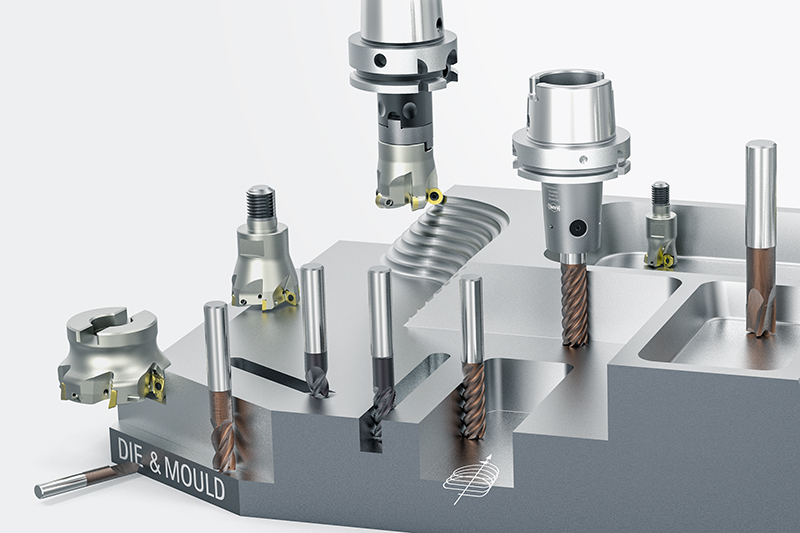
Iniciación en la fabricación de moldes y troqueles
Los fabricantes de moldes y troqueles esperan una elevada competencia en procesos y productos de su fabricante de herramientas de mecanizado. Pues la vida útil de los moldes que se deben crear y la precisión de las piezas moldeadas son fundamentales para la competitividad en la producción en masa. Por esta razón se exige la máxima precisión, una larga vida útil y, sobre todo, la seguridad del proceso a las herramientas.
Precisamente son estos aspectos los que hacen que MAPAL tenga éxito en sectores como la industria del automóvil, la construcción de máquinas o la industria aeronáutica. Por eso, la única lógica existente es que el fabricante de herramientas de precisión también ofrezca en la fabricación de moldes y troqueles soluciones eficientes y rentables para el proceso de mecanizado completo. Herramientas versátiles y precisas y adaptadores especiales con contornos estrechos y una concentricidad precisa minimizan los trabajos de pulido y de repaso gracias a una calidad de superficie constante durante el proceso de fresado. Estas permiten considerables ahorros económicos en el proceso completo.
Catálogo de herramientas para la fabricación de moldes
Fresas de metal duro
OptiMill-3D-BN
Fresa esférica
Mecanizado muy preciso de contornos 3D
Rango de Ø: 0,10 - 20,00 mm
OptiMill-3D-CR
Fresa de radio angular
Fresado con un radio angular muy preciso
Rango de Ø: 0,10 - 20,00 mm
OptiMill Fresa angular
Fresa angular
Ideal para el desbaste, acabado, fresado trocoidal y fresado de cavidades
Rango de Ø: 2,00 - 12,00 mm
OptiMill-3D-CS
Fresa de radio esférico
Acabado de superficies de forma libre complejas y geometrías de piezas complicadas
Rango de Ø: 2,00 - 12,00 mm
OptiMill-3D-HF
Fresa de alto avance
Ideal para el mecanizado de alto avance con gran cantidad de remoción de material y alta estabilidad en el proceso
Rango de Ø: 2,00 - 16,00 mm
OptiMill-3D-Alu
Fresas de radio esférico y angular
Mecanizado muy preciso de contornos 3D
Rango de Ø: 1,00 - 20,00 mm
OptiMill-Graphite-MT
Fresas esféricas y angulares
Fresas con un gran número de dientes para el desbaste con elevadas velocidades de eliminación para electrodos de grafito
Rango de Ø: 3,00 - 16,00 mm
OptiMill-3D-Graphite
Fresas de radio esférico y angular
Aptas para el mecanizado de electrodos de grafito
Diferentes modelos en función de la situación de mecanizado
Rango de Ø: 0,20 - 12,00 mm
OptiMill-3D-Copper
Fresas de radio esférico y angular
Geometría especial para el mecanizado de electrodos de cobre y aleaciones de metales no ferrosos duros
Rango de Ø: 0,10 - 20,00 mm
OptiMill-Diamond
Fresas de radio esférico y angular y fresa angular
Cuchillas de PCD para una larga vida útil
Rango de Ø: 3,00 - 12,00 mm
Fresas con plaquitas de corte reversibles
NeoMill-ISO-360
Fresa de placa redonda
Ideal para el desbaste y semiacabado
Rango de Ø: 10,00 - 160,00 mm
NeoMill-3D-Finish
Fresa de acabado
Ideal para el acabo de superficies a 90°, superficies planas y contornos
Rango de Ø: 16,00 - 42,00 mm
NeoMill-3D-Ballnose/-Torus
Fresas de radio esférico y angular
Una estructura básica con placa de corte de radio esférico y radio angular para acabado y semiacabado
Rango de Ø: 8,00 - 32,00 mm
NeoMill-2/4-HiFeed90
Fresa de alto avance/fresa de corte en esquina de 90°
Sistema de herramientas universal para una máxima productividad
Rango de ø: 16.00 - 200.00 mm
Taladrado | Avellanado
ECU-Drill-Steel
Broca fabricada por completo en metal duro
Taladro completo de doble filo con muy buena relación calidad-precio
Amplia gama de aplicaciones
Geometrías idóneas para lograr gran precisión y estabilidad en el proceso
Rango de Ø: 1,00 – 20,00 mm
MEGA-Drill-Hardened
Broca, de gran calidad, fabricada por completo en metal duro
