Acionamentos eletrificados
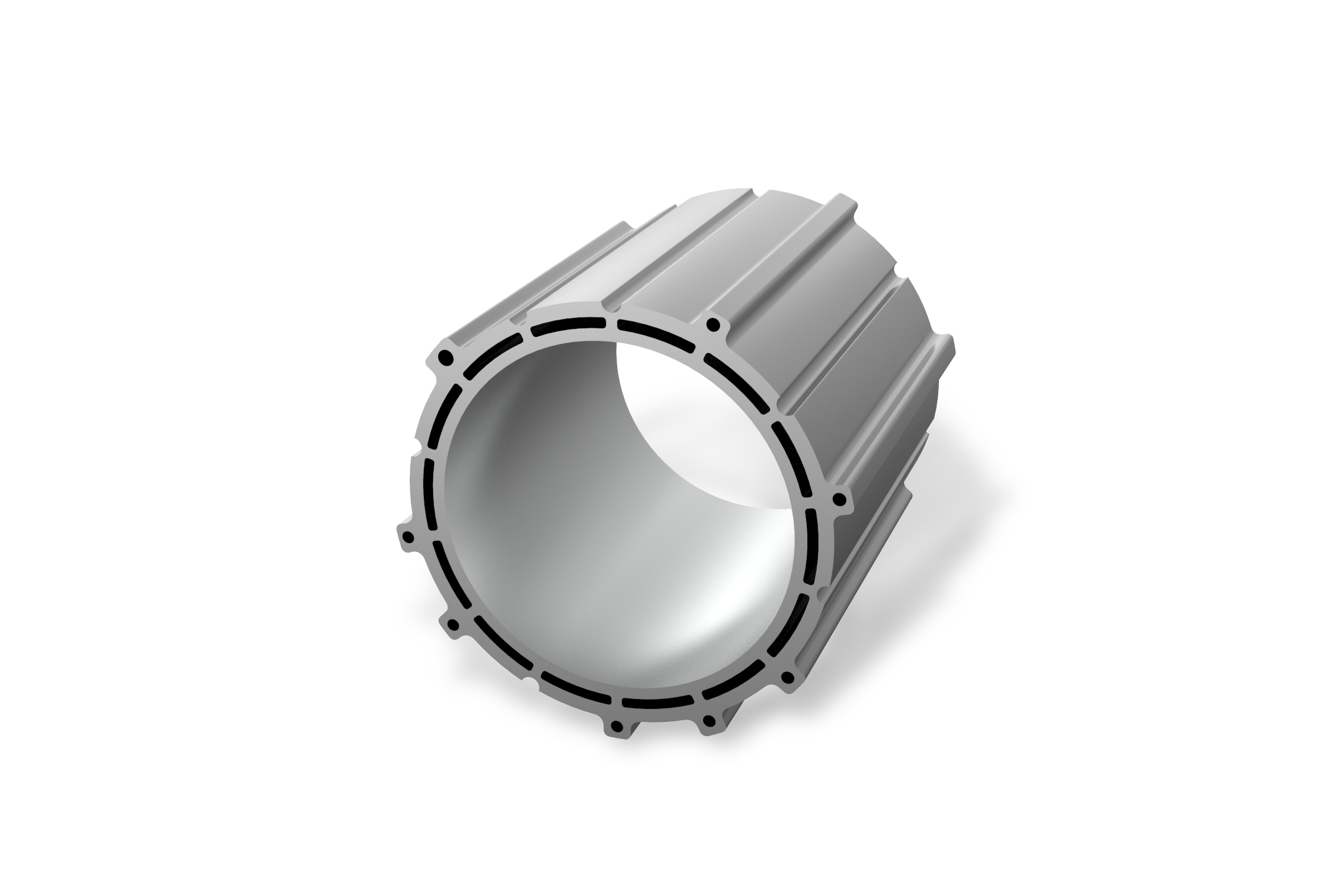
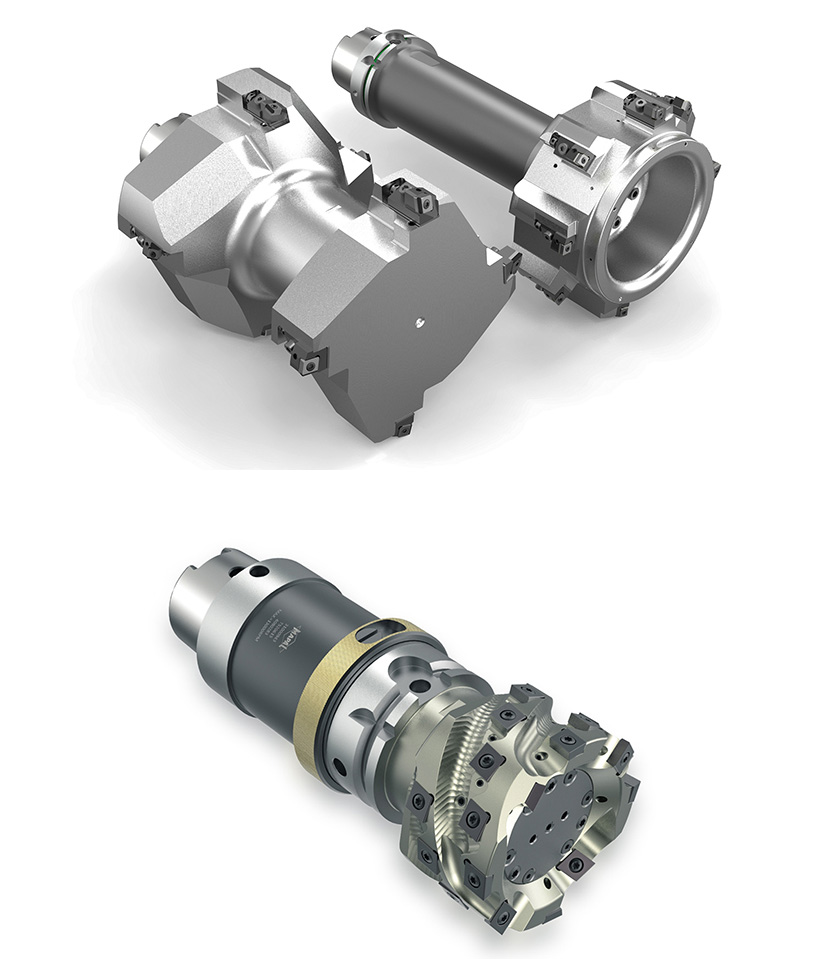
Os fabricantes e fornecedores de automóveis estão enfrentando novos desafios quando se trata de componentes para motores elétricos. O exemplo da carcaça de um motor elétrico mostra o tamanho desses desafios: Em comparação a uma carcaça de transmissão, esta deve ser fabricada dentro de tolerâncias significativamente menores, já que a precisão tem uma influência decisiva na eficiência do motor elétrico.
Além disso, devido à estrutura especial, como canais de refrigeração integrados, a carcaça do motor elétrico é, de modo geral, bem mais fina do que a carcaça de transmissão. Além disso, buchas de rolamento feitas de materiais em aço são pressionadas em algumas dessas caixas. Os escudos de proteção especiais na ferramenta garantem que os cavacos de aço não entrem em contato com os cavacos de alumínio durante a usinagem e as danifiquem.
