
使用固定和可调刀具实现大批量
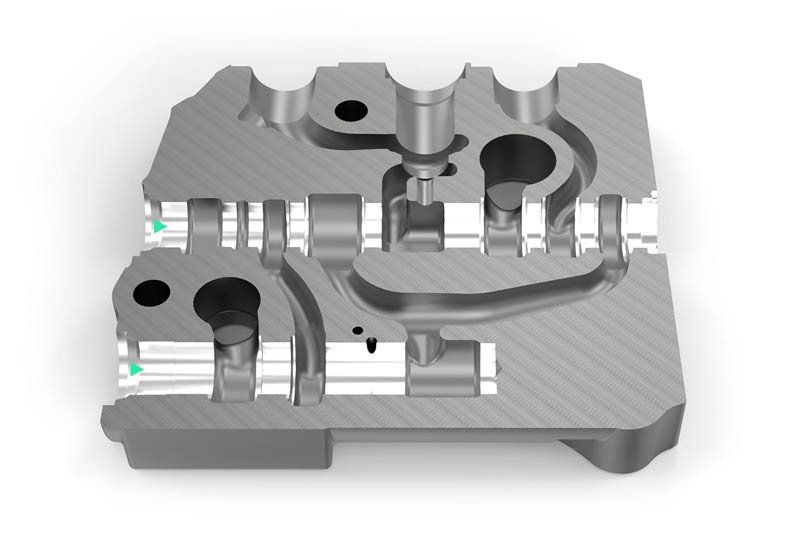
阀门外壳 EN-GJS-400-15 – 滑块钻孔和压力天平孔
客户的初始情况
- 大批量
- 需要设置刀具
- 每小时的机床费率高
- 后续刀杆珩磨的成本高
解决方案的特性
- 相互完美匹配的单把刀具保证了减少珩磨流程的最佳先决条件
- 对于某些组件要求可以消除珩磨流程
滑块钻孔

1.镗孔
- 协调的导向孔和镗孔工艺可实现最佳的预加工结果
- 得益于多倒角技术和完美的冷却剂导向装置实现优化的切屑流动和扩展的精磨削选项
- 由于特殊的镗孔几何形状,在空腔中不会形成环圈 => 无去除环圈的费用

2.控制刃口加工
- 整体硬质合金型材模具
- 最高精度和控制刃口的表面质量
- 定义的控制刃口无破裂现象

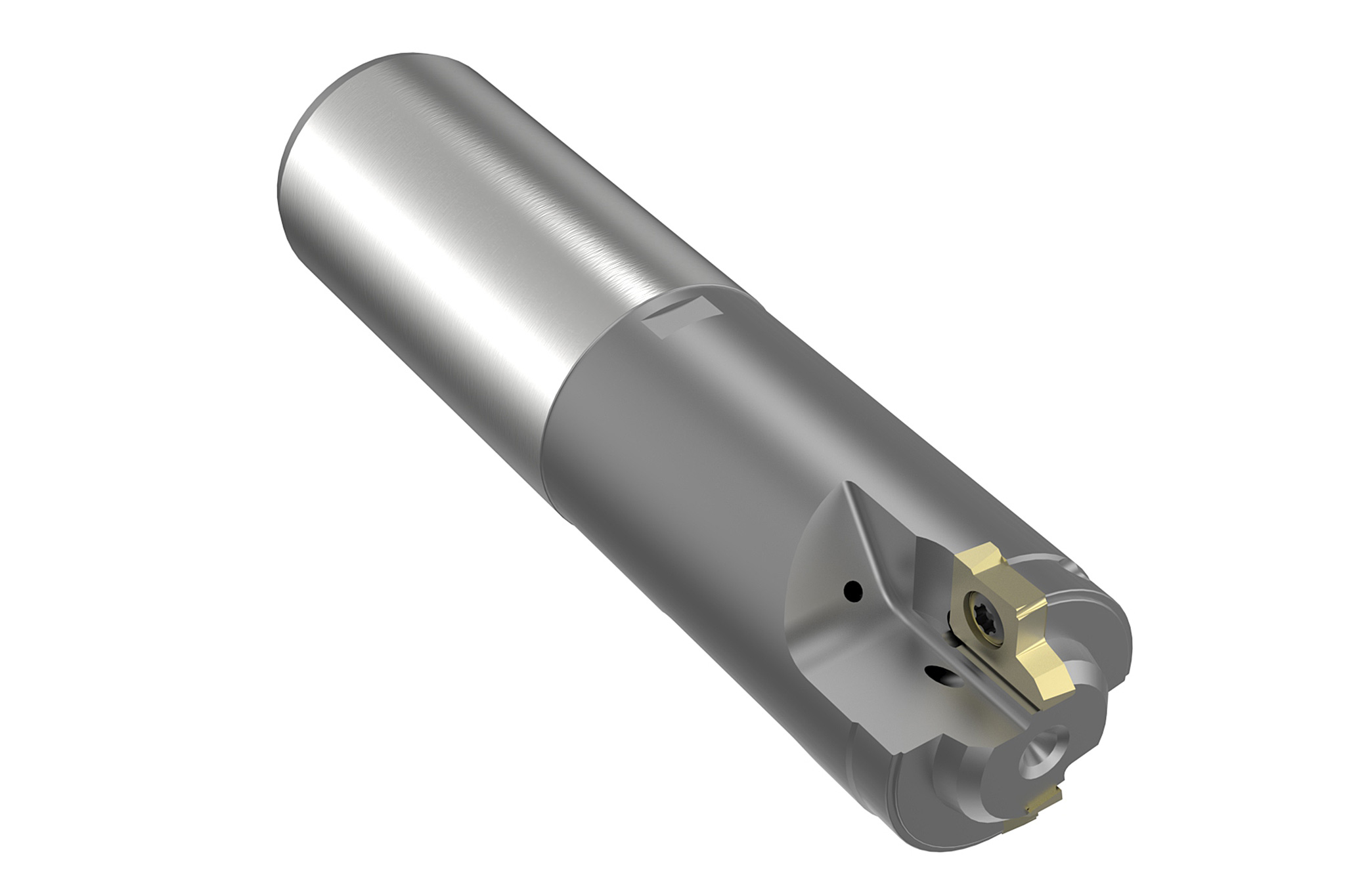
3.精镗
- 带有EasyAdjust-系统和导向板条的精镗刀
- 工艺可靠的精加工,易于操作
- 通过理想跟踪获得最佳圆柱形状
压力天平孔

1.镗孔
- 具有六个导向倒角和特殊切口几何形状的整体硬质合金镗刀
- 直孔,理想的切屑流和整个孔长度的导向
- 通过在一个刀具中进行两次加工操作来减少非加工时间
2.轮廓加工
- 带有成形切削刃的双刃镗刀
- 工艺可靠的轮廓加工
- 操作简单,切削材料成本低
3.精镗
- 带有EasyAdjust-系统和导向板条的精镗刀
- 工艺可靠的精加工,易于操作,无需进行后续的珩磨
- 通过理想跟踪获得最佳圆柱形状
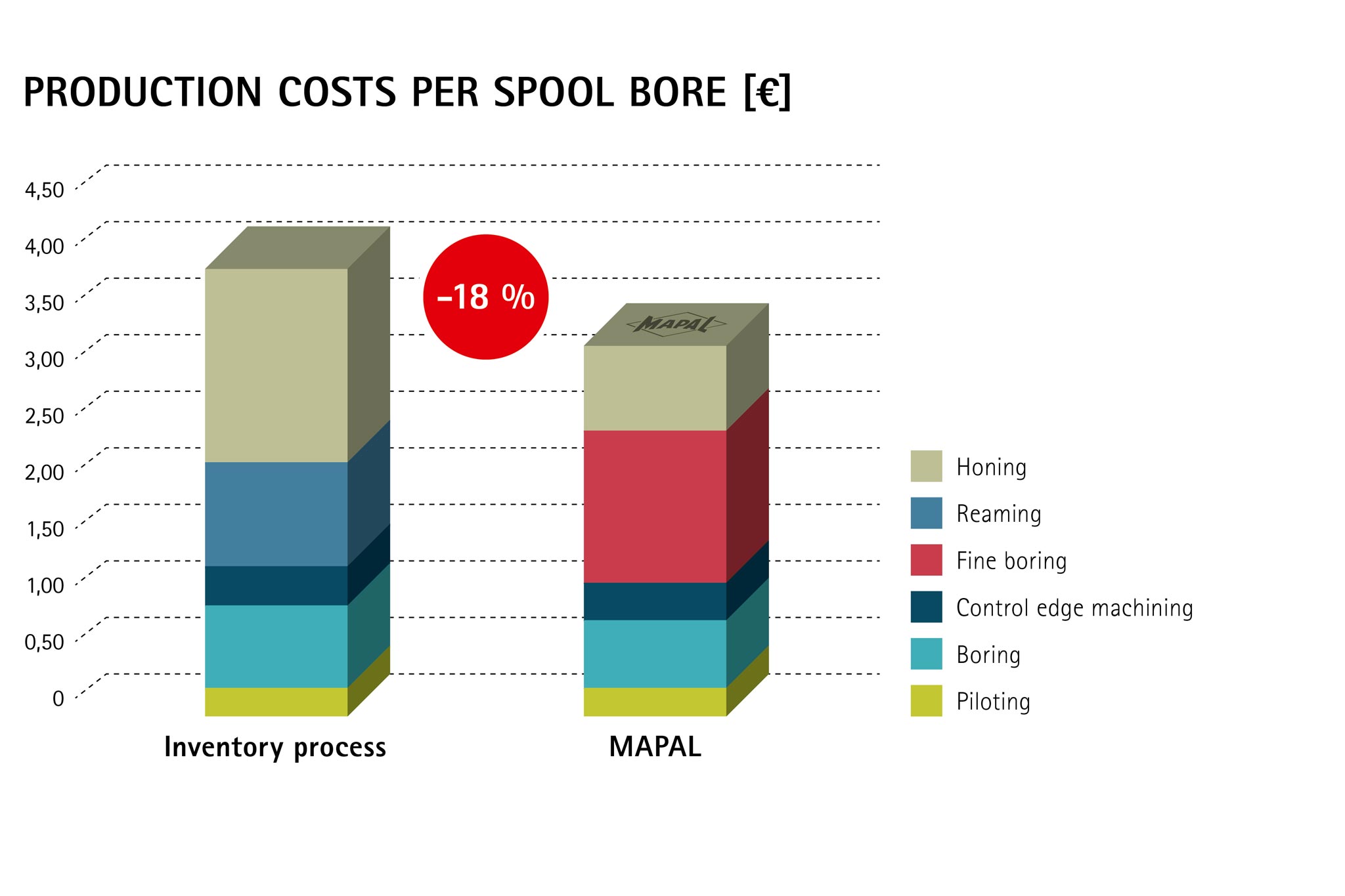
优点
- 缩短了滑块钻孔中昂贵的珩磨流程
- 每孔的刀具成本低
- 通过与客户合作的巧妙工程设计缩短非加工时间
- 由于消除了压力天平孔中的珩磨流程,显着节省了成本
![ANNUAL PRODUCTION COSTS OF THE COMPENSATOR BORE [€]](/medias/sys_master/root/h6c/h6e/9043460718622/Grafiken_EN-13/Grafiken-EN-13.jpg)