创新的液压零件预加工方案
配备强壮的引导钻和镗刀
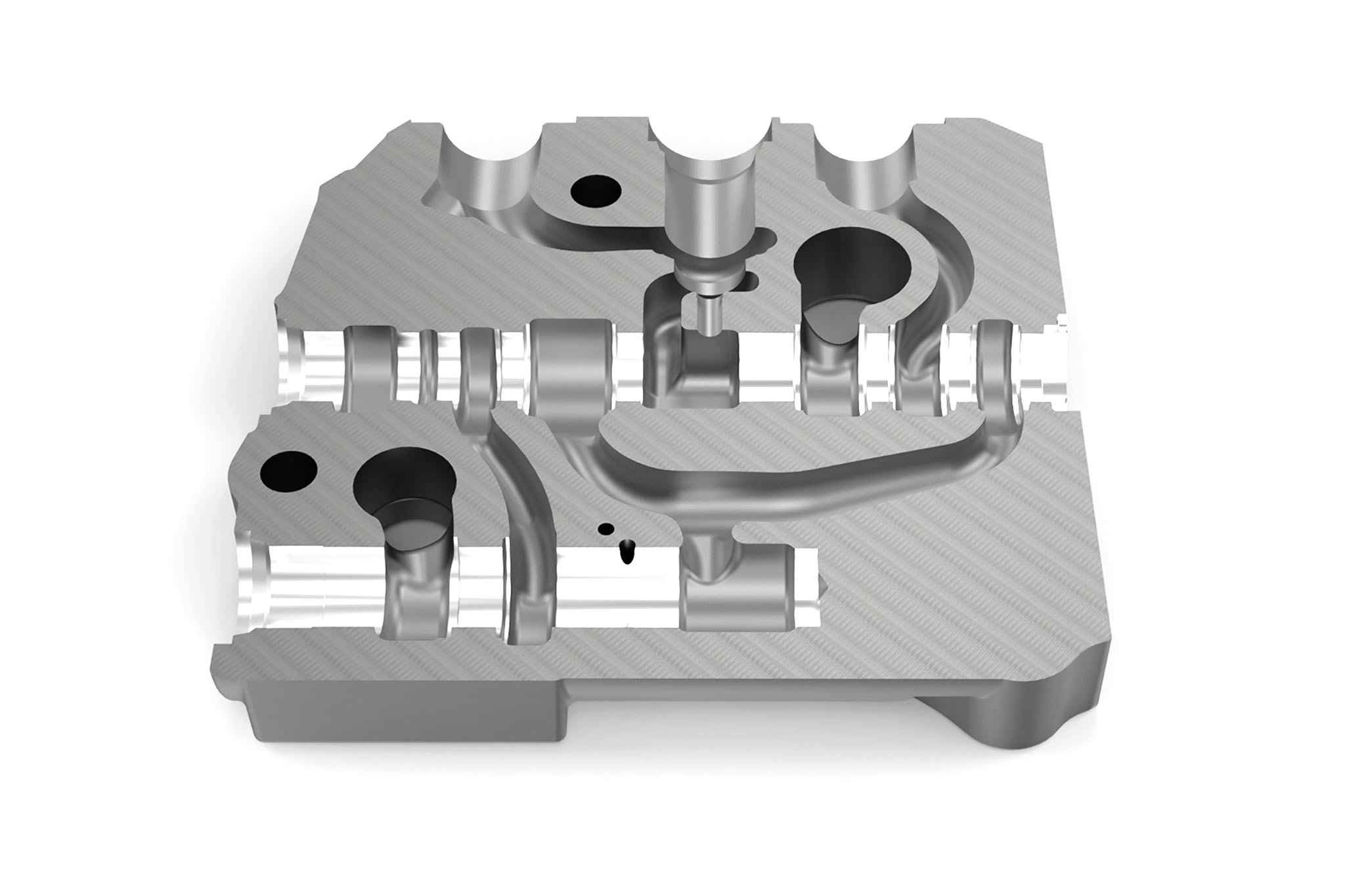
MAPAL扩展了其在液压阀零件阀芯孔加工 上的刀具方案范围。

阀芯作为阀体或轴向柱塞泵等液压部件 的核心元件,用精密镗刀对这些部位进 行精加工一直是MAPAL的核心竞争力之 一。推出的预加工用的全新刀具解决方 案,正进一步巩固MAPAL作为全面技术 合作伙伴的地位。从钻引导孔孔到精加 工——客户能获得来自MAPAL的一站式的 完整加工方案。
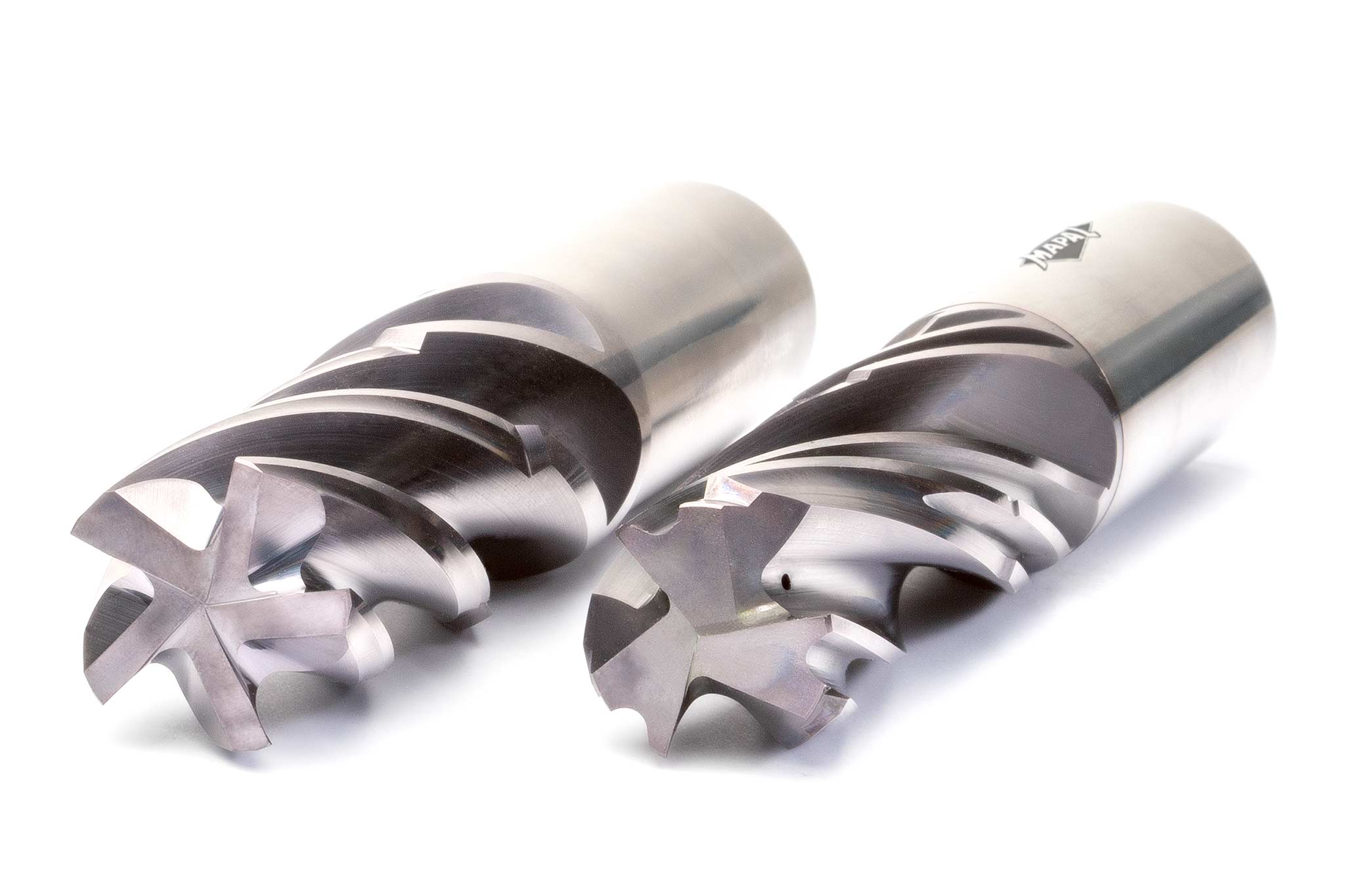
重点是两个新开发的刀具:具有三个或 五个切削刃的先导钻,适用于不同的铸 铁材料,减少工序和换刀次数,加工出 有效且经济性好的的导向孔。三刃钻用 于加工稳定的毛坯件,而五刃钻用于不 稳定铸造毛坯,通过高的进给也能提供 精准的加工效果。
与三刃引导钻一样,三刃整体硬质合金 镗刀也基于MAPAL的多刃倒角专利技术。 这确保了切屑的干净分离,并防止了在 排出切屑过程中的紊流——即使在钻孔 深度高达10xD的情况下亦是如此。有针 对性的内部冷却可延长刀具使用寿命并 能提升工艺可靠性。
这两把刀具都是为后续操作量身定制的 精密加工所用。协调的工艺,降低报废 率和实现最大成本效益,创新的解决方 案在流体动力行业为客户提供可衡量的 附加价值。