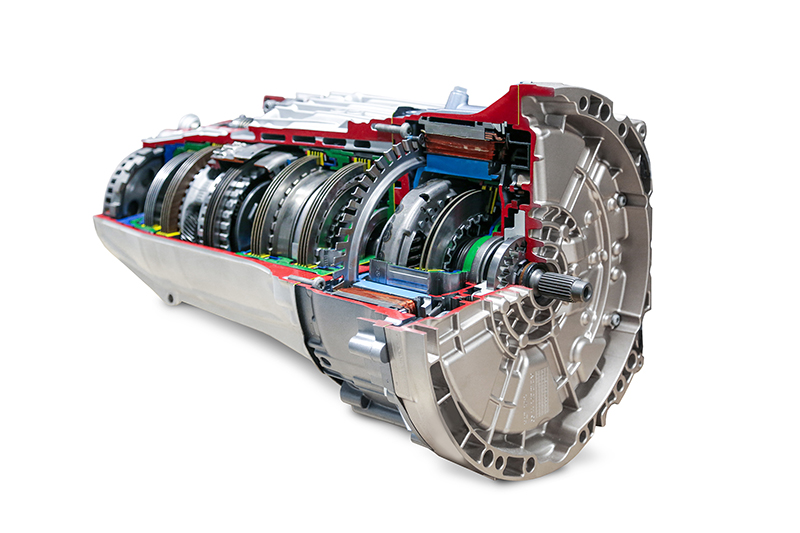
Exigências da usinagem e características dos diferentes tipos de carcaça


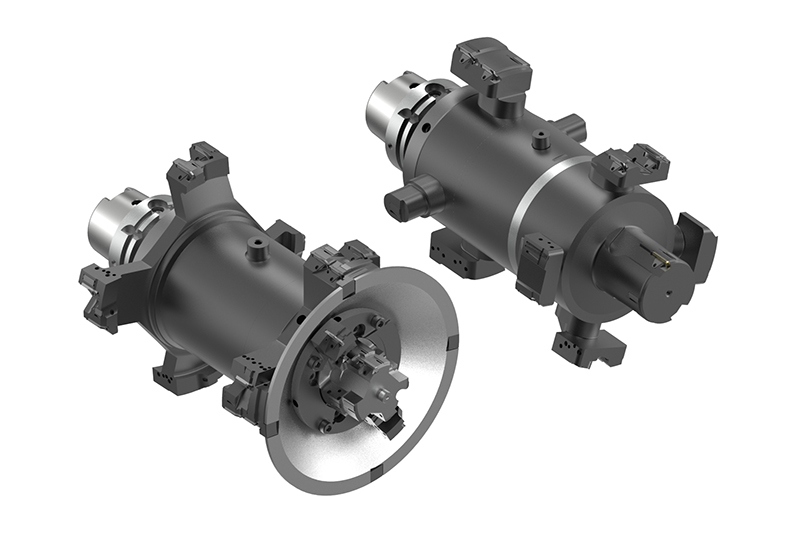
