
使用固定刀具实现中、小批量。
阀门外壳 EN-GJS-400-15 – 滑块钻孔
客户的初始情况

- 单一任务,中、小批量
- 不能设置刀具
- 要求短的流程时间
- 每小时的机床费率高
- 可提供稳定的扩张珩磨流程
- 为多种组件型号量身定制的刀具方案
解决方案的特性
- 由于特殊的镗孔几何形状,在空腔中不会形成环圈, → 无去除环圈的费用
- 协调的导向孔和镗孔工艺可实现最佳的预加工结果 → 镗刀的支撑在导向孔中 = 理想的直线度、位置
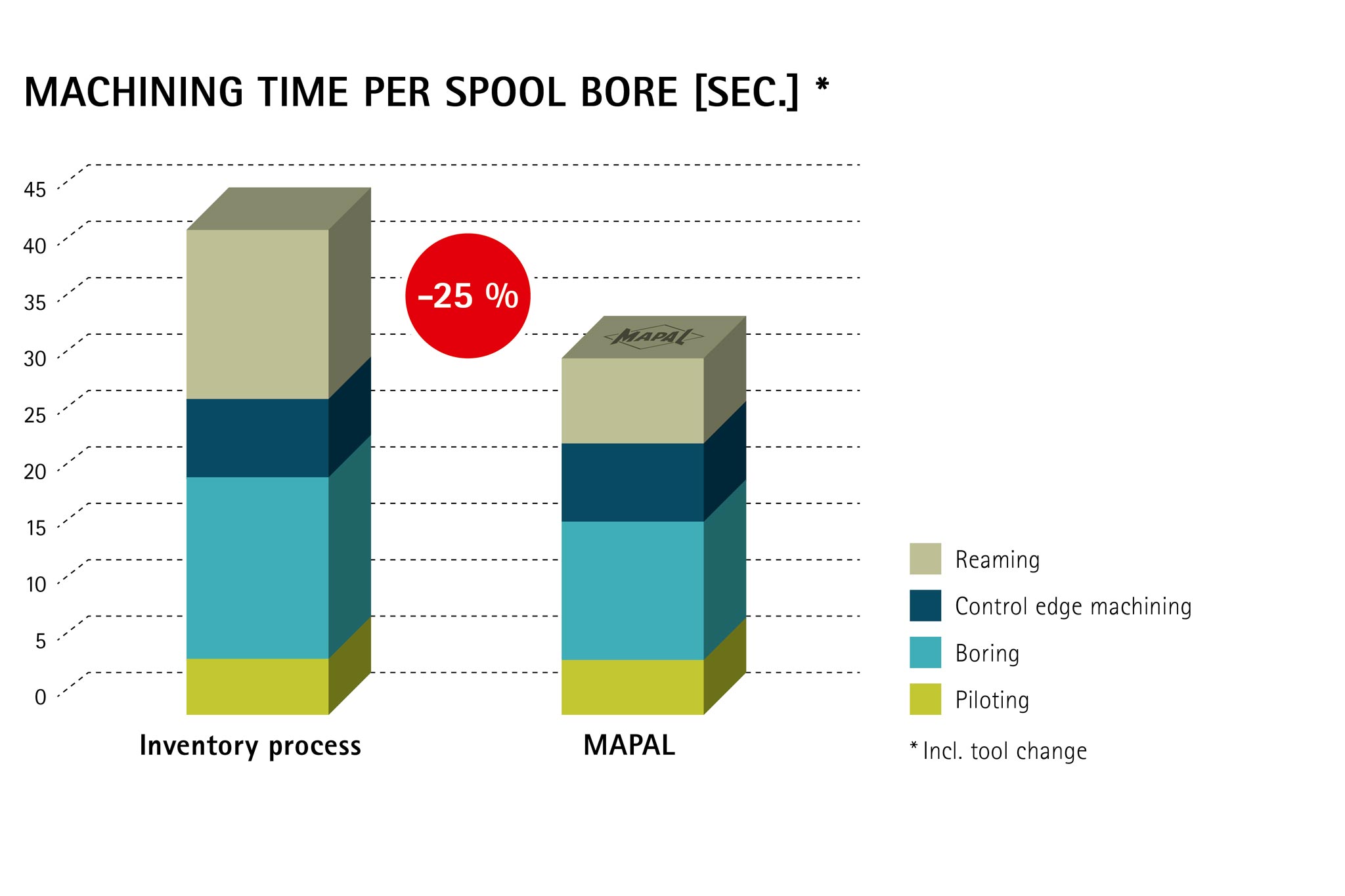
- 高生产率,完美的预加工质量 → 高切削值 - 加工时间将减少
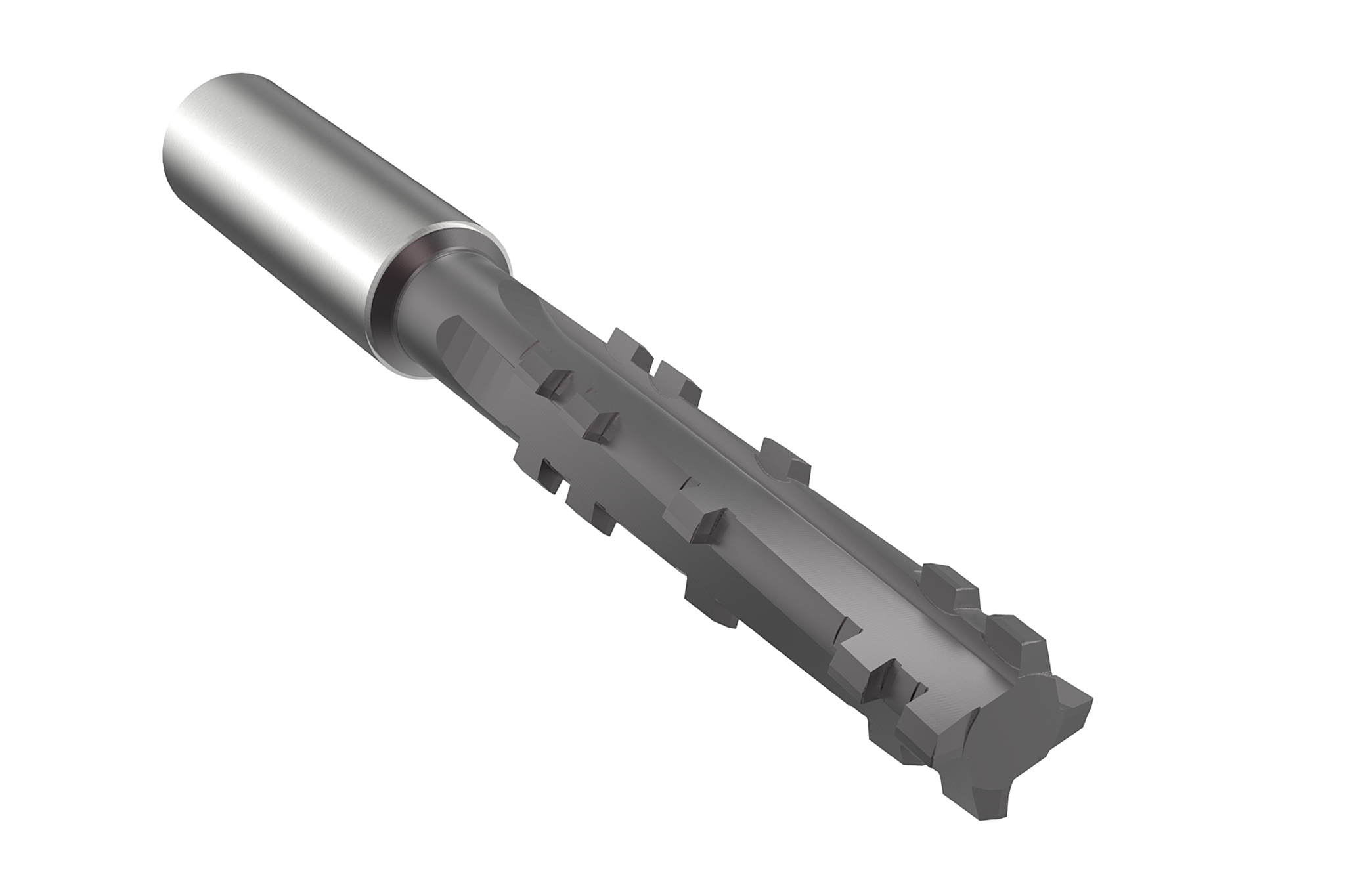
滑块钻孔

1.钻导向孔
- 具有六个导向倒角的整体硬质合金镗刀,可实现完美的圆度和直线度
- 得益于多倒角技术和合适的冷却剂导向装置实现优化的切屑流动和扩展的精磨削选项

2.镗孔
- 具有三个切削刃、六个导向倒角和特殊切口几何形状的整体硬质合金镗刀
- 直孔,理想的切屑流和整个孔长度的导向
3.控制刃口加工
- 通过特殊的整体硬质合金圆盘铣刀显着节省加工循环时间
- 定义的控制刃口无破裂现象

4.铰削
- 用于高切削值的多刃铰刀
- 通过左旋和最佳冷却剂导向实现完美的切屑控制
优点
- 投资成本少
- 流程时间短
- 加工中心的可用性高
- 生产成本低廉
- 无需刀具设置
- 在全球范围内可以进行精磨削