

TOOLTRONIC y cabezales de careado
TOOLTRONIC – el accionamiento universal para obtener más variedad de producción y flexibilidad en centros de mecanizado y máquinas especiales. El TOOLTRONIC para centros de mecanizado es un eje adicional de herramienta cambiable de gran calidad que permite un amplio espectro de uso.
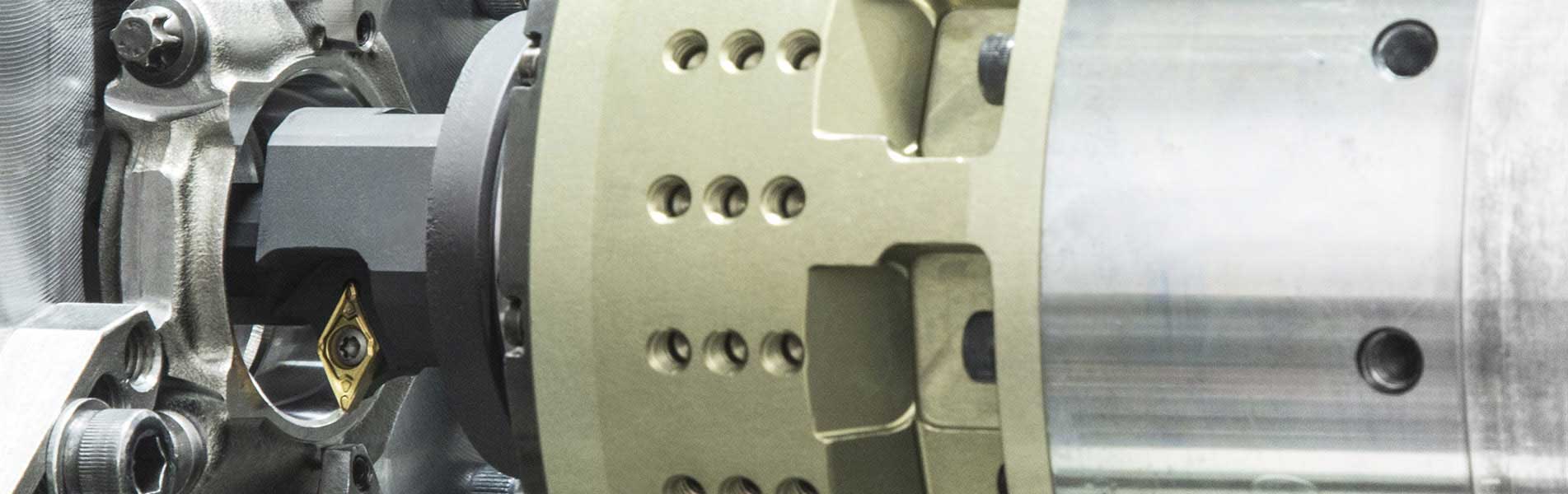
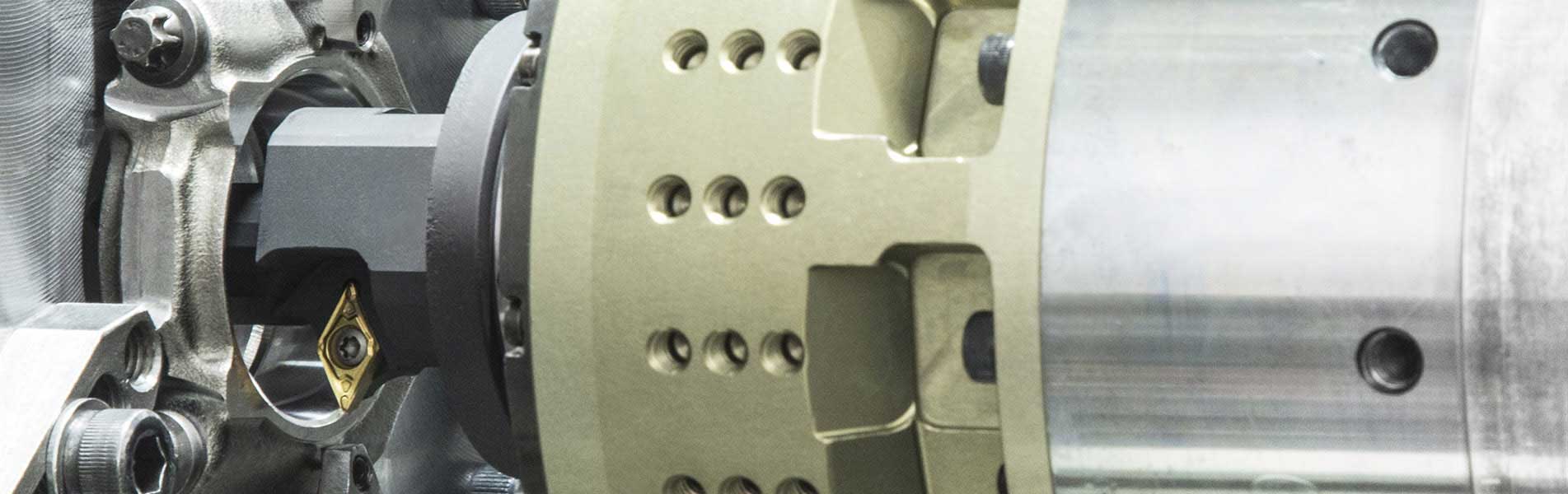
Los cabezales de careado se usan para carrear, tronzar y mecanizar contornos, principalmente en la fabricación de