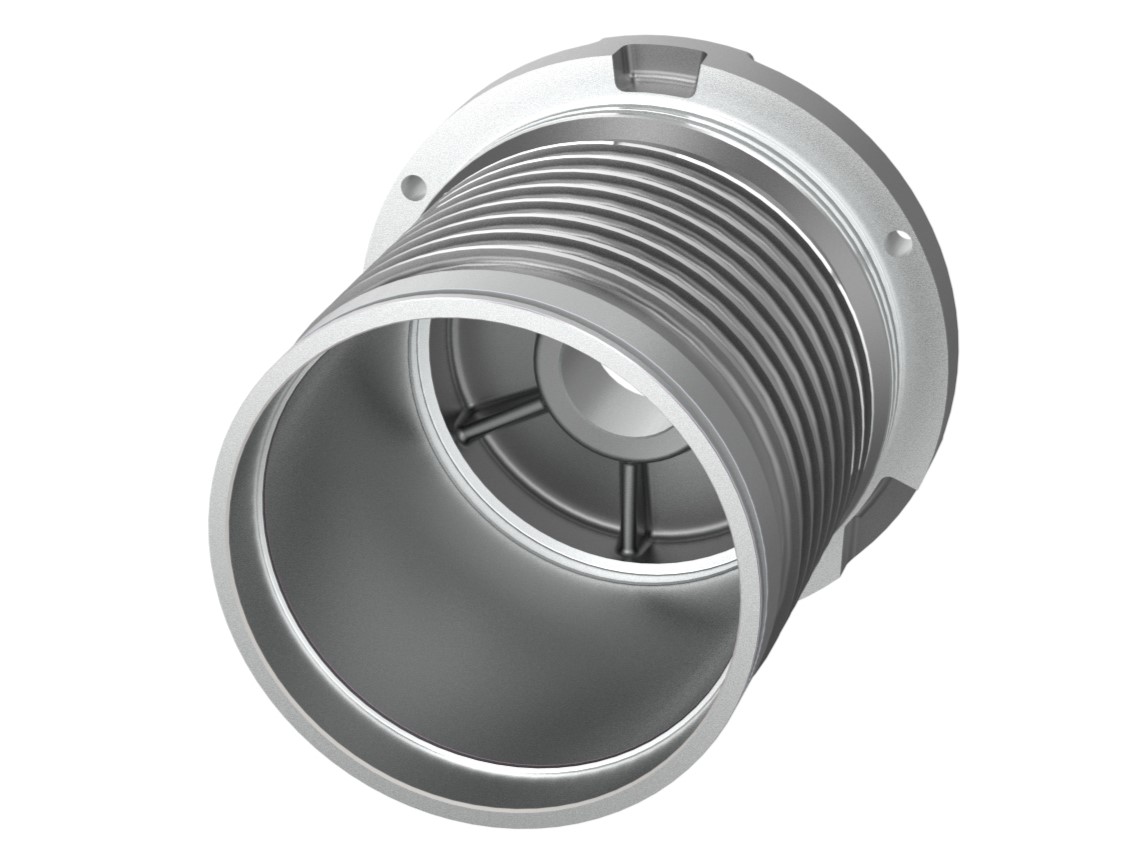
スタータハウジング加工時の基本手順
加工プロセスおよび工具は、取り代の状況、機械装置、クランプシステムに応じて個別に設計されます。そうすることで部品に作用する切削力が可能な限り低く保たれます。