

涡旋压缩机的批量生产
涡旋压缩机多年以来已经成功用于空调应用和热泵技术。它具有高制冷功率和可靠性高的特性,同时还具有出色的节能效率和低噪音污染等的优势。由于汽车电动化发展的不断推动,它们也越来越对地作为空调的冷媒压缩机而广泛应用于机动车领域。
每台涡旋压缩机的核心零件是两条相互啮合的螺旋槽 – 固定涡旋盘(fixedscroll)和一个动涡旋盘(orbitingscroll)– 它们通过各自的相对运动压缩介质。而产品真正的效率特别取决于这些零件的加工精度。形位公差要求在几μm范围内。
MAPAL公司提供一站式加工涡旋压缩机的全部工艺流程。作为示例,提供了用于电动车涡旋压缩机3个铝零件部位的具体加工。
高精度的涡旋槽形状
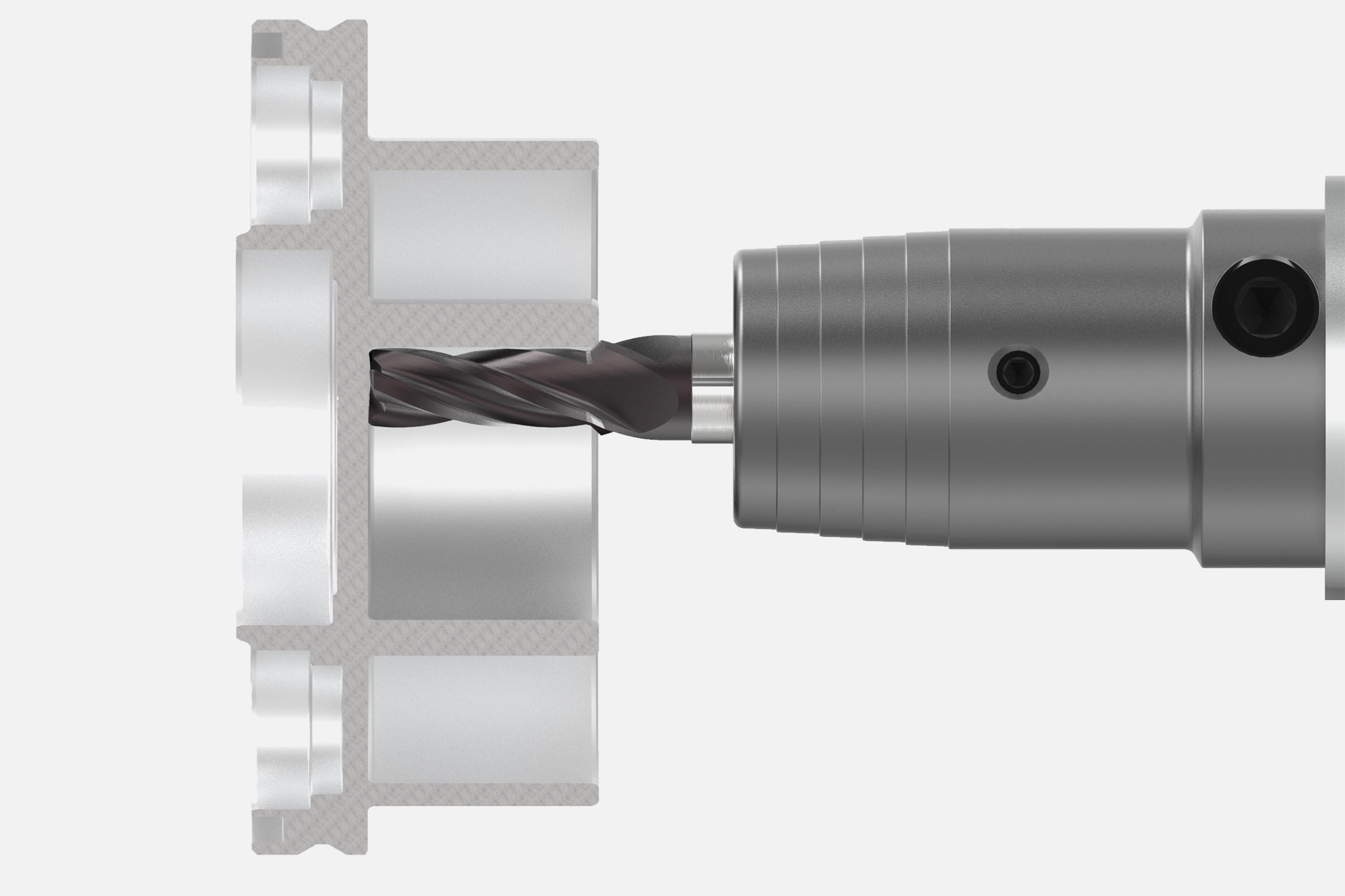