Taladro completo de doble filo con recubrimiento y geometría que se adaptan al mecanizado estable de materiales templados
Nueva micro y macrogeometría
Rango de Ø: 2,55 – 16,00 mm
MEGA-Drill-Steel-Plus
Broca, de gran calidad, fabricada por completo en metal duro
Taladro completo de doble filo con recubrimiento y geometría que se adaptan al mecanizado de acero
Geometría de ranura de virutas y preparación modificada de los filos de corte mejoradas
Rango de Ø: 3,00 – 25,00 mm
Tritan-Drill-Steel
Broca, de tres filos, fabricada por completo en metal duro
Taladro completo de tres filos para el máximo avance
Cuchilla transversal con autocentrado para situaciones de taladrado difíciles
Especialmente adaptada al mecanizado de acero
Rango de Ø: 4,00 – 20,00 mm
Tritan-Spot-Drill-Steel
Broca piloto
Broca piloto de tres filos para taladrado exigente
Se adapta especialmente al taladro de tres filos
Rango de Ø: 4,00 – 20,00 mm
Tritan-Step-Drill
Broca escalonada
Broca escalonada, de tres filos, con cuchilla transversal con autocentrado
Mecanizado de agujeros para roscar sin movimiento pendular
Rango de Ø: 4,25 – 14,15 mm
MEGA-Deep-Drill
Taladro profundo
Taladrado estable y eficiente de agujeros profundos de hasta 40xD
Broca piloto MEGA-Pilot-Drill
Rango de Ø: 1,00 – 16,00 mm
MEGA-Drill-Reamer
Broca escariadora
Combina dos operaciones (taladrado y escariado) en una herramienta
Filos escariadores mejorados
Reducción de los periodos principales y los no productivos
Tolerancia del agujero ≥ IT7
Rango de Ø: 4,00 – 16,00 mm
Avellanador cónico de precisión
Avellanador con división irregular
Insertos divididos de forma muy irregular
Mayor precisión y mejores valores superficiales#
Fuerzas axiales y radiales reducidas
Vibraciones reducidas considerablemente
Aumento de los parámetros de corte para la máxima productividad
Rango de Ø: 4,30 – 31,00 mm
MEGA-Drill-Reamer-Pyramid
Broca escariadora con punta piramidal
Taladrado de inicio, taladrado y escariado con una herramienta
Centrado mejorado gracias a la punta piramidal
Reducción de los periodos principales y los no productivos
Tolerancia del agujero ≥ IT7
Rango de Ø: 4,00 – 16,00 mm
Brocas de plaquitas de corte QTD
Taladro completo con sistema de cabezal intercambiable
Sistema rentable con placas de corte intercambiables
Sistema de sujeción con arrastre de fuerza y de forma
Manejo sencillo
Alta precisión de concentricidad
Rango de Ø: 8,10 – 49,00 mm
Escariado
FixReam – FXR
Escariador de alto rendimiento con mango cilíndrico
Escariador de alto rendimiento, completo en metal duro
Con ranuras rectas para agujeros pasantes y agujeros ciegos
Con ranuras oblicuas a la izquierda para agujeros pasantes
Rango de Ø: 3,00 – 20,00 mm
CPReam – CPR
Escariador de cabezal intercambiable
Máximo grado posible de estabilidad y rigidez gracias al cono y cara plana de apoyo axial
Alta precisión de concentricidad de 5 μm
Manejo sencillo
Rango de Ø: 8,00 – 40,00 mm
Escariador de regulación rápida – WN 50
Escariador manual
Escariador de regulación rápida con gran rango de ajuste
Idóneo especialmente para las reparaciones
Juegos de cuchillas de repuesto disponibles
Rango de Ø: 6,40 – 95,00 mm
Herramientas con guías de apoyo
Herramientas con guías de apoyo
Máxima precisión con el principio MAPAL
Conducción directa en el agujero con las guías de apoyo
Plaquitas reversibles afiladas con precisión
Ajuste de gran precisión para el mecanizado de taladrado de μm preciso
Los componentes cada vez más complejos y con cavidades cuya profundidad se incrementa, y las nervaduras estructurales y de refuerzo en los moldes de inyección de plástico y los moldes de fundición de presión hacen imprescindible el uso de herramientas muy largas con piezas que presentan un diámetro muy pequeño. Las complejas geometrías de las piezas y las diferentes cualidades de los materiales suponen unos requisitos muy altos de mecanizado y vida útil de las herramientas.