スタータ穴の加工は、3つのステップに分かれています。前加工、中仕上げ加工および仕上げ加工に分けられます。

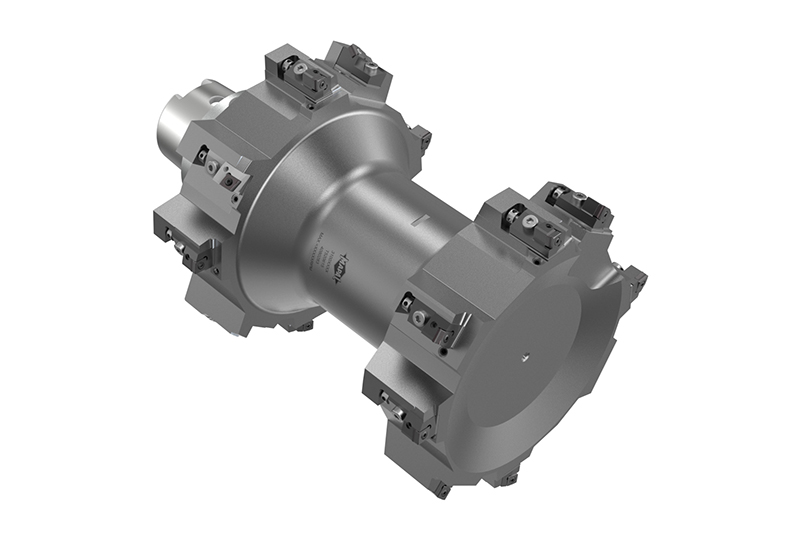
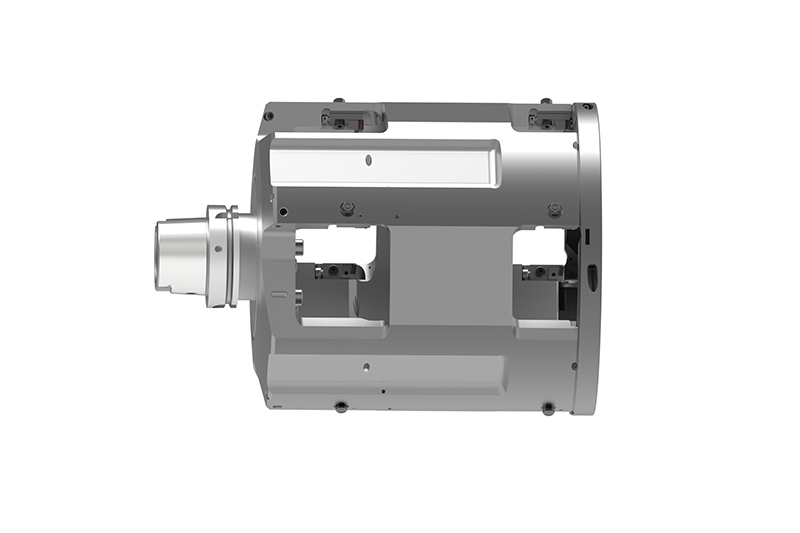