其中涡旋槽的加工是一项特别特殊的挑战,涡旋规定的垂直度必须小于0.02 mm,并且平均粗糙度在μm级范围内。尽管有此要求,但是对此薄壁及深槽的零件加工要一次性装夹完成精加工。
采用两把整体硬质合金三刃铣刀进行螺旋槽的粗加工和精加工。在该加工中起决定性作用的是刀具的高加工精度,必须确保满足径向跳动和端面跳动公差小于 10 μm。而该刀具异常锋利的刃口可确保极高的尺寸精度。由于强化的芯厚直径能够确保其具有特别稳定的性能。同时通过抛光的排屑槽使屑可靠、快速的排出。
在精加工铣刀的直径上设计了附加的倒角。可以在一次装夹中全部完成零件端面上的底面、壁面和倒角的加工,并且该刀具可以可靠地实现垂直度和表面粗糙度方面的严格公差。
准确的轴承孔
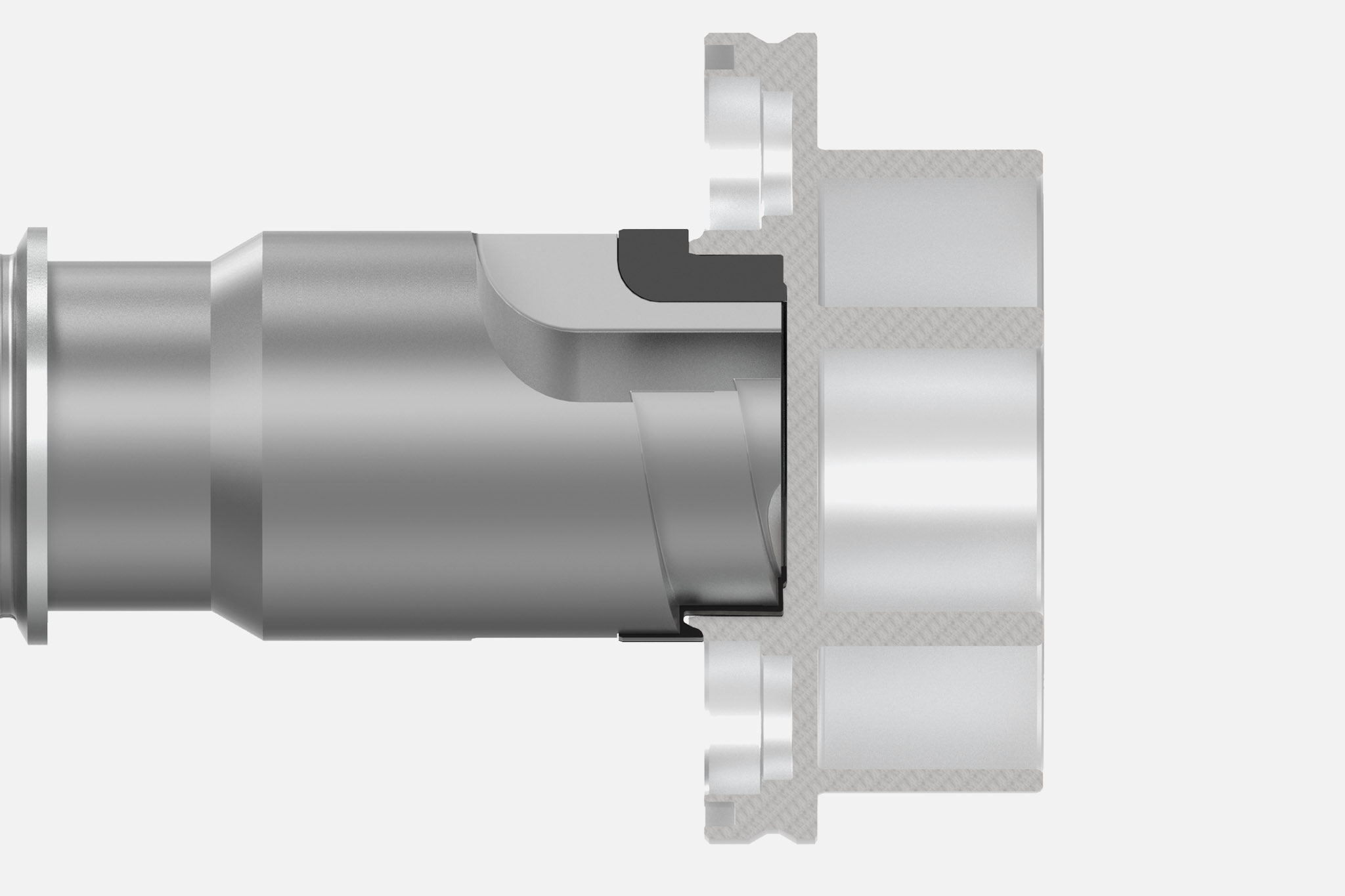
驱动轴将由一个滑动轴承或球轴承支承,沿着摆线移动驱动涡旋盘。此时的轴承孔精度对两个螺旋槽的相互定位起决定性作用。