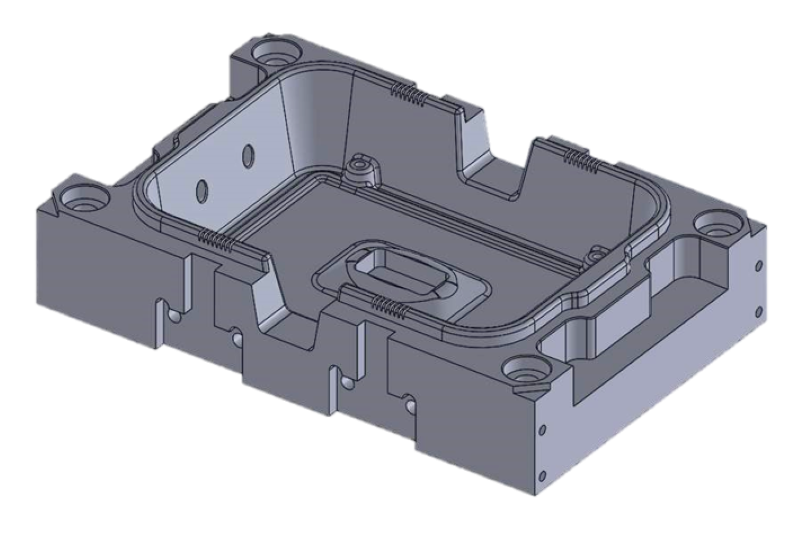
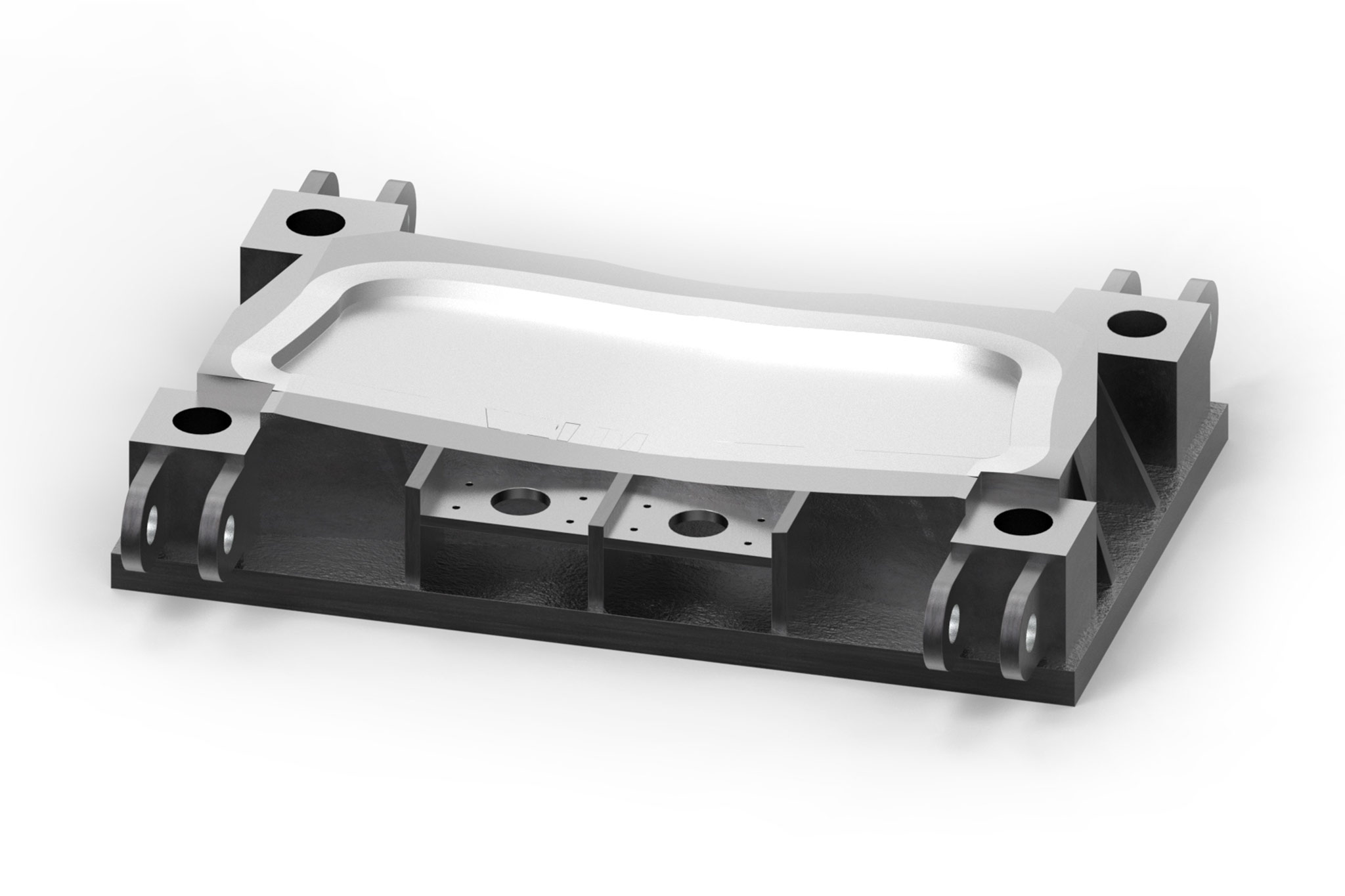
En la construcción, la ingeniería y la fabricación de herramientas de conformado en frío de tamaño medio y grande se utiliza a menudo hierro fundido debido a las propiedades del material, tales como la resistencia a la presión y la fácil maquinabilidad. En este caso, los componentes principales son las placas de molde y los insertos de molde. MAPAL tiene una gran experiencia en el fresado (2D y 3D) y taladrado (taladrado, escariado, roscado).