grandes series en máquinas especiales. El movimiento de estas herramientas de corredera o el accionamiento del portaherramientas y los filos se realiza por medio de un dispositivo controlado por NC para un movimiento transversal que está en el accionamiento del husillo o en la parte posterior de la unidad de avance.
Los cabezales de careado se usan para carrear, tronzar y mecanizar contornos, principalmente en la fabricación de grandes series en máquinas especiales. El movimiento de estas herramientas de corredera o el accionamiento del portaherramientas y los filos se realiza por medio de un dispositivo controlado por NC para un movimiento transversal que está en el accionamiento del husillo o en la parte posterior de la unidad de avance.
Sistema mecatrónico de herramientas TOOLTRONIC
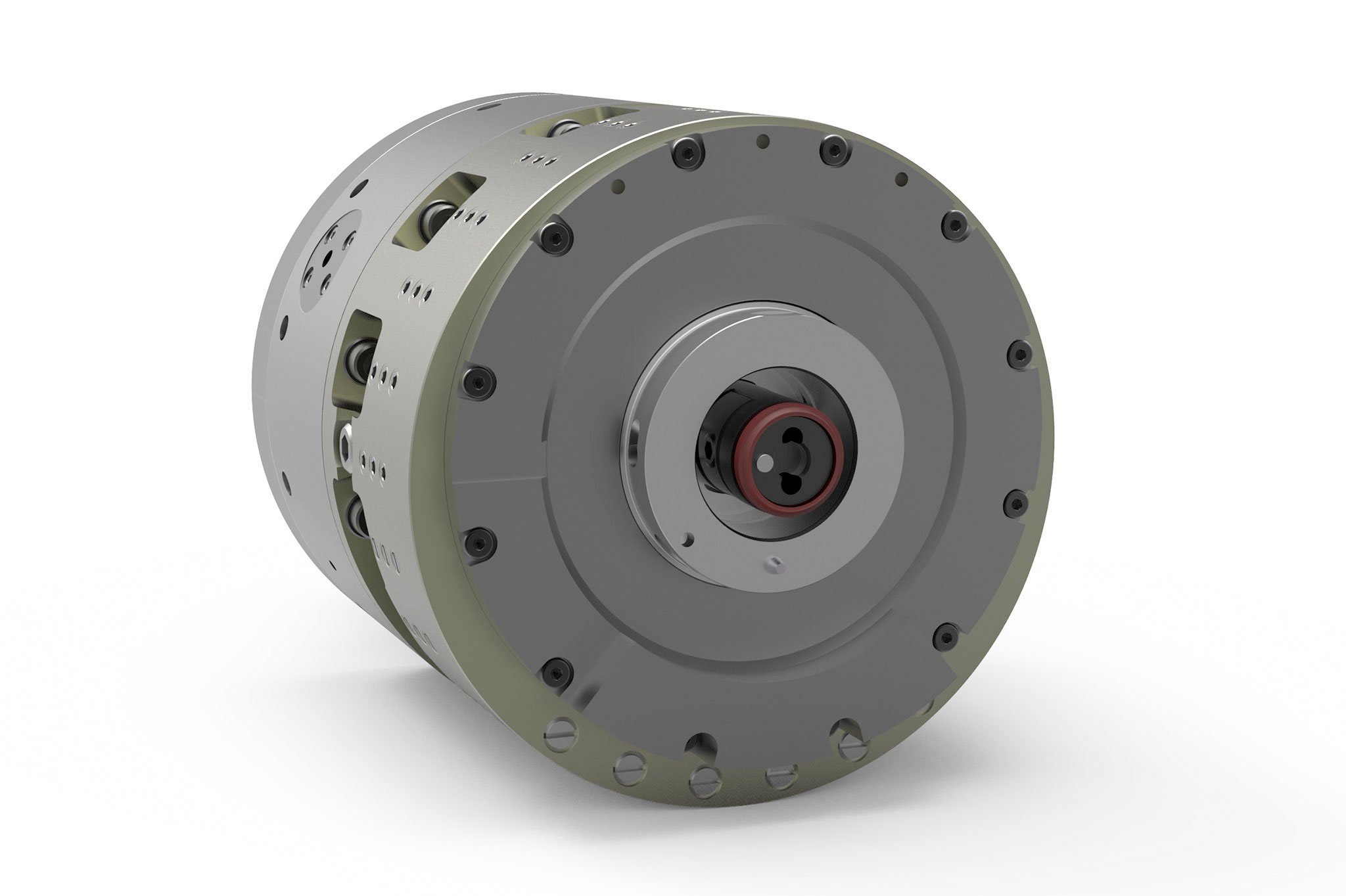
El sistema mecatrónico de herramientas TOOLTRONIC hace que los movimientos de accionamiento, tanto en centros de mecanizado como en herramientas especiales, resulten sencillos y seguros. Es posible modificar