
Absperrventil-Gehäuse
Absperrventilgehäuse aus EN-GJL-250
Ausgangssituation beim Kunden
/Absperrventil.607-2-.jpg)
- Große Bauteilvielfalt (DN 65 – DN 300)
- Flexible Bearbeitung auf Bearbeitungszentrum erforderlich
- Herausfordernde Bearbeitung am Bauteil durch Herstellen von definierten Oberflächen
Besonderheiten der Lösung
- Hohe Vorschübe realisierbar, definierte Rautiefe Ra 12,5 erfordert einen nötigen Mindestvorschub von fz= 0,8 mm
- Großer Radialhub und modulare Werkzeugschnittstelle ermöglichen eine bauteilübergreifende, geringe Anzahl an Werkzeugen
- Automatischer Werkzeugwechsel
- Einstellen der Werkzeuge Hauptzeitneutral durch Schwesterwerkzeuge
- Möglichkeit zum Voreinstellen auf Einstellgerät durch flexiblen Prozess
- Wendeschneidplattentechnologie für geringe Schneidstoffkosten
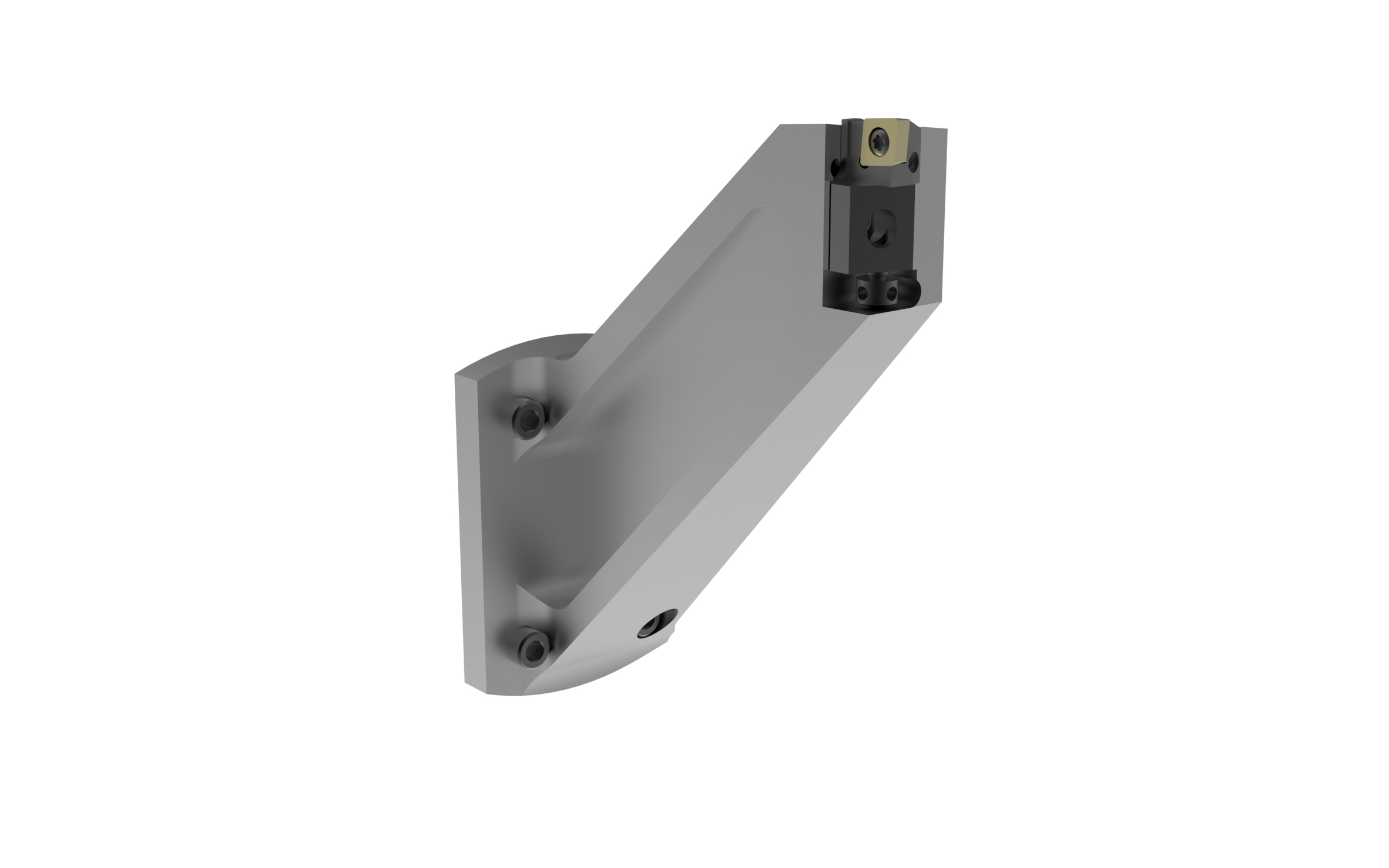
Werkzeughighlights
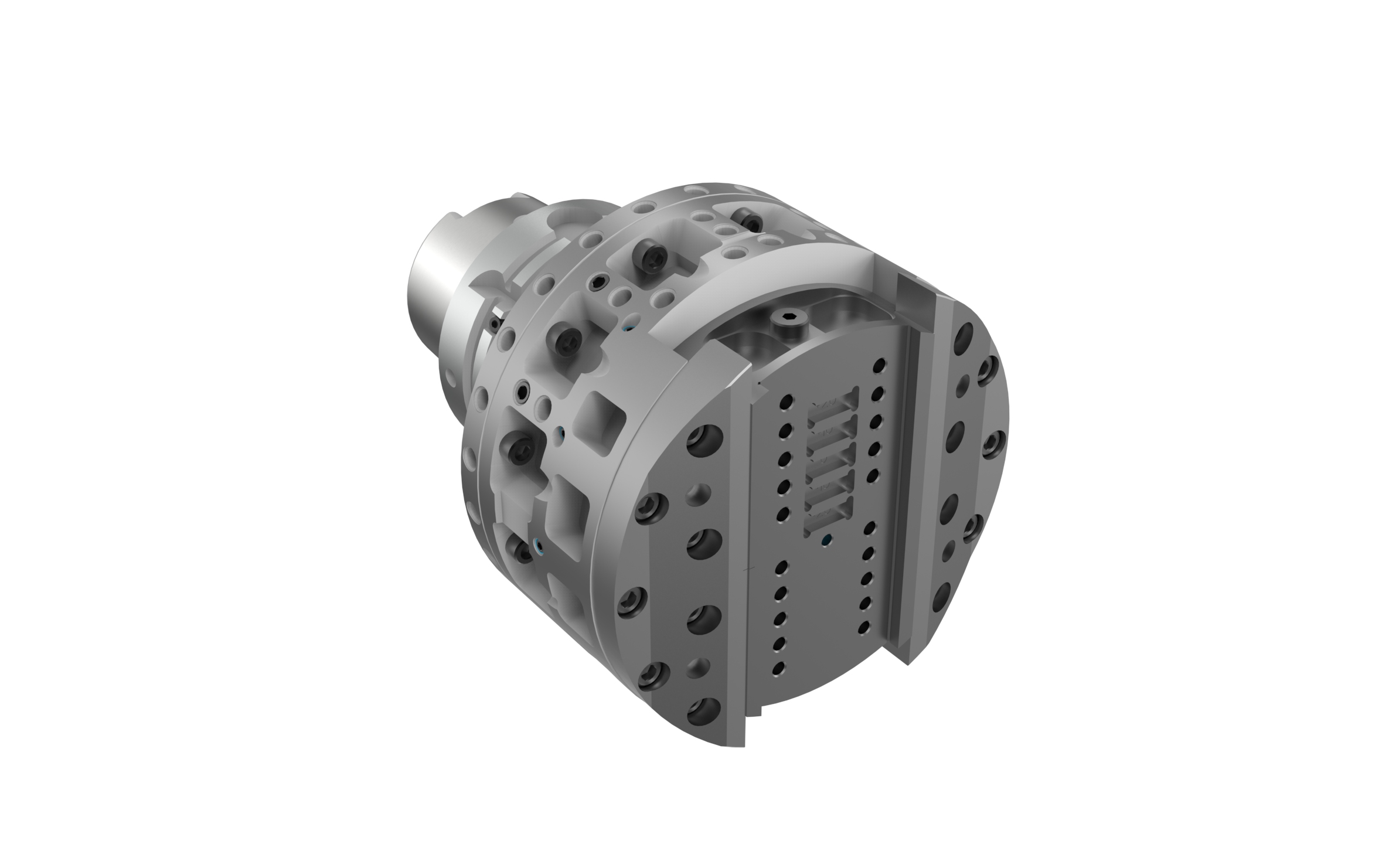
- Automatischer Werkzeugwechsel für flexiblen Einsatz der Werkzeuge
- Aufsatzwerkzeuge können in fünf Stufen versetzt werden, um großen Durchmesserbereich abzudecken
- Optimale Kühlmittelzufuhr zentral über das Aufsatzwerkzeug direkt auf die Schneide


Vorteile
- Große Bauteilvielfalt wird durch nur ein Werkzeugsystem abgedeckt werden
- Bearbeitung der Flanschflächen und Sitzringe in einer Aufspannung realisierbar
- Keine Umspannfehler und maximale Produktivität
- Aussteuertechnologie ermöglicht gratfreie Konturübergänge und kurze Taktzeiten, sowie das Herstellen von definierten Oberflächen
- Toleranzen und Qualitäten können aufgrund von Werkzeugverschleiß flexibel korrigiert werden