Cuando se trata de moldes de series piloto o de prototipos, no es raro que se utilicen materiales fáciles de mecanizar. A menudo se emplean aleaciones de aluminio o ureol (plásticos). En estos casos, las herramientas de metal duro con filos de cuchillas positivas y parcialmente pulidas y las herramientas de PCD aún mejor procuran una elevada productividad y breves tiempos de mecanizado.
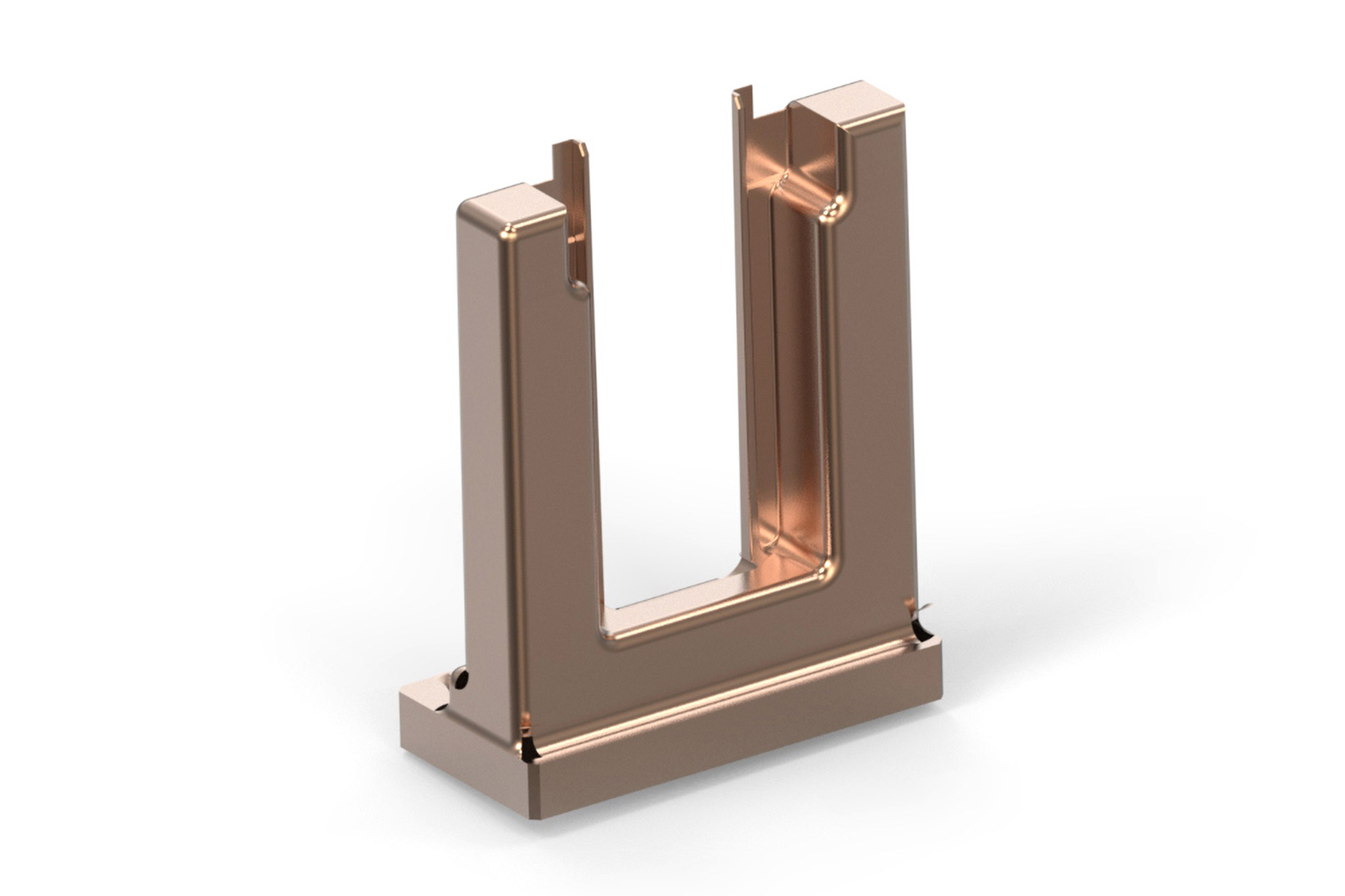
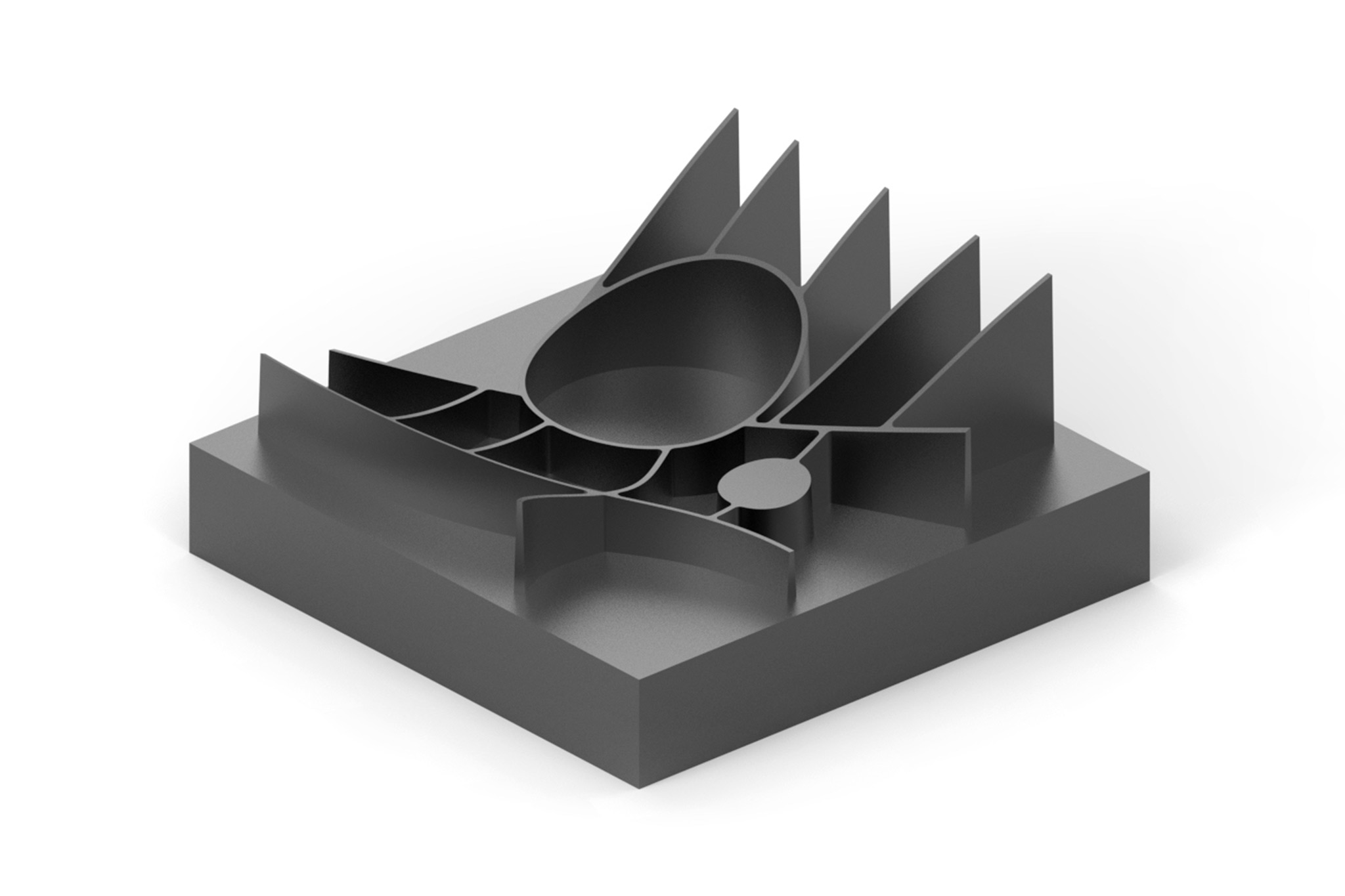
La fabricación de electrodos para procesos de gestión de datos energéticos requiere mecanizar aleaciones de cobre y materiales de grafito. La elección del material de los electrodos se rige por los requisitos del molde que se debe fabricar. Las aleaciones de cobre son relativamente caras y, en general, se utilizan para el mecanizado final en los electrodos cuando se trata de una elevada calidad de superficie y precisión de moldeo. Las fresas de metal duro con geometrías especiales de MAPAL garantizan aquí unos resultados de mecanizado muy precisos.
