Elektrifizierte Nebenaggregate
Als Folge der Elektrifizierung in der Automobilindustrie werden auch im Antrieb von Verbrennungsmotoren immer mehr Aufgaben durch elektrifizierte Komponenten übernommen. Durch die Elektrifizierung der Nebenaggregate können diese Komponenten bedarfsgerecht und lastabhängig eingesetzt werden und so zu reduziertem Energieverbrauch beitragen. Sie zeichnen sich durch hohe Zuverlässigkeit und niedrige Schallemissionen sowie hervorragende Energieeffizienz aus.
Nebenaggregat Scrollverdichter
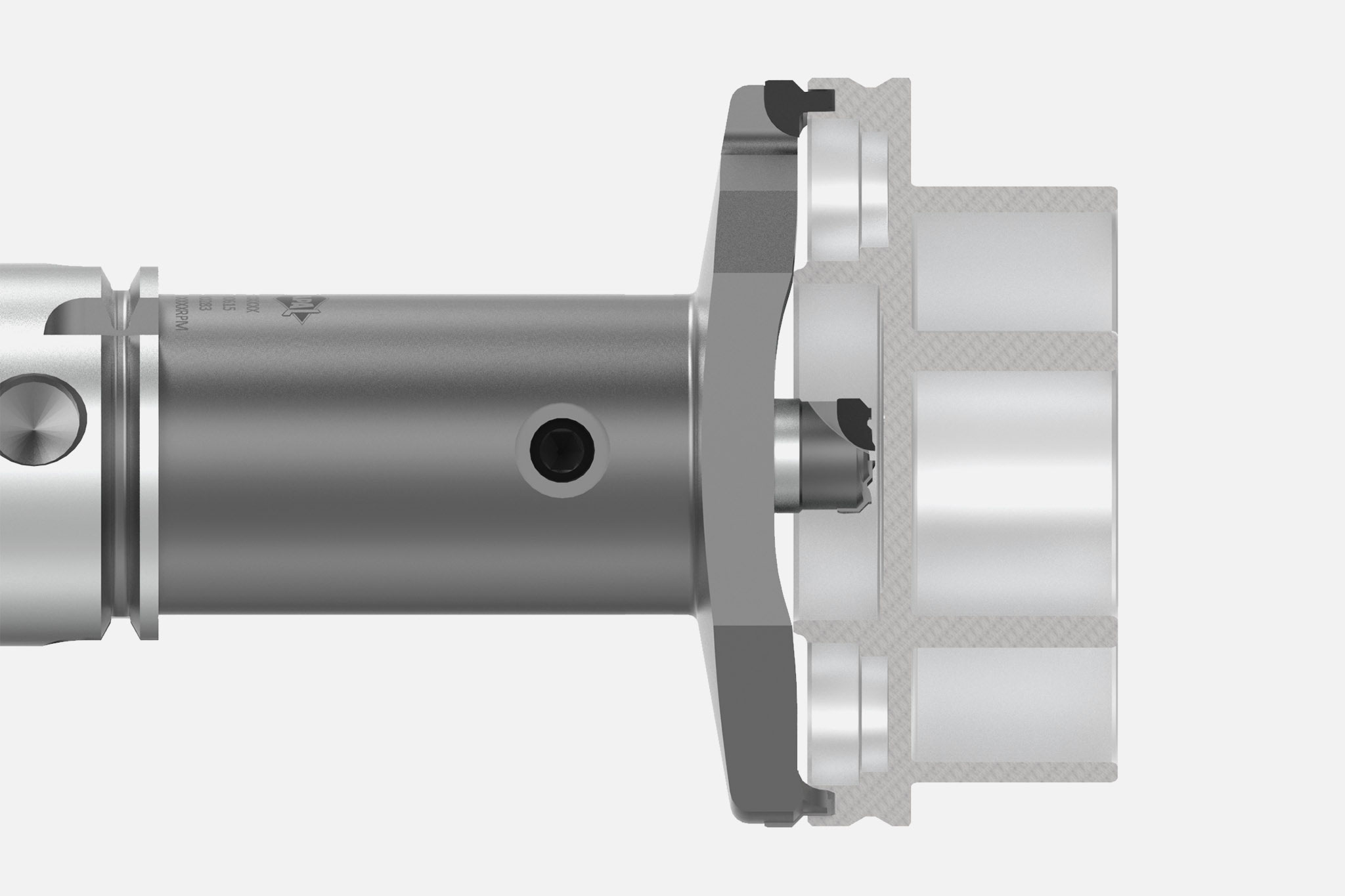
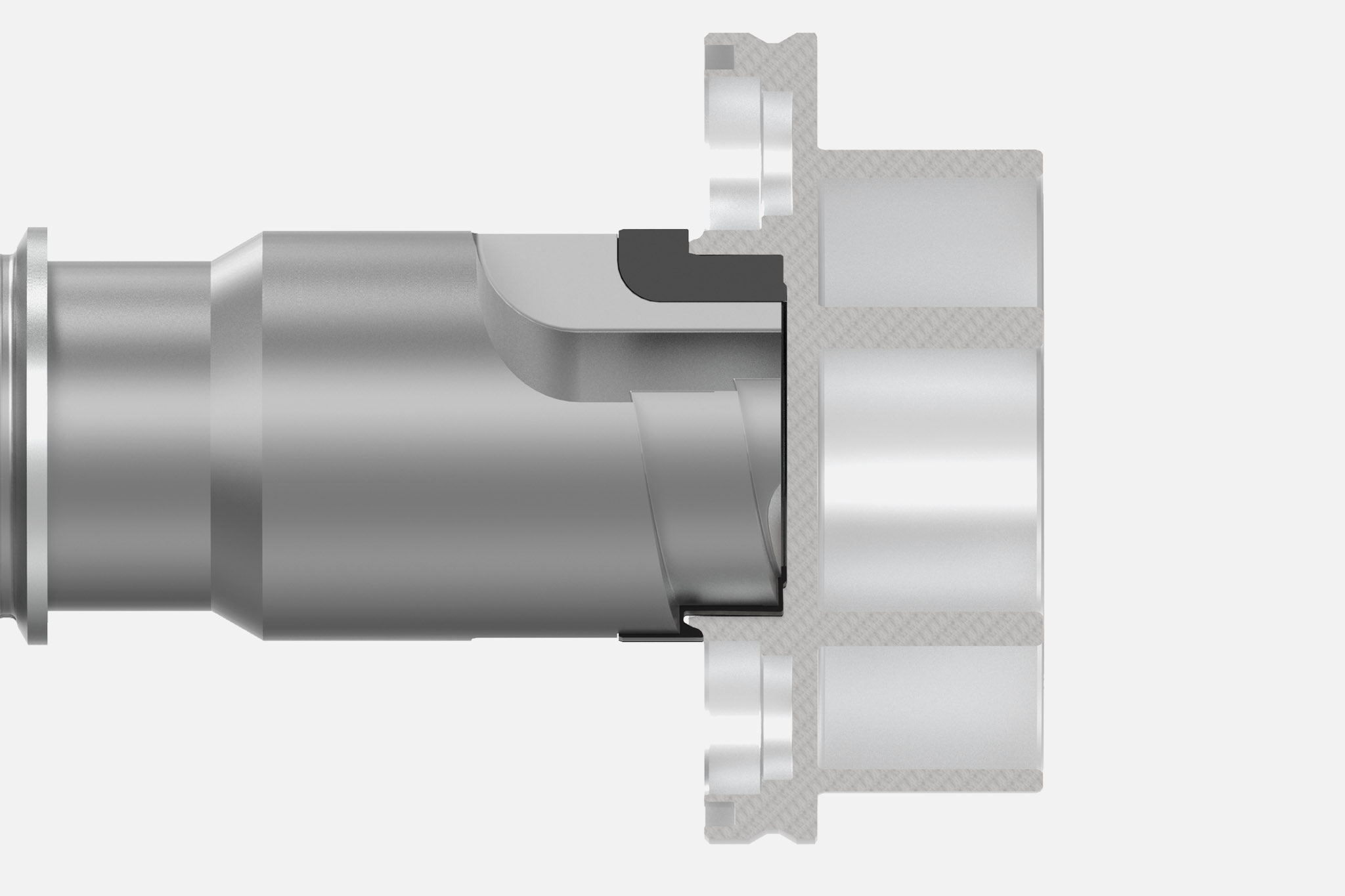
Ein Beispiel für ein elektrifiziertes Nebenaggregat ist der Scrollverdichter, der als elektrischer Kältemittelverdichter im Thermomanagement zum Einsatz kommt. Exemplarisch werden drei spezifische Bearbeitungen an einem Scrollverdichter aus Aluminium für den Einsatz in einem elektrifizierten Fahrzeug vorgestellt.

