
截止阀-外壳体
截止阀外壳体由 EN-GJL-250 制造
客户的初始情况
/Absperrventil.607-2-.jpg)
- 差异化较大的结构组件系列(DN 65–DN 300)
- 要求加工中心上具有更大的加工柔性
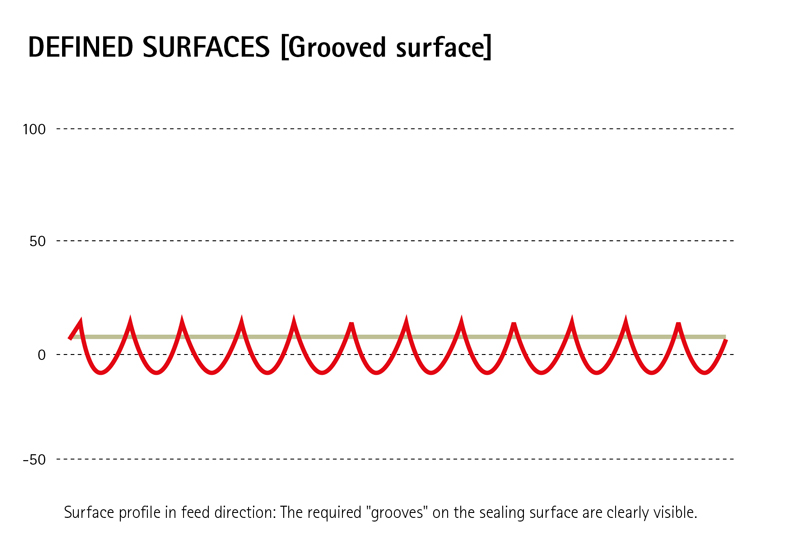
- 通过加工出限定表面,来挑战结构组件的加工
Special features of this solution
- High feed rates possible; defined roughness depth Ra 12.5 necessitates minimum required feed rates of fz = 0.8 mm
- Large radial stroke and modular tool connection enable a small number of tools to be used for all parts
- Automatic tool change
- Tool configuration does not affect machining times thanks to replacement tools
- The flexible process allows preconfiguration to be done on a setting fixture
- Indexable insert technology for low cutting material costs
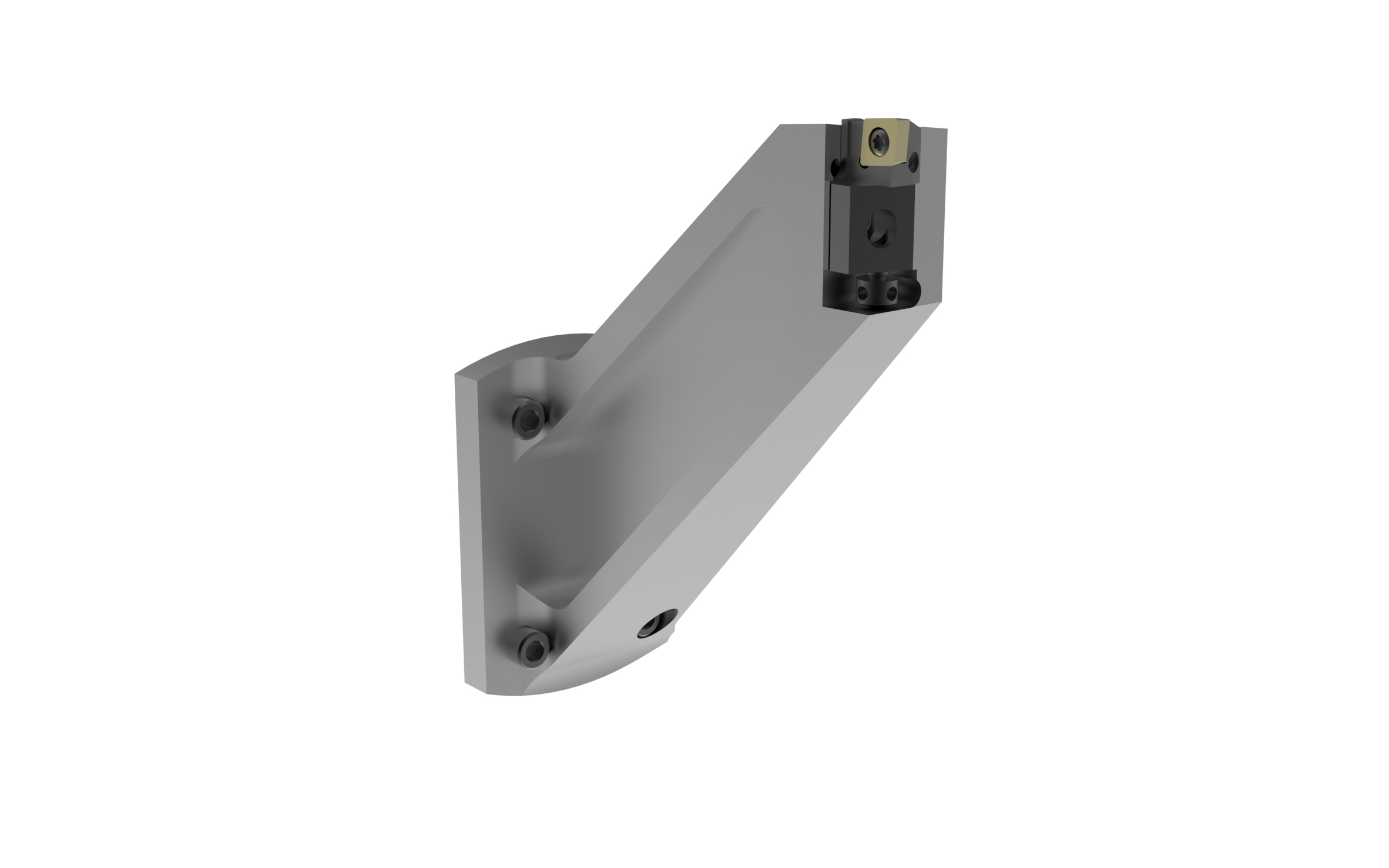
Tool highlights
- Automatic tool change for flexible tool deployment
- Mounting tools can be offset in five steps to cover a wide range of diameters
- Optimum coolant supply centrally via the mounting tool directly onto the cutting edge

Advantages
- Large variety of parts handled by a single tool system
- Machining of the flange surfaces and seat rings possible in a single clamping setup
- No clamping errors and maximum productivity
- Actuating technology enables burr-free contour transitions and short cycle times as well as the achievement of defined surfaces
- In case of tool wear, tolerances and quality can be corrected flexibly