El grafito tiene un efecto muy abrasivo sobre la herramienta y genera un gran desgaste en el filo de la cuchilla. El aumento del desgaste tiende a reventar los perfiles que se mecanizan. Por esta razón se requiere una herramienta con la geometría adecuada y el material de corte óptimo. Para el mecanizado de grafito MAPAL utiliza herramientas de metal duro con recubrimiento de diamante o herramientas de PCD.
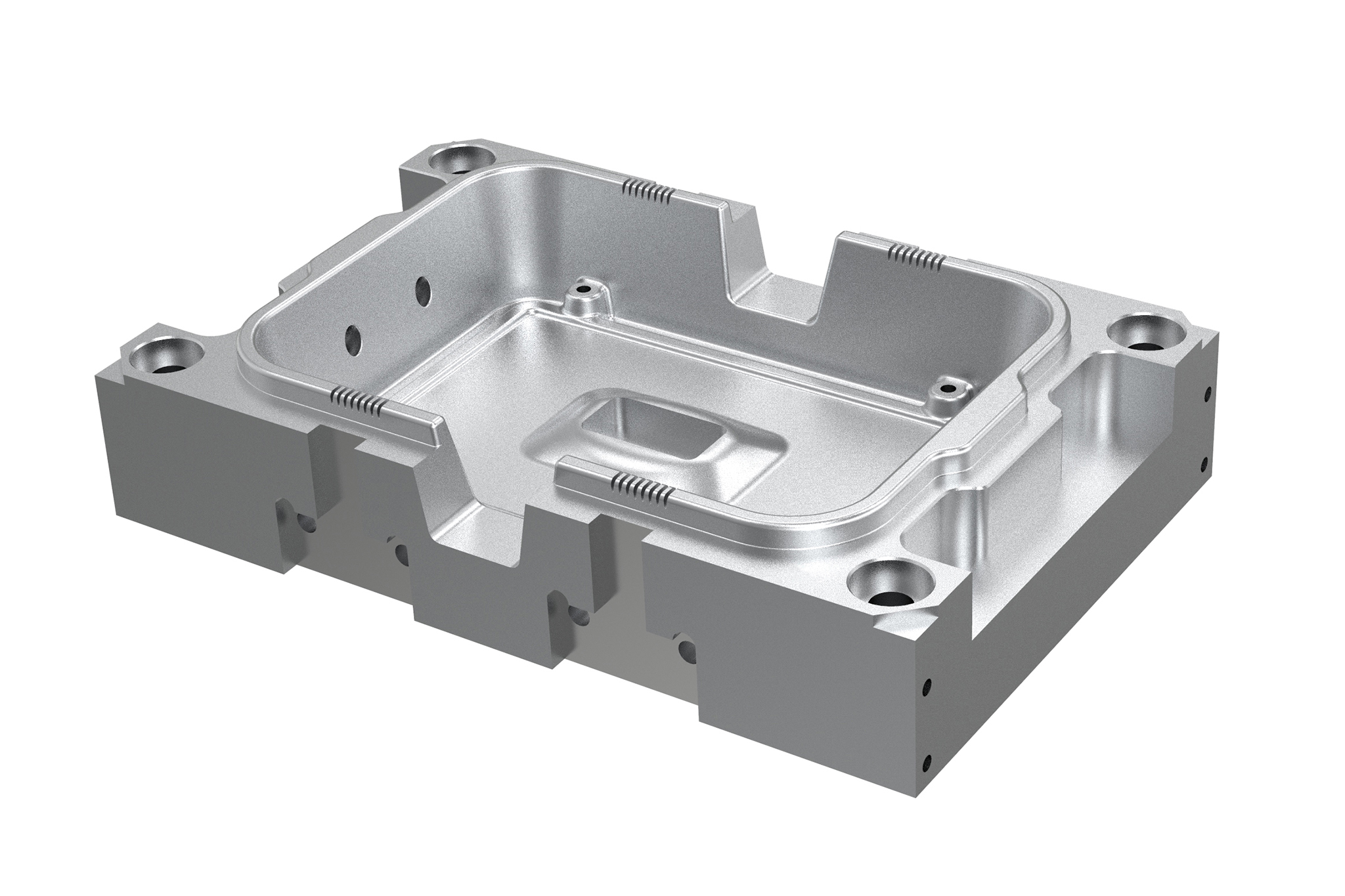
Ejemplo de aplicación:
Electrodos para electroerosión (procesos EDM)
De la pieza sin tratar a la pieza terminada
La herramienta adecuada a pocos clics En función del mecanizado, la operación concreta y los requisitos de la herramienta se consigue de forma más rápida la herramienta deseada.
1 / 8
Superficies en 2D
En esta categoría se incluyen los procesos de mecanizado ejecutados directamente en la máquina como el fresado plano, fresado de cajeras y paredes rectas. También el trabajo en geometrías complejas que se pueden programar con un software CAM.
En los sectores de la fabricación de moldes y troqueles, los moldes complejos forman parte del día a día. El desarrollo continuo de las máquinas-herramienta y del software CAM mantienen en aumento el nivel del rendimiento y la productividad. Por eso, las herramientas usadas también deben cumplir siempre los requisitos de la última generación. Para alcanzar los mejores resultados, hay que analizar el proceso al comienzo del diseño.
