRUCIOLO
- Elevata precisione della forma delle spirali (≤ 20 μm)
- Elevata ortogonalità dei lati rispetto alla superficie di base (≤ 20 μm)
- Parallelismo e planarità di ≤ 10 μm
- Ruvidità di superficie (Rz) nel range a una cifra
- Interazione perfetta tra macchina e utensile