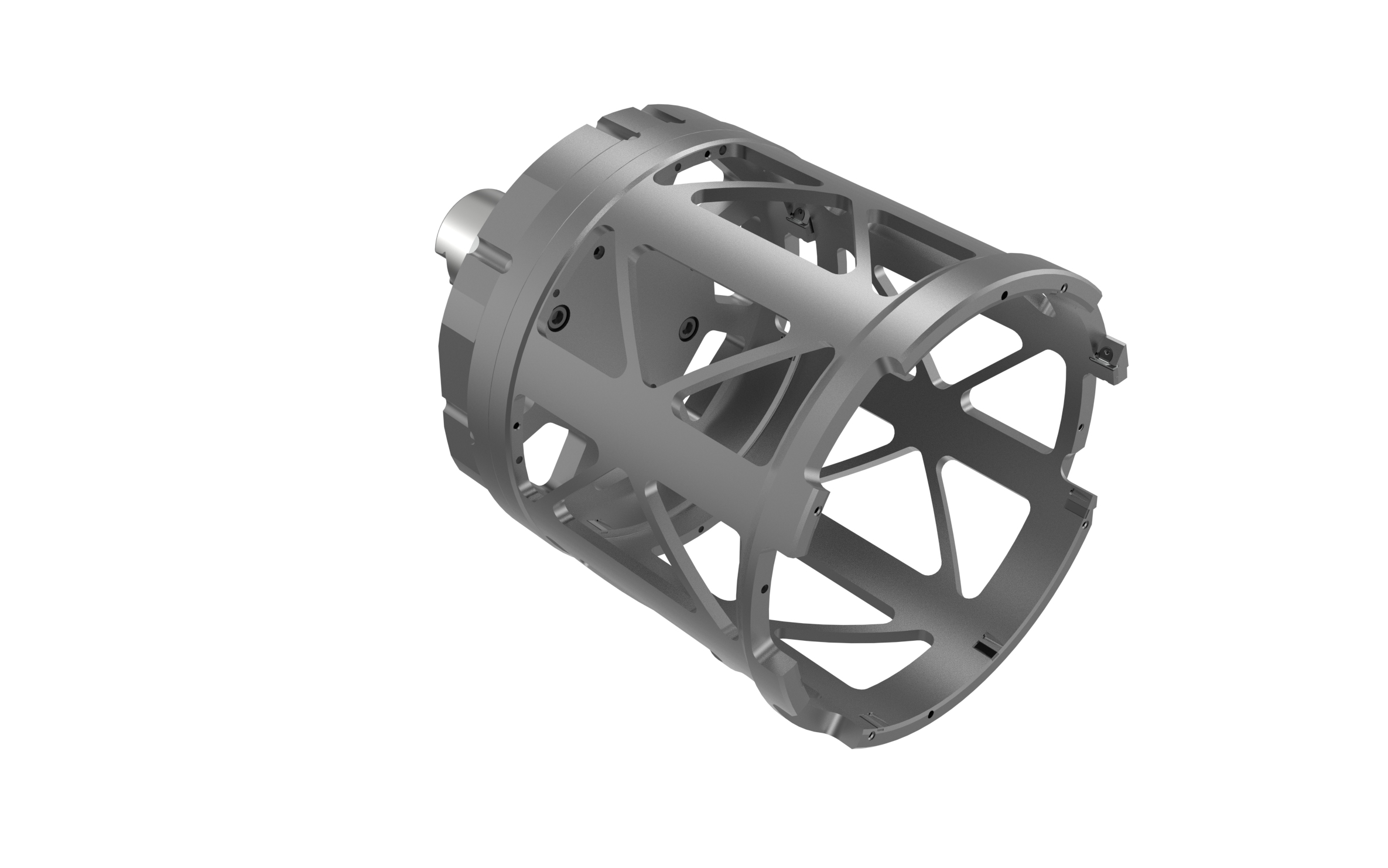
Usinage extérieur de boîtiers de stator



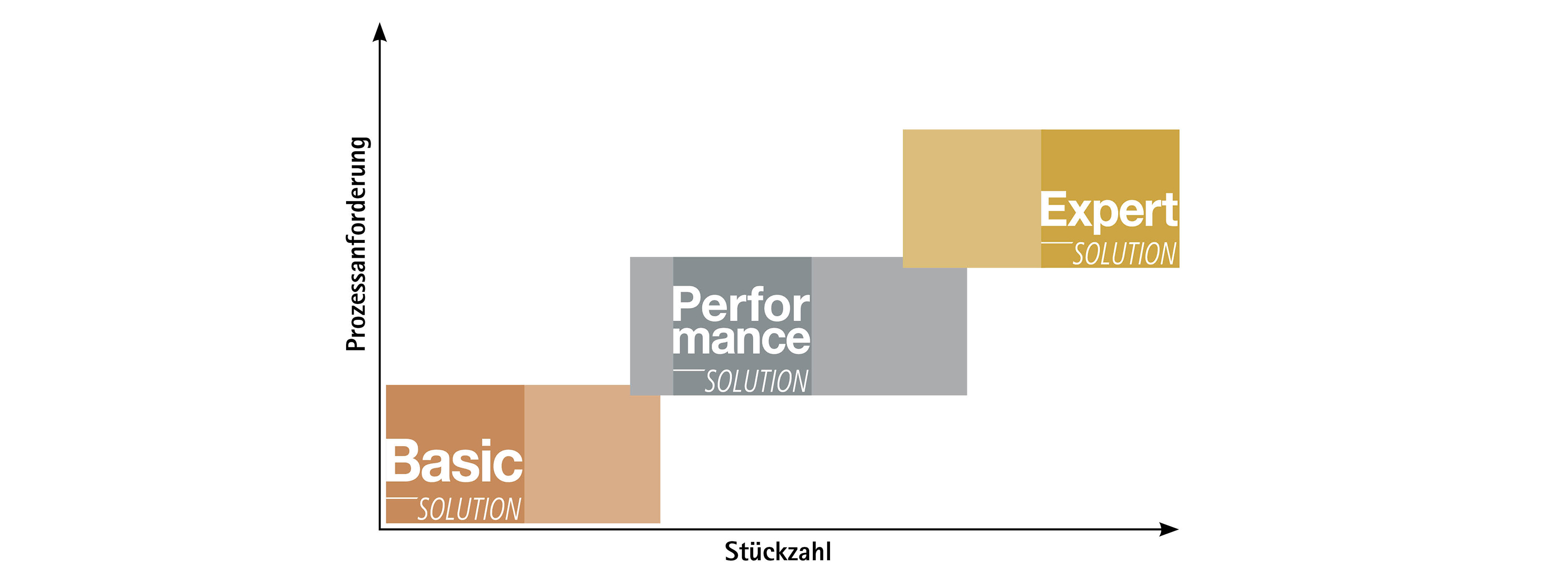
Zerspanungslösungen für...