用一把三刃PCD铣刀首先通过圆周铣削进行粗加工。紧接着对轴环进行铣削。对轴承孔通过一把两刃PCD两阶镗孔刀进行精加工。第一阶加工轴承孔的大直径,第二阶加工轴环。为了降低切削力,对切削量进行合理分配至关重要。
用于密封件的凹槽
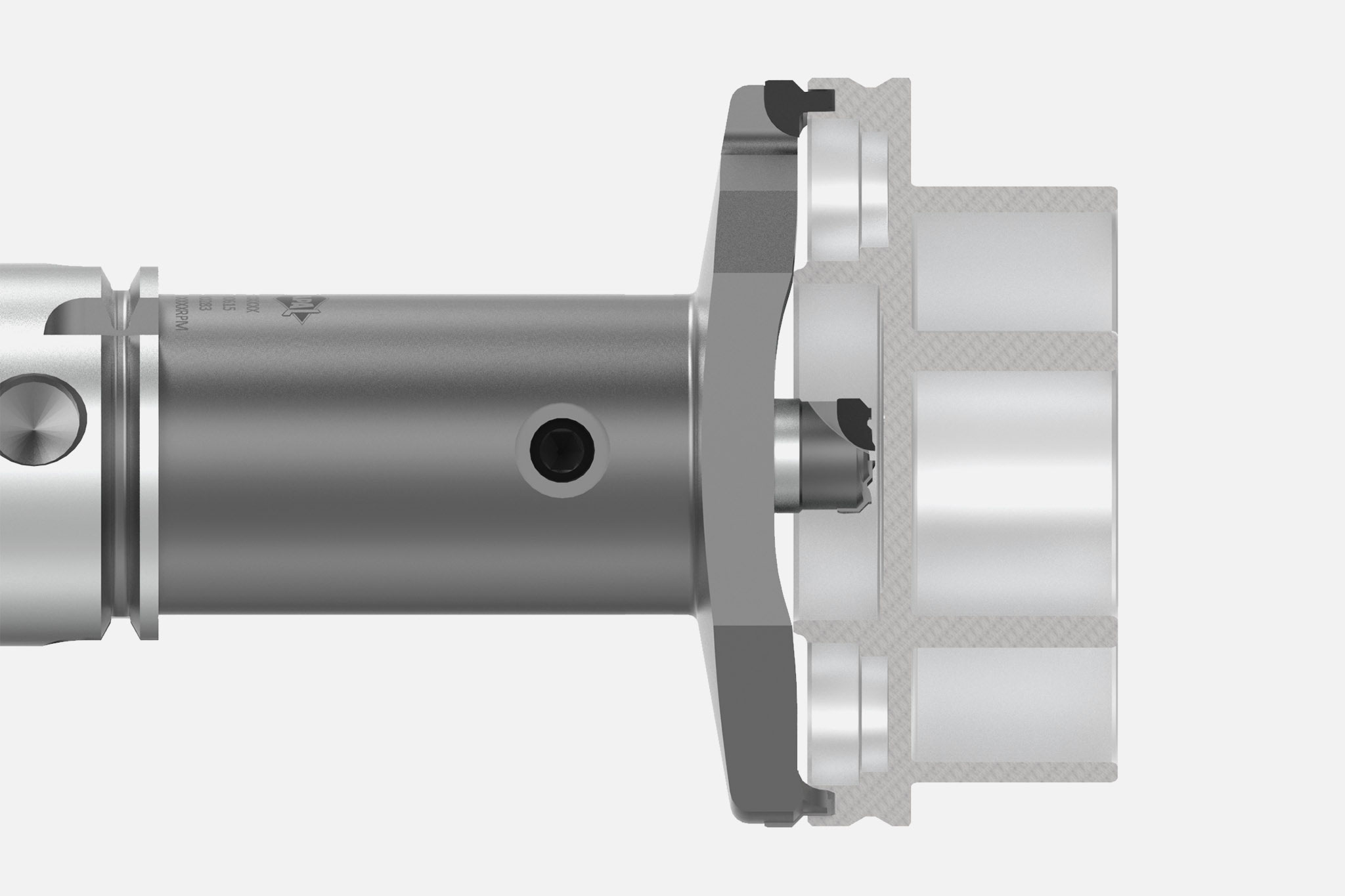
可以附加使用密封件以密封连接孔或整个系统,来最小化制冷剂从高压侧到低压侧之间的流量。为了容纳这些密封件需要加工出相应的凹槽。这类凹槽的粗加工和精加工都通过采用两刃 PCD-镗孔刀完成。此间必须合理分配切削量以降低切削力。
精加工刀具采用组合刀具,由此可以附加加工出固定涡旋盘背面上的连接孔中的凹槽。PCD-刀片上的断屑槽确保更好的控制切屑并提高过程的安全性。
您的直接联系方式

联系人
Matthias Winter 行业管理汽车行业 matthias.winter@mapal.com +49 7361 585 3360