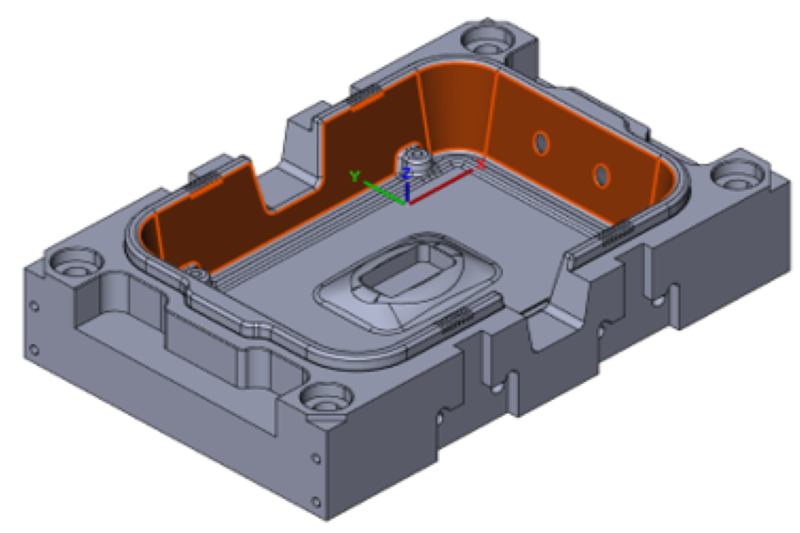
Los insertos de molde representan también las tareas de mecanizado necesarias para el moldeo o diversos componentes. Cada vez más, los usuarios mecanizan las cajeras abiertas (mecanizado de volumen) con fresado trocoidal. Este sistema de mecanizado facilita que se mejoren los tiempos de mecanizado y prolonguen la duración de la herramienta.
Las cajeras cerradas suelen fabricarse con desbastado a escala Z. Normalmente, se elige para ello el fresado de la entrada de mecanizado por medio de una rampa. La elección de la herramienta dependerá del grosor de las paredes y de la inclinación de moldeado del componente. La amplia gama de MAPAL de sistemas modulares también abarca el mecanizado de cajeras profundas de gran diámetro.
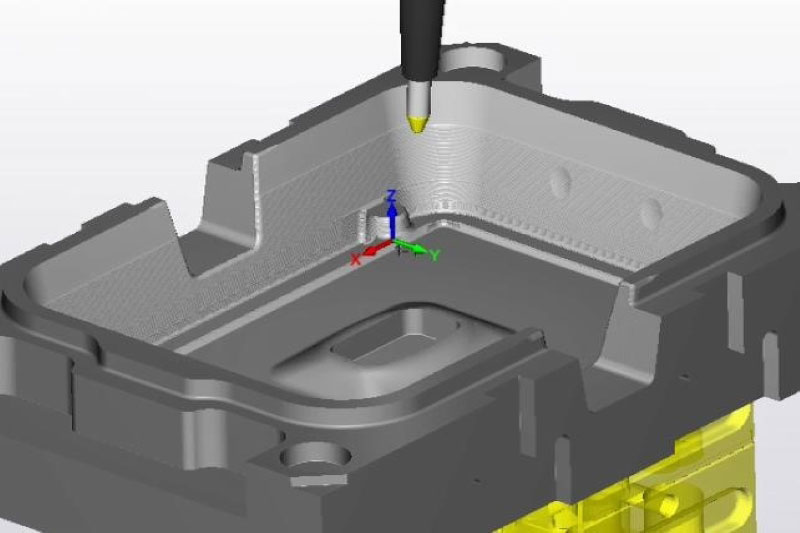
Uno de los puntos importantes de los mecanizados de fresado es reducir el tiempo de mecanizado. Normalmente, con formas de herramienta específicas para el mecanizado se consigue eliminar el proceso de taladrado previo de las cajeras cerradas y redondas. En el fresado helicoidal se programan trayectorias de fresado con entradas helicoidales adecuadas para las dimensiones de las cajeras.
Tratar de lograr superficies planas es muy habitual en los distintos campos de la fabricación de moldes y troqueles: ya sea porque lo requiere el componente, la estrategia por medio del mecanizado de fresado correspondiente o por medio de los requisitos de superficies de cierre de molde, así como secciones y troquelados. Por tanto, la herramienta adecuada se elegirá en función del uso y de los requisitos.
Los moldes de plástico por inyección y los moldes de fundición de presión suelen tener nervaduras y paredes finas. Por ejemplo, cada vez se fresan más nervaduras, porque dicho proceso es más rentable que el proceso EDM (electroerosión). Por norma general, se usan herramientas de metal duro largas o extralargas de diámetro pequeño. En estos casos, también se pueden emplear las soluciones específicas de cada cliente (RibCutter) correspondientes a la forma de la nervadura.
