
15.05.2020
Kosten senken mit ausgefeilten Werkzeuglösungen
MAPAL Werkzeuge entfalten ihr Rationalisierungspotenzial über die gesamte Betriebsdauer hinweg
In der zerspanenden Fertigung ist der Kostenanteil für die Beschaffung von Werkzeugen mit unter zehn Prozent der Gesamtbetriebskosten auf den ersten Blick kein wesentlicher Stellhebel für Rationalisierungsüberlegungen. Jedoch lohnt es sich, über den Prozess hinweg den Einfluss von Werkzeugen zu analysieren und ihre direkten Kosten ebenso wie von ihnen indirekt beeinflusste Kosten zu optimieren. Dem Anspruch der Gesamtbetriebskostenbetrachtung stellt sich MAPAL ganz bewusst: „Werkzeugverbundene Kosten haben einen beträchtlichen Einfluss auf die Gesamtbetriebskosten“, unterstreicht Siegfried Wendel, Senior Vice President Global Sales von MAPAL. „Es lohnt sich daher, bei der Entscheidung für ein Werkzeugkonzept weniger die reinen Anschaffungskosten einzelner Komponenten als vielmehr die Kosten der Prozesslaufzeit zu betrachten. Und in diesem Zusammenhang den Einfluss der Werkzeuge auf die Gesamtkosten. So sind unsere Produkte nicht auf den günstigsten Verkaufspreis hin optimiert, sondern entfalten ihr Potenzial über die komplette Betriebsdauer hinweg.“

Einflussfaktoren von Werkzeugen auf die Gesamtbetriebskosten
Kombinationswerkzeug spart 83.000 Euro pro Jahr
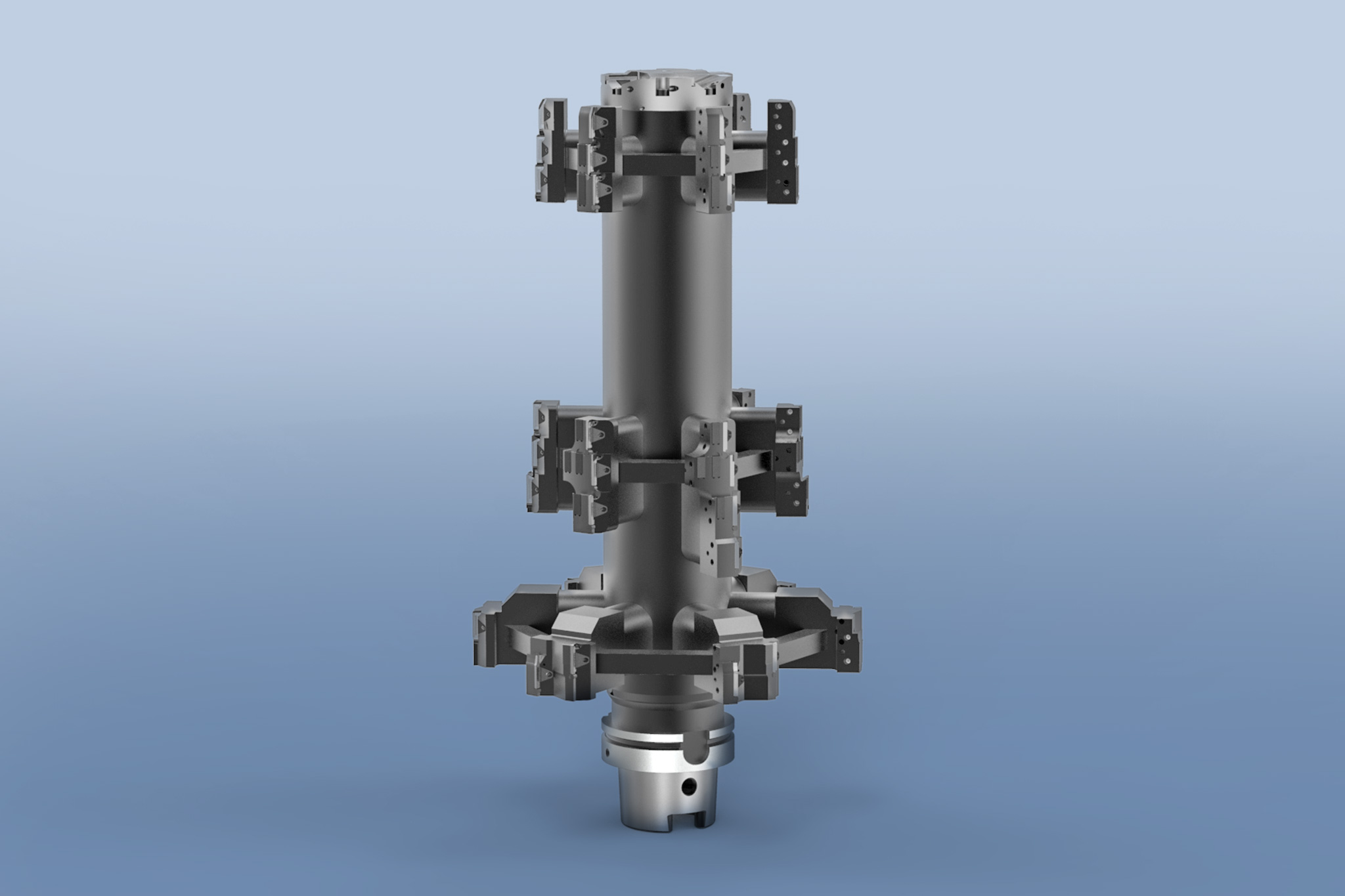
Das klassische Beispiel für eine direkte Reduzierung von Betriebskosten sind Kombinationswerkzeuge. So auch in einem Anwendungsfall aus der Automobilindustrie: Ein Getriebegehäuse aus der Aluminiumgusslegierung AlSi9Cu3 wird auf einem Standardbearbeitungszentrum mit HSK-Schnittstelle bearbeitet. Konkret handelt es sich um die Bearbeitung der Hauptzugbohrung mit Einstichen. Dabei steht die Genauigkeit der großen Durchmesser bei unterbrochenem Schnitt im Fokus der Betrachtung. Die Kontur ist vorgegossen mit einem Aufmaß von 2-4 mm. Eine Vorbearbeitung findet nicht statt. Für die Werkzeugauslegung hatte der Kunde vorgegeben,
- die Bearbeitung mit möglichst wenigen Werkzeugen auszuführen;
- die Produktivität durch die Kombination von Werkzeugen zu erhöhen;
- gleichzeitig aber die Anforderungen an Maximalgewicht und Kippmoment einzuhalten.
Das Bauteil neigt aufgrund seiner dünnen Wandungen bei der Bearbeitung zu Vibrationen. In Kombination mit extremen Längen-Durchmesser-Verhältnissen, aufwendigen Konturzügen, notwendigen Kontrollschnitten und Toleranzen im IT6-Bereich stellt die Zerspanung große Ansprüche an die Werkzeugtechnologie.
MAPAL realisiert die Bearbeitung, im Gegensatz zum Wettbewerber, mit nur einem Kombinationswerkzeug. Die genannten Anforderungen an Gewicht und Kippmoment stellen kein Problem dar, das Werkzeug ist in Leichtbauweise ausgeführt. Die Taktzeit reduziert sich; die Zeitersparnis auf die Jahresproduktionsmenge bezogen beläuft sich auf ganze 833 Stunden. Kalkuliert mit einem Maschinenstundensatz von 100 Euro pro Stunde, spart der Anwender mehr als 83.000 Euro pro Jahr.
Höhere Maschinenauslastung, reduzierte Werkzeugkosten, mehr Prozesssicherheit
Die Bearbeitung der Rohrplatten von Rohrbündelwärmetauschern zeigt, wie sich die Werkzeugauslegung auch auf die Kosten auswirkt, die für die Prozesssicherheit aufzubringen sind. Die Rohrplatte bildet den Abschluss der Rohrbündel von Wärmetauschern und weist je nach Größe des Wärmetauschers eine Vielzahl, nicht selten mehrere hundert, Bohrungen auf. Um zu gewährleisten, dass das Medium an diesem Bauteilübergang nicht entweicht, sind die Bohrungen mit hohen Anforderungen an Positionsgenauigkeit und Maßhaltigkeit definiert. Aufgrund der Toleranzanforderungen und der Kosten von Vollbohroperationen wirkt sich hier die Auswahl des Werkzeugs ganz besonders aus.
Der dreischneidige Wechselkopfbohrer TTD-Tritan von MAPAL zeigt in dieser Anwendung sein volles Potenzial. Das Wechselkopfsystem steht durch seinen geringen Einsatz des kostenintensiven Vollhartmetalls für Ressourceneffizienz und reduzierte Lagerkosten. Gleichzeitig erreicht es ein Vollhartmetallbohrern entsprechendes Leistungsniveau. In diesem Anwendungsfall ist jeder Bearbeitungsdurchmesser in mehreren Längen nötig. Die separate Bevorratung von Bohrköpfen und Haltern ergibt in diesem Fall einen noch verstärkten positiven Effekt auf die Lagerkosten.
So bearbeitet der TTD-Tritan Rohrplatten aus Kohlenstoffstahl SA-516-70N mit einem Durchmesser von 25,6 mm und einer Bohrungslänge von 63,5 mm und erreicht im Vergleich zum zuvor eingesetzten zweischneidigen Werkzeug eines Mitbewerbers große Verbesserungen. Der Wechselkopfbohrer reduziert die Bearbeitungszeit um 57 Prozent: Für 550 Bohrungen braucht das MAPAL Werkzeug lediglich 29 Minuten. Diese Verbesserung resultiert aus einer um 59 Prozent höheren Vorschubgeschwindigkeit des TTD-Tritan einerseits. Andererseits aus einer Verbesserung des Prozesses: Für den Anwender entfallen das Pilotieren und die anschließende Reinigung des Bauteils. Der TTD-Tritan verbessert darüber hinaus die direkten Bearbeitungskosten, da der Standweg mit dem dreischneidigen Wechselkopfbohrer um 90 Prozent länger ist als der des Wettbewerbswerkzeugs.

Reduzierte Gesamtbetriebskosten durch Wegfall eines Einstellvorgangs
Reib- und Feinbohranwendungen mit extrem hohen Anforderungen an Form- und Lagetoleranzen sind das Hauptanwendungsgebiet von Führungsleistenwerkzeugen. Ihr Vorteil: Die Präzisionsschneiden sind µm-genau in Durchmesser und Verjüngung einstellbar. Ihr Nachteil: Die Schneiden müssen in Durchmesser und Verjüngung eingestellt werden. Diese Einstellvorgänge nehmen Zeit in Anspruch und setzen Know-how beim Bediener voraus. Mit der Entwicklung des EasyAdjust-Systems trägt MAPAL diesem höheren Aufwand Rechnung. Ein hochpräzises Justiersystem mit Kassette und voreingestellter Verjüngung ersetzt einen der beiden Einstellvorgänge. Die Präzision bleibt gleich, das Handling ist einfacher.
In einem Anwendungsbeispiel ist eine Außenreibahle mit Innendurchmesser 75 mm mit dem EasyAdjust-System ausgestattet. Die Reibahle bearbeitet Zapfen an Planetenträgern aus Vergütungsstahl. Die Zapfen haben bei 75 mm Durchmesser eine Toleranz von 18 μm, die maximale Abweichung der Zylinderform beträgt lediglich 5 μm. Speziell bei Außenreibahlen entfaltet sich das Potenzial des EasyAdjust-Systems. Denn die Einstellelemente sind bei Außenreibahlen schwer zugänglich und erschweren so zusätzlich den Einstellprozess. Der Wegfall der Verjüngungseinstellung macht sich daher stark bemerkbar. Die hohe Präzision kombiniert mit einer wirtschaftlichen, vierschneidigen TEC-Wendeplatte sorgt für maximale Wirtschaftlichkeit der Bearbeitung: Auf einem Bearbeitungszentrum arbeitet die Außenreibahle mit einer Schnittgeschwindigkeit von 120 m/min und einer Vorschubgeschwindigkeit von 60 mm/min. Eine Schneidkante bearbeitet dabei 470 Zapfen. Erst nach 1.880 Zapfen kommt eine neue Wendeschneidplatte zum Einsatz.

Digitale Dienstleistungen senken Gesamtbetriebskosten durch Verlässlichkeit in der Produktion
Die Vorteile der digitalen Vernetzung sind hinlänglich bekannt. Auch in der zerspanenden Fertigung sind digitale Möglichkeiten als Treiber für die Gesamtbetriebskosten nicht mehr wegzudenken. Doch stellen die Investitions- und Initialisierungskosten digitaler Dienstleistungen oft eine Hürde für zerspanende Betriebe dar. Schließlich stehen dabei häufig Themen wie eine Modernisierungsanforderung an den bestehenden Maschinenpark oder eine Installation bei stehender Fertigung im Raum.
Die Open-Cloud-Plattform c-Com bietet mit c-Connect eine einfache und kostengünstige Vernetzung von Bearbeitungsmaschinen an. c-Connect ermöglicht die digitale Übertragung von Werkzeugmessdaten vom Einstellgerät zur Maschine, registriert Bestandsbewegungen und kann mittels der c-Connect Box und verschiedener Sensoren den Maschinenstatus überwachen. Unkompliziert, kompatibel und schnell. Für die Anwender stellen sich unmittelbar kostensenkende Effekte ein, unter anderem:
• Manuelle Eingabefehler der Werkzeugdaten sind ausgeschlossen;
• Werkzeugdaten, wie zum Beispiel die Standmenge, stehen auch nach dem Abrüsten zur Verfügung
• Transparente Daten für alle Beteiligten;
• Maschinenstillstände werden minimiert.