MERKMALE
- Kernstücke Orbit und Fixed Scroll
- Genauigkeit von Geometrie und Aufnahme entscheidend
- Exakte Positionierung der Spiralen zueinander
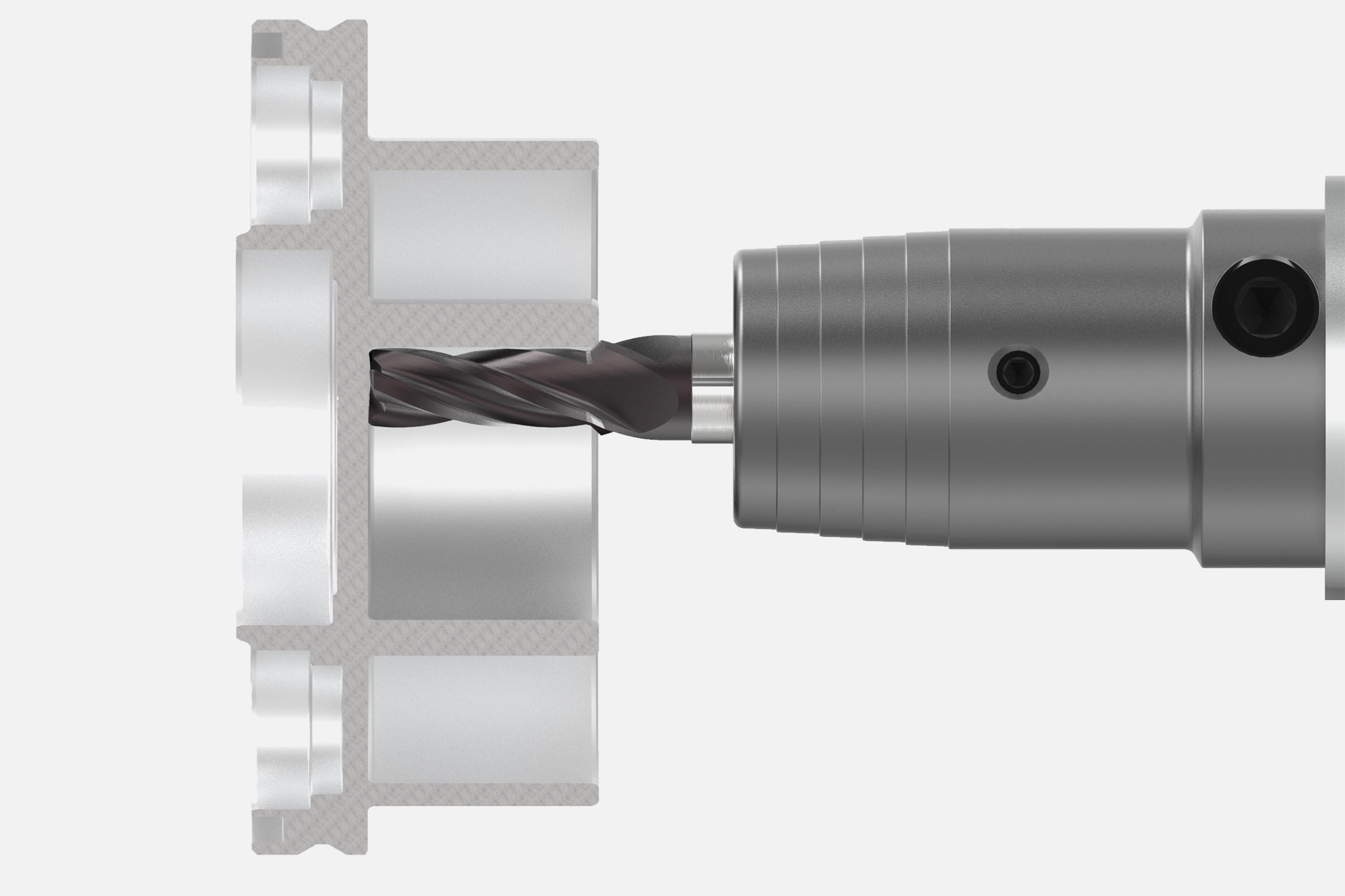
ZERSPANUNGSANFORDERUNGEN
- Hohe Formgenauigkeit der Spiralen (≤ 20 μm)
- Hohe Rechtwinkligkeit der Flanken zur Grundfläche (≤ 20 μm)
- Parallelität und Ebenheit von ≤ 10 μm
- Oberflächenrauheit (Rz) im einstelligen Bereich
- Perfektes Zusammenspiel von Maschine und Werkzeug