En los sectores de la fabricación de moldes y troqueles hay infinidad de procesos de taladrado en macizo: Por ejemplo, grandes perforaciones en columnas guía, perforaciones profundas para sistemas de refrigeración o perforaciones de gran precisión para pasadores expulsores. Para cada uno de los pasos de fabricación, MAPAL ofrece una amplia variedad de herramientas de taladrado y escariado.
Para una clara organización de las existencias de herramientas es importante también una gestión de compra optimizada.
2. Logística de herramientas
Rentabilidad incluso en la periferia del mecanizado: los sistemas inteligentes de distribución reducen los tiempos improductivos de manera significativa.
3. Ingeniería
Los especialistas en mecanizado asisten en la ingeniería del proceso, por ejemplo, con simulaciones CAM, asesoramiento general y elaboración de estrategias rentables de mecanizado.
4. Medición y ajuste
Los dispositivos de ajuste y medición fiables impresionan por su precisión y fácil manejo durante el ajuste de las herramientas.
5. Herramientas y técnica de sujeción
Desde el husillo hasta la cuchilla: MAPAL ofrece un amplio catálogo de herramientas y técnica de sujeción para la fabricación de moldes y troqueles.
6. Mecanizado
Procesos de mecanizado eficientes y estrategias de mecanizado adaptadas al máximo nivel tecnológico.
7. Digitalización y automatización
Digitalización fácil y rápida: la c-Connect Box transmite digitalmente los datos de medición del dispositivo de ajuste a la máquina herramienta. Además, entre otras cuestiones, supervisa el estado de la máquina.
8. Reacondicionamiento
En muy poco tiempo los clientes reciben sus herramientas reacondicionadas en la calidad de fabricante. Si se solicita, también hay servicio de recogida y entrega.
Flujo de trabajo de ingeniería: de la teoría a la práctica
El reto de MAPAL es encontrar la solución perfecta para satisfacer las necesidades de los clientes. Aparte de las soluciones especiales de cada uno y una amplia gama estándar de productos, prestamos una gran variedad de servicios para organizar de forma óptima desde la concepción del producto hasta la última viruta del proceso al completo. Los clientes podrán confiar en la dilatada experiencia en el sector del mecanizado de este líder tecnológico.
1. Petición del cliente
Los asesores de ventas de MAPAL están directamente disponibles para las peticiones individuales. En una reunión personal se revisa junto con los clientes las necesidades concretas y el alcance (mecanizado completo o parcial) y se habla sobre los detalles directamente en el modelo en 3D del componente.
El equipo de fabricación de moldes y troqueles de MAPAL estará encantado de atender sus consultas al correo electrónico y se pondrá en contacto con usted lo antes posible.
2. Análisis de proyecto
Basándose en los modelos en 3D y los datos de la máquina MAPAL y el cliente analizan las tareas de fabricación y desarrollan eficaces estrategias de mecanizado.
El análisis del proyecto consta de lo siguiente:
Propuestas para todos los pasos del mecanizado
Lista de herramientas
Optimización del proceso
3. Diseño del proceso
Independientemente de si el objetivo es la flexibilidad o la productividad, los especialistas en mecanizado simulan el elaborado proceso basándose en modelos 3D y señalan de este modo el potencial de optimización. Comprueban y mejoran los parámetros de mecanizado en la programación CAM y garantizan así una fabricación estable y rentable.
El diseño del proceso comprende lo siguiente:
Análisis de durabilidad del componente
Definición de datos de tecnología
Programación de CAM
4. Solución de mecanizado
El amplio catálogo estándar para la fabricación de moldes y troqueles presentado por MAPAL ofrece la solución óptima de herramientas para cada aplicación. En caso necesario, también hay disponibles soluciones especiales personalizadas.
Ventajas para los usuarios:
Amplio catálogo estándar
Puesta a disposición de datos de la herramienta
5. Pruebas de herramientas y oferta
Después de analizar la estrategia de mecanizado, MAPAL asiste a sus clientes durante el uso de las herramientas requeridas en el proceso. Esto es la base para una oferta fundamentada y acorde con la aplicación correspondiente.
6. Colaboración
Incluso después de haber colaborado de forma satisfactoria, los especialistas de MAPAL siguen estando muy en contacto con el cliente. Si con el tiempo surgieran posibles mejoras u otras herramientas que se consideren mejores, MAPAL ofrecerá su asistencia con mucho gusto para seguir mejorando la productividad y rentabilidad.
Asimismo, con el fin de garantizar la fabricación eficiente a largo plazo, MAPAL aporta gran variedad de opciones dentro de la gestión de herramientas.
Opciones de gestión de herramientas:
Sistemas de entrega
Servicio de reafilado
Amplia gama de productos en dispositivos de ajuste y medidores
CORMOL from Portugal manufactures stamping tools, for which it has been working closely with MAPAL since 2022. With the OptiMill-3D-HF, CORMOL has found a reliable and economical tool solution.








































 1 / 8
1 / 8