Obudowy zaworów hydraulicznych

Wymagania dotyczące obróbki skrawaniem
- Zmienna sytuacja naddatku odlewniczego
- Silnie przerwane cięcia
- Unikanie tworzenia się pierścieni podczas powiercania i zapewnienie bezpiecznego usuwania wiórów z obudowy
- Unikanie wyrw na krawędziach sterujących podczas procesu powiercaniaBardzo wysokie wymagania dotyczące tolerancji kształtu i położenia
- Stały nadmiar przed honowaniem
- Uwzględnienie zmienności elementów i ograniczonej liczby miejsc na narzędzia w koncepcji obróbki skrawaniem
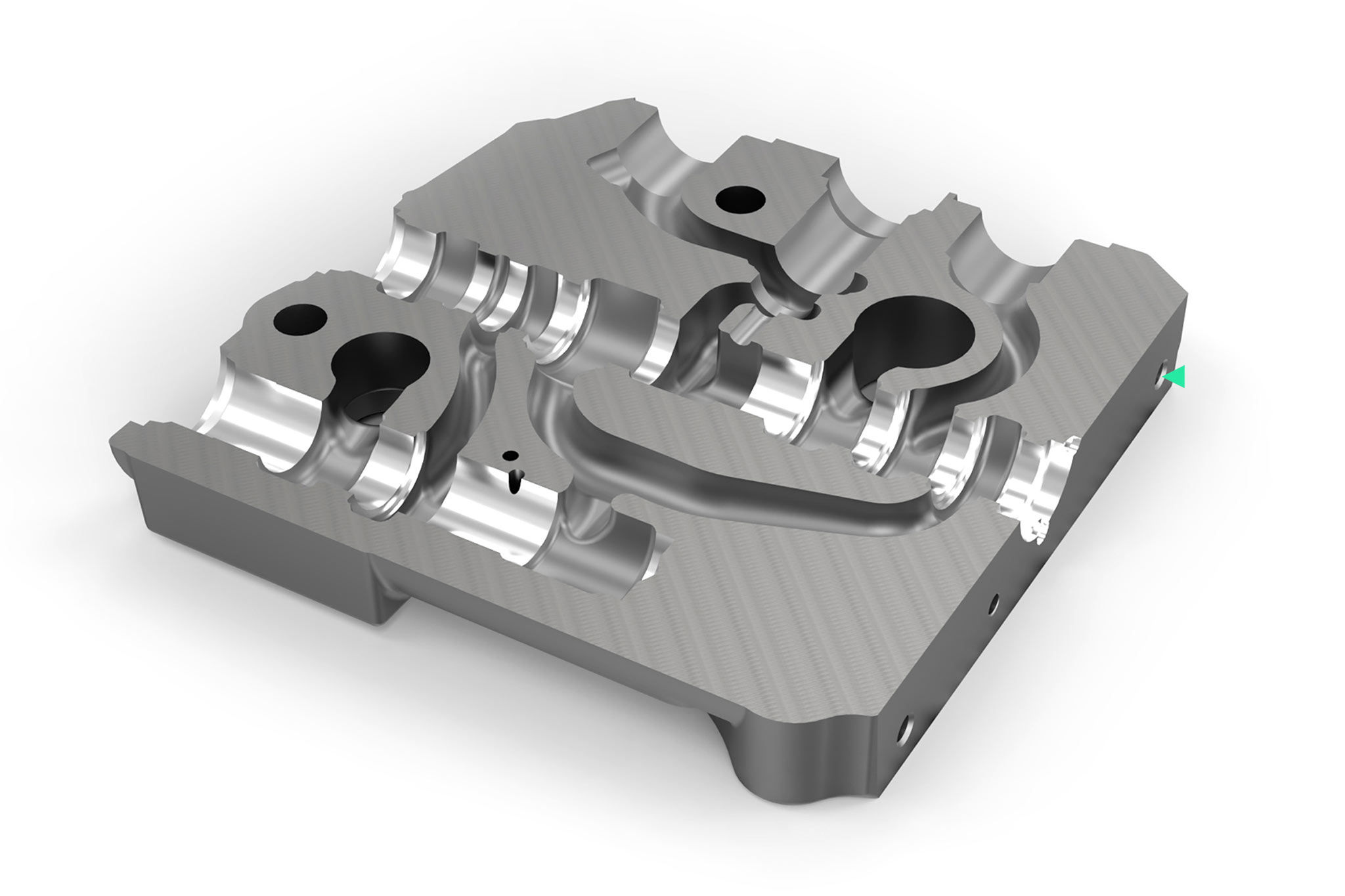
Rozdzielacze to zawory sterowane mechanicznie lub elektronicznie, posiadające kilka pozycji przełączania. W zależności od zadanej pozycji suwaka sterującego wzdłuż krawędzi sterujących ustawiany jest przepływ objętościowy do obsługi podłączonych urządzeń roboczych. Indywidualna waga ciśnieniowa (IDW) reguluje stałą różnicę ciśnień obciążenia na krawędzi sterującej suwaka sterującego, dzięki czemu uzyskuje się niezależną od ciśnienia obciążenia regulację przepływu objętościowego w całym zakresie nastawczym, również podczas pracy równoległej (kompensacja obciążenia). System musi być szczelny, aby zapobiec niezamierzonemu opadaniu obciążenia, również podczas pracy równoległej.
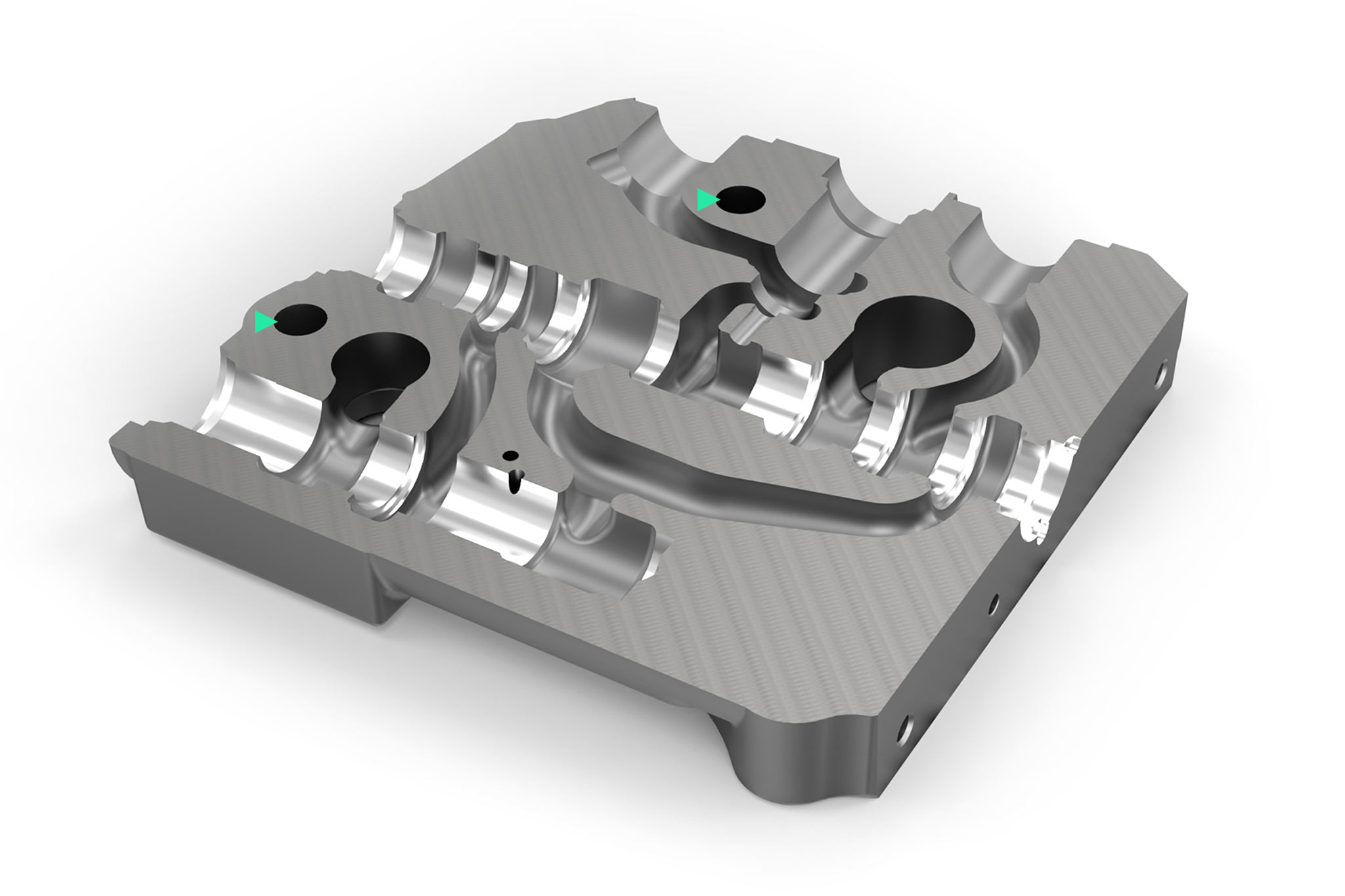
Obróbka otworów


Rozwiązania aplikacyjne
Sytuacja wyjściowa u klienta
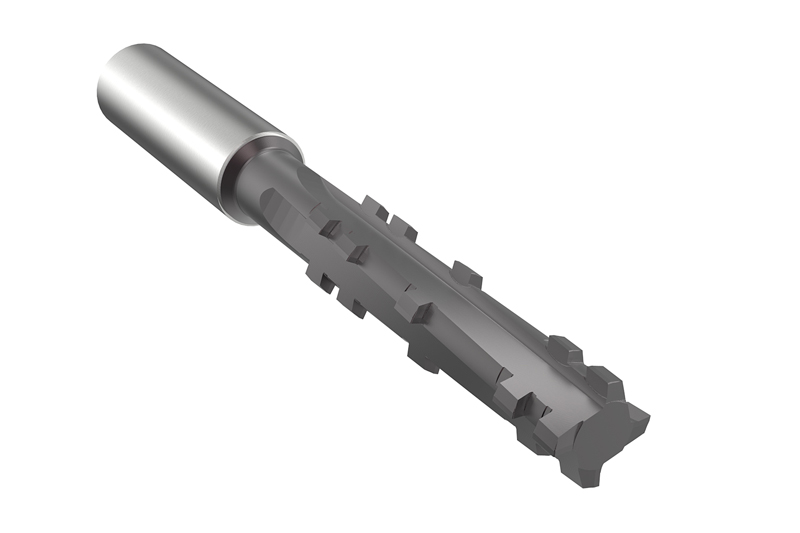
Obudowa zaworu EN-GJS-400-15 – otwór zaworu suwakowego
- Zamówienia indywidualne, małe i średnie ilości
- Brak możliwości regulacji narzędzi
- Wymagany krótki czas realizacji
- Wysokie stawki godzinowe za maszyny
- Dostępny stabilny proces rozszerzania i honowania
- Koncepcja narzędzi dostosowana do kilku wariantów elementów
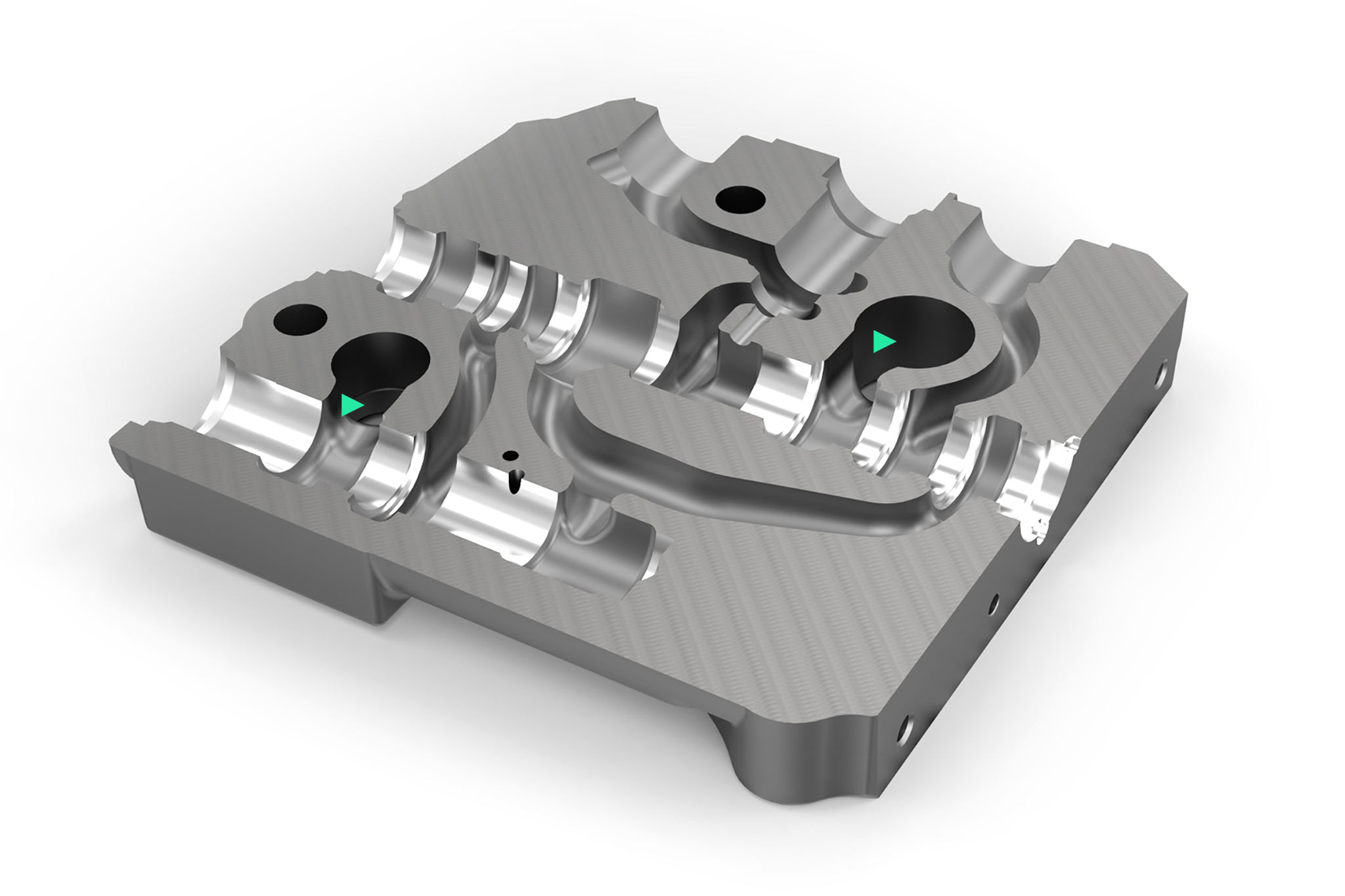
Sytuacja wyjściowa u klienta
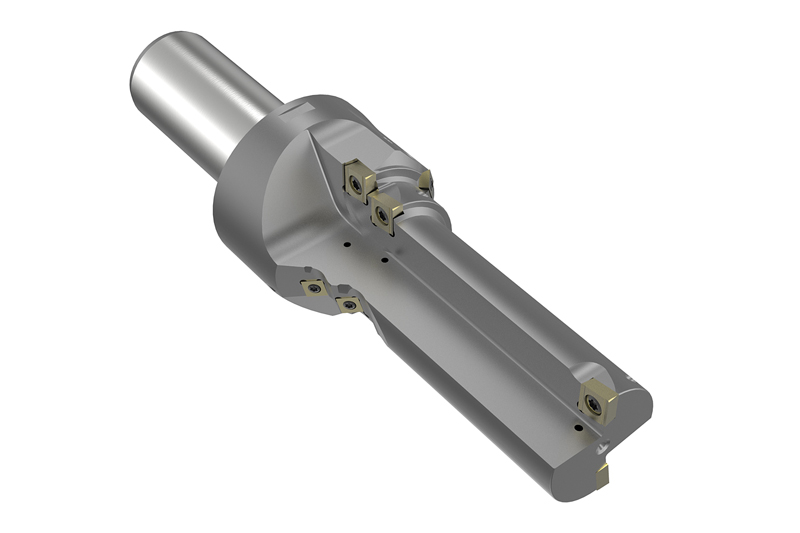
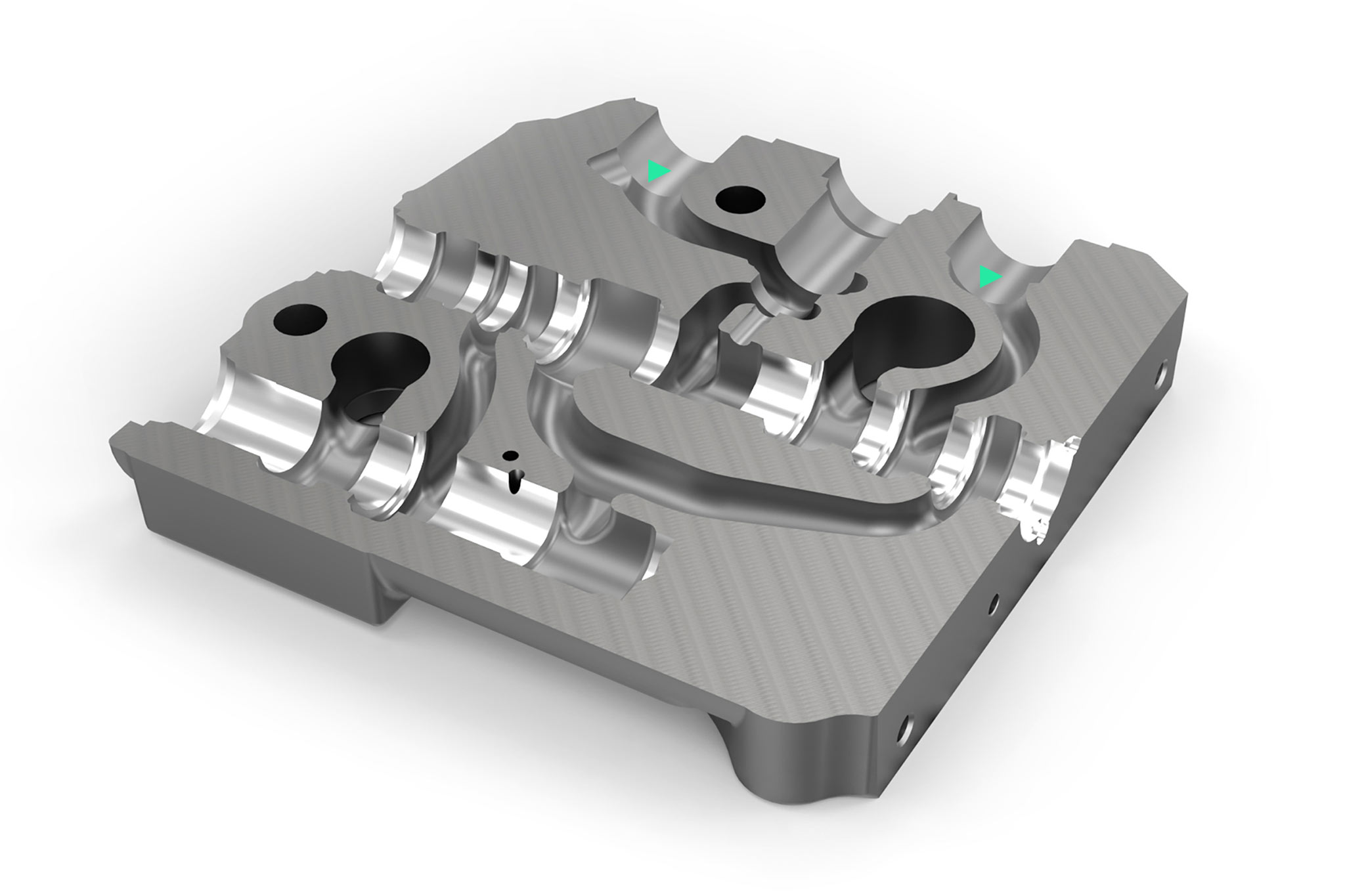
Obudowa zaworu EN-GJS-400-15 – Otwór zaworu suwakowego i otwór ciśnieniowy
Sytuacja wyjściowa u klienta
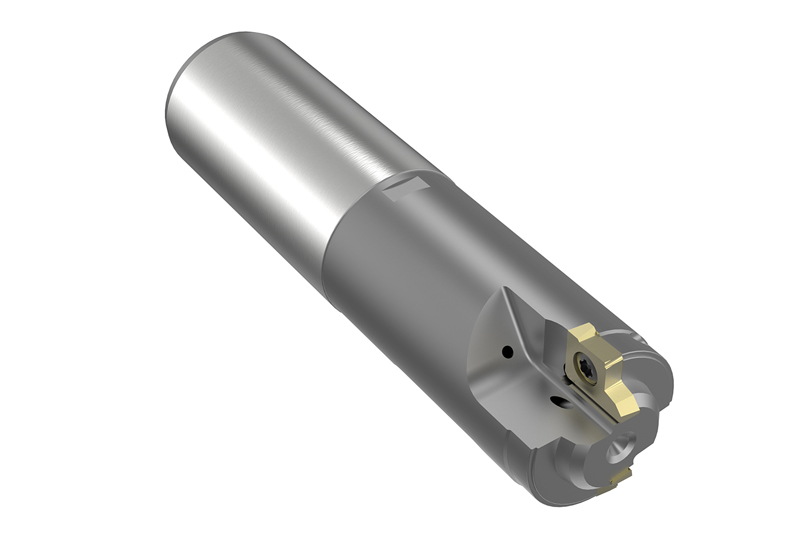
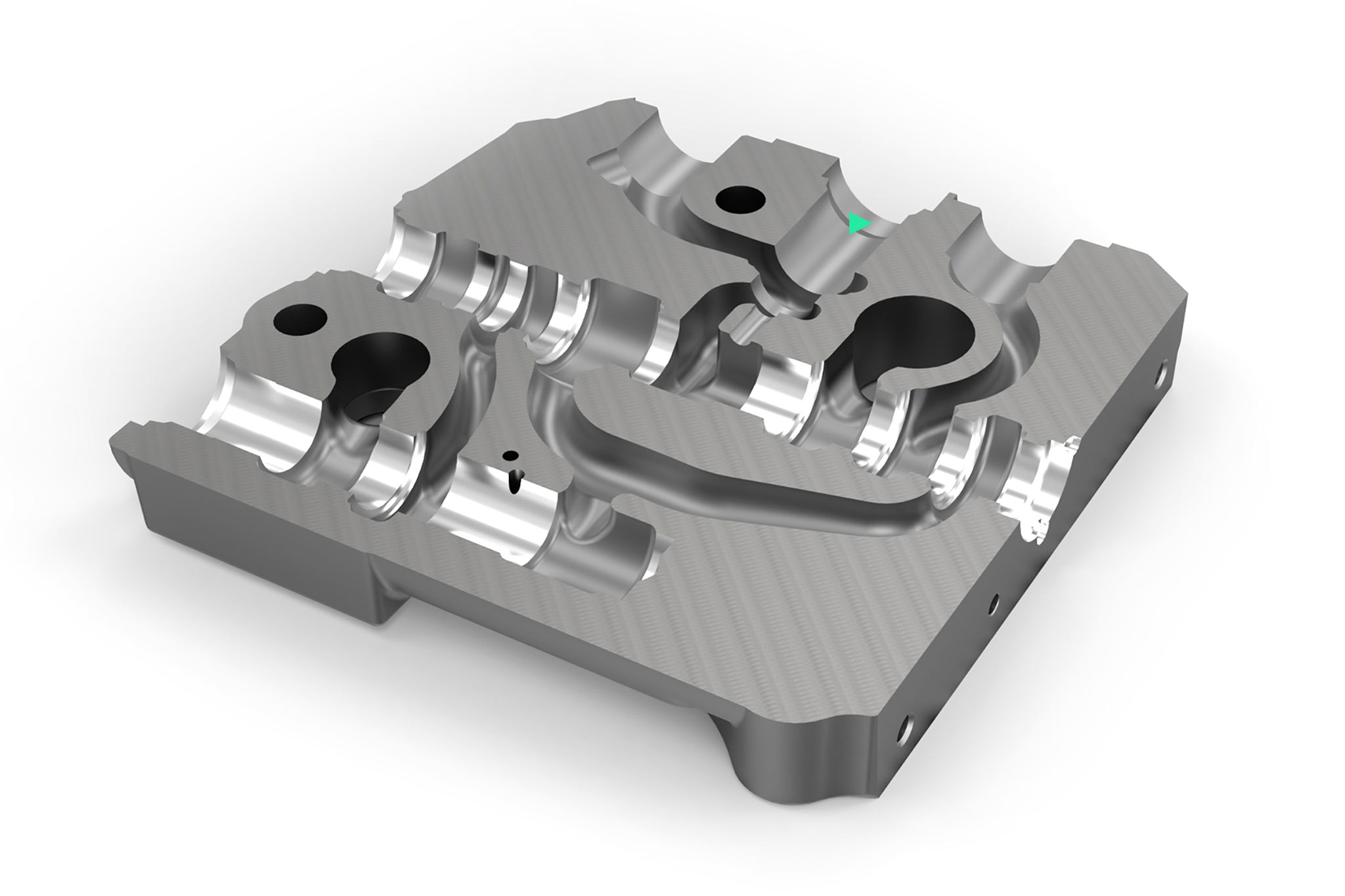
Obudowa zaworu EN-GJL-300 – Otwór zaworu suwakowego
Sytuacja wyjściowa u klienta
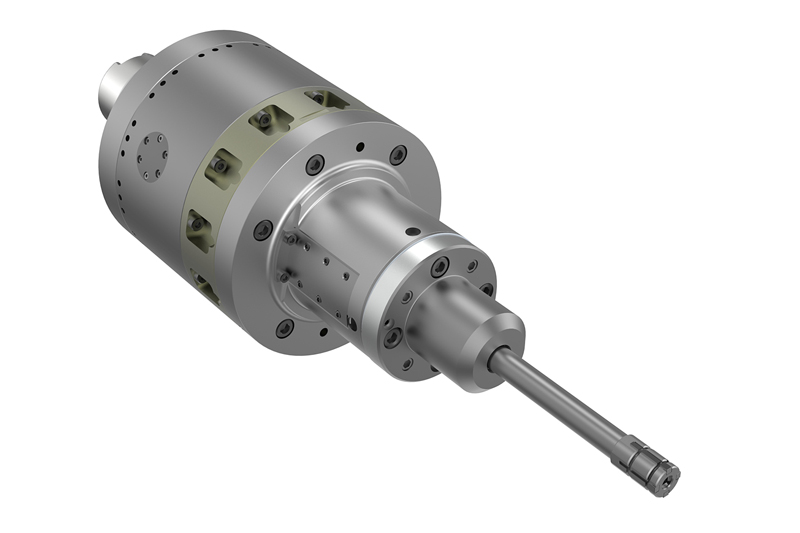
Otwór zaworu EN-GJS-400-15 – Otwór wyważarki ciśnieniowej / honowanie
- Wymóg zmniejszenia kosztów dodatkowych
- Istniejąca maszyna BAZ przerobiona na TOOLTRONIC
- Honowanie podczas budowy prototypów oraz małych i średnich serii
- Wymóg oszczędności procesu honowania na oddzielnej maszynie