contornos, nichos y orificios no cilíndricos, así como establecer bucles de control cerrados para la compensación de corte o crear familias de piezas muy variadas de un modo sencillo.
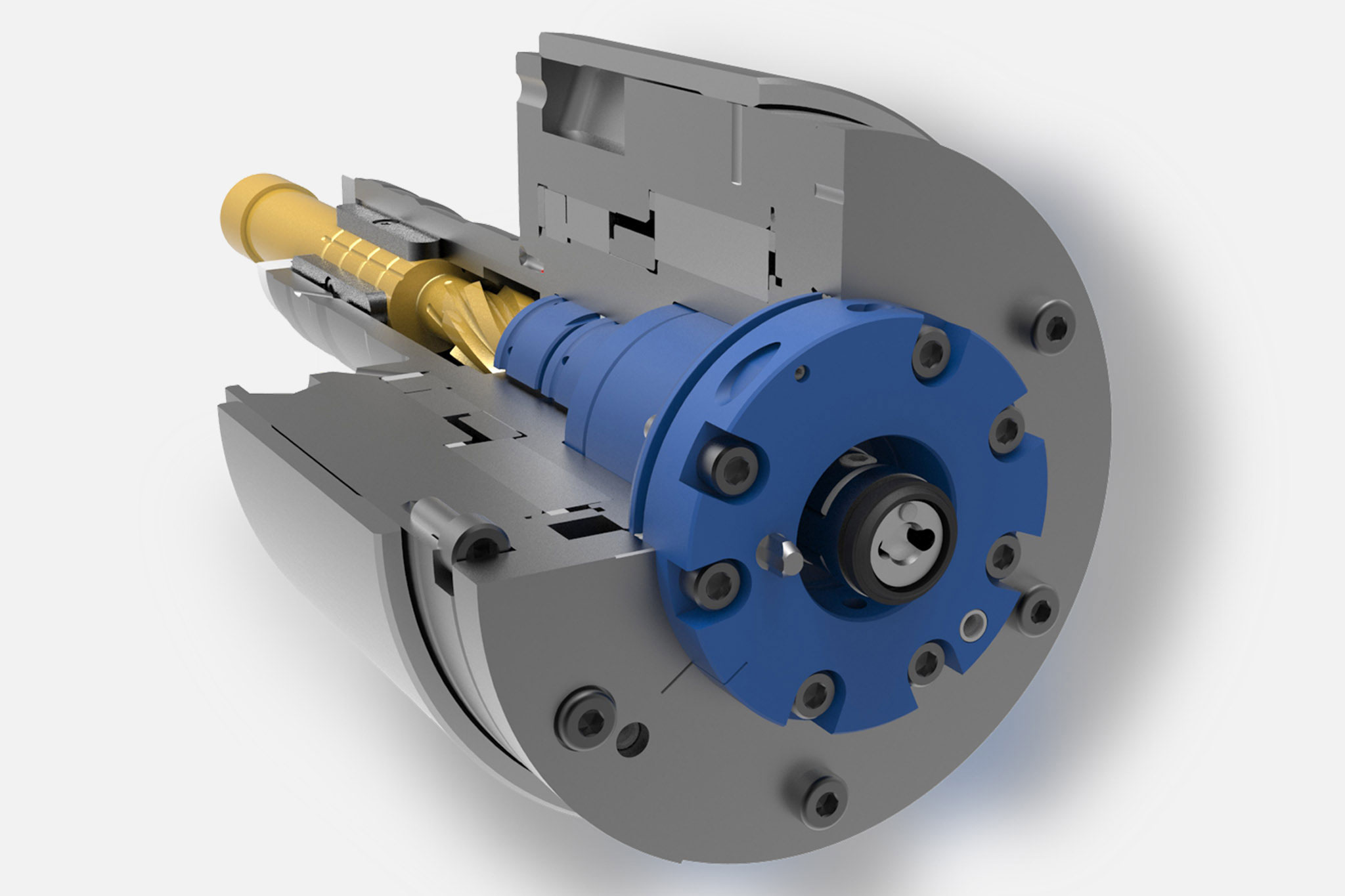
El módulo de accionamiento compacto establece un eje NC en el control superior de la máquina mediante la transferencia inductiva de energía y bidireccional de datos. De ese modo es posible aprovechar plenamente el funcionamiento de los controles CNC modernos en combinación con TOOLTRONIC.
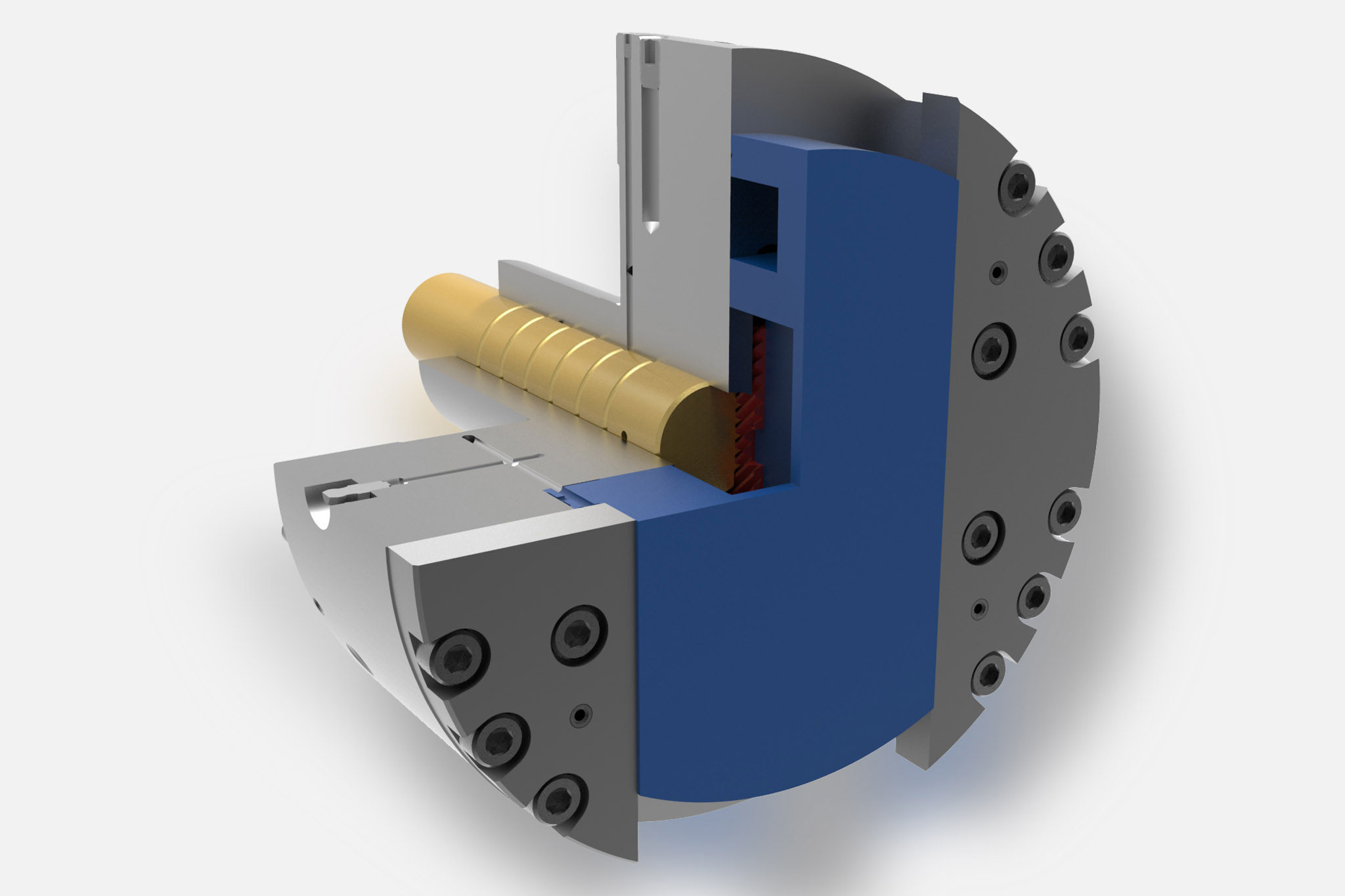
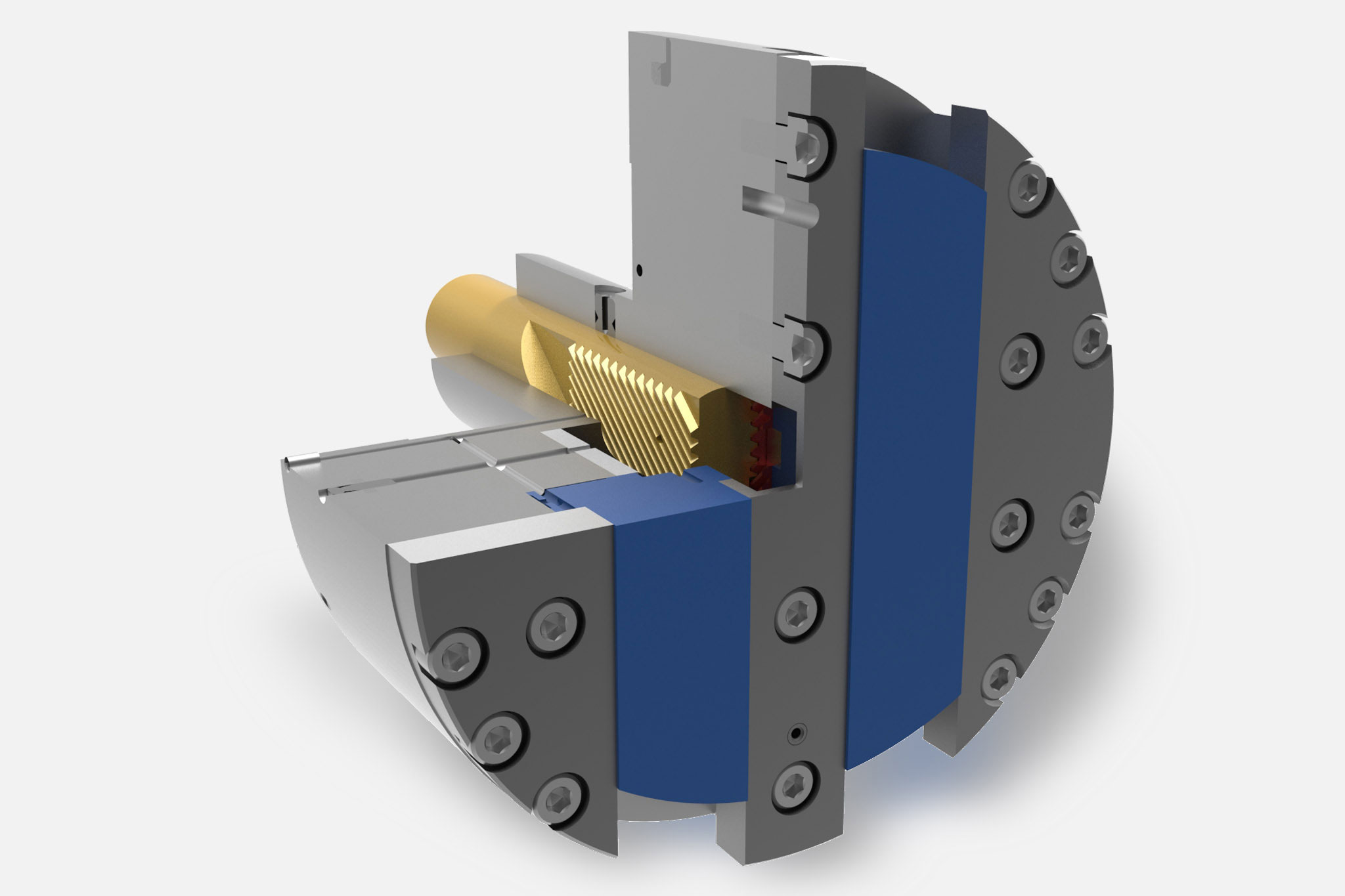
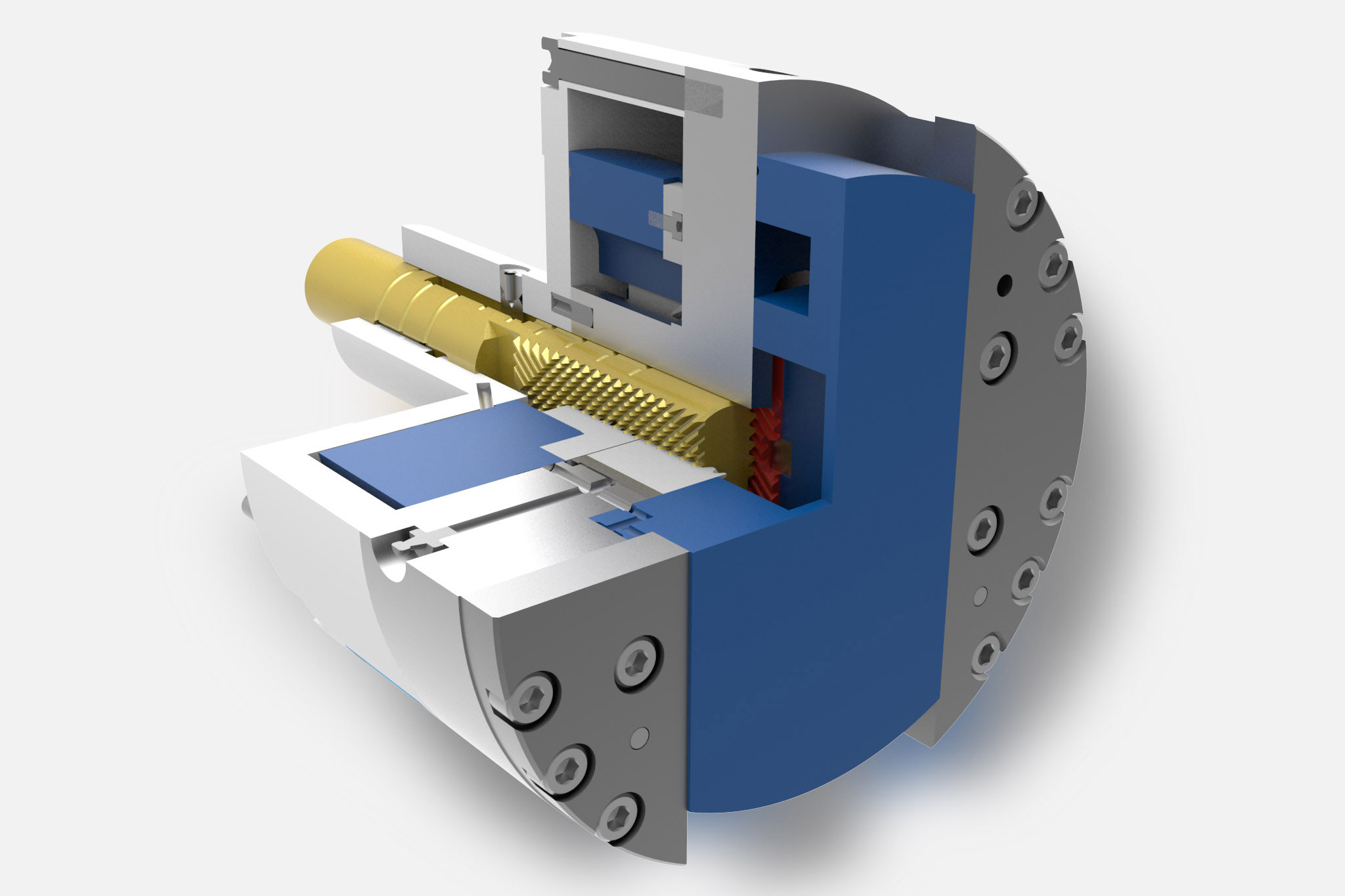
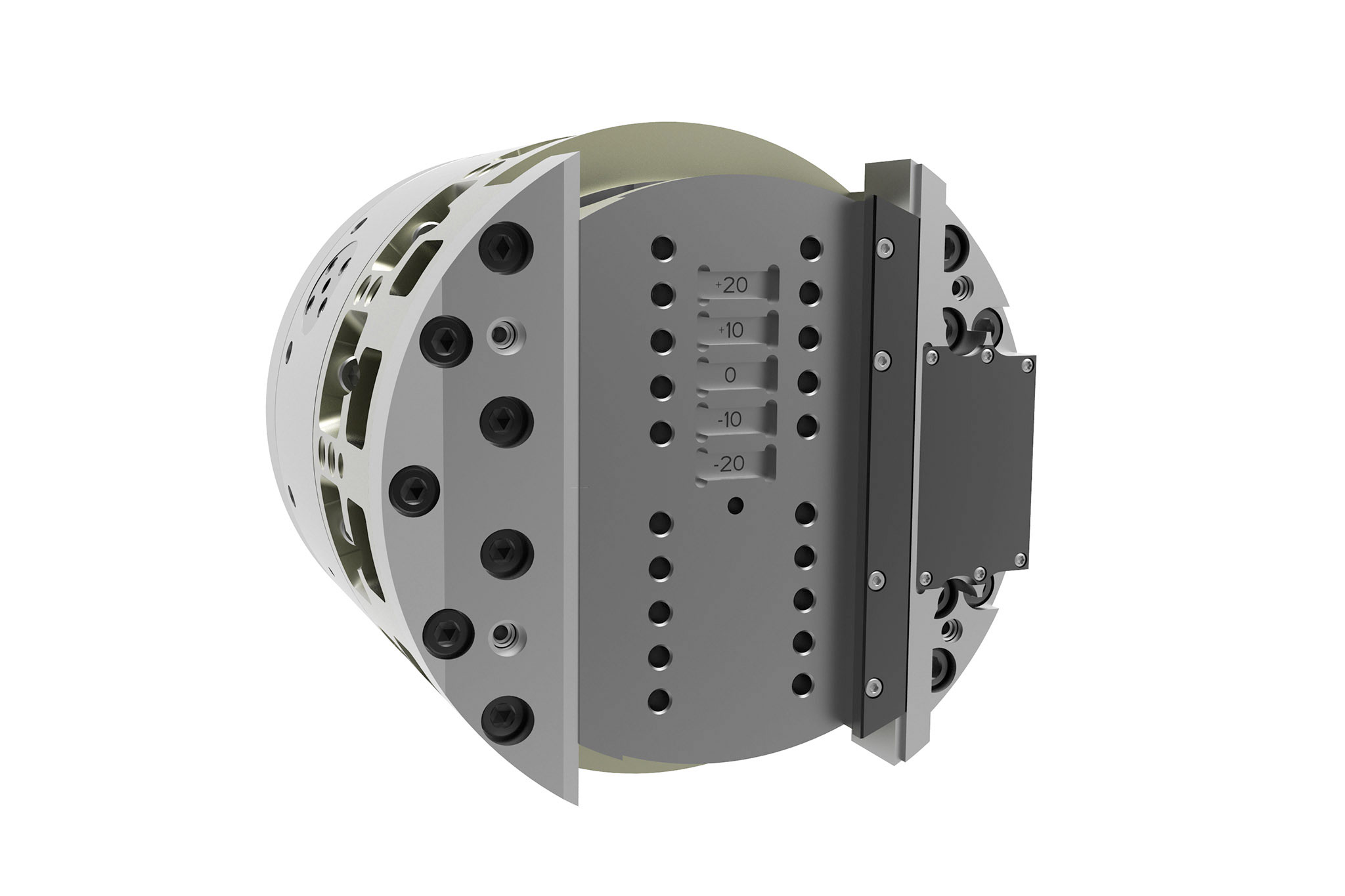
Dependiendo de la tarea de mecanizado, se utilizan distintos cabezales de refrentado de MAPAL en la interfaz modular de TOOLTRONIC. De forma estándar se utilizan herramientas accionadas excéntricas. En las aplicaciones para las que se necesite una carrera elevada con velocidad ajustada se utilizan herramientas accionadas lineales.
El módulo de accionamiento compacto establece un eje NC en el control superior de la máquina mediante la transferencia inductiva de energía y bidireccional de datos. De ese modo es posible aprovechar plenamente el funcionamiento de los controles CNC modernos en combinación con TOOLTRONIC.
Dependiendo de la tarea de mecanizado, se utilizan distintos cabezales de refrentado de MAPAL en la interfaz modular de TOOLTRONIC. De forma estándar se utilizan herramientas accionadas excéntricas. En las aplicaciones para las que se necesite una carrera elevada con velocidad ajustada se utilizan herramientas accionadas lineales.
Cabezales de careado
Los cabezales de careado se usan para carrear, tronzar y mecanizar contornos, principalmente en la fabricación de grandes series en máquinas especiales. El movimiento de estas herramientas de corredera o el accionamiento del portaherramientas y los filos se realiza por medio de un dispositivo controlado por NC para un movimiento transversal que está en el accionamiento del husillo o en la parte posterior de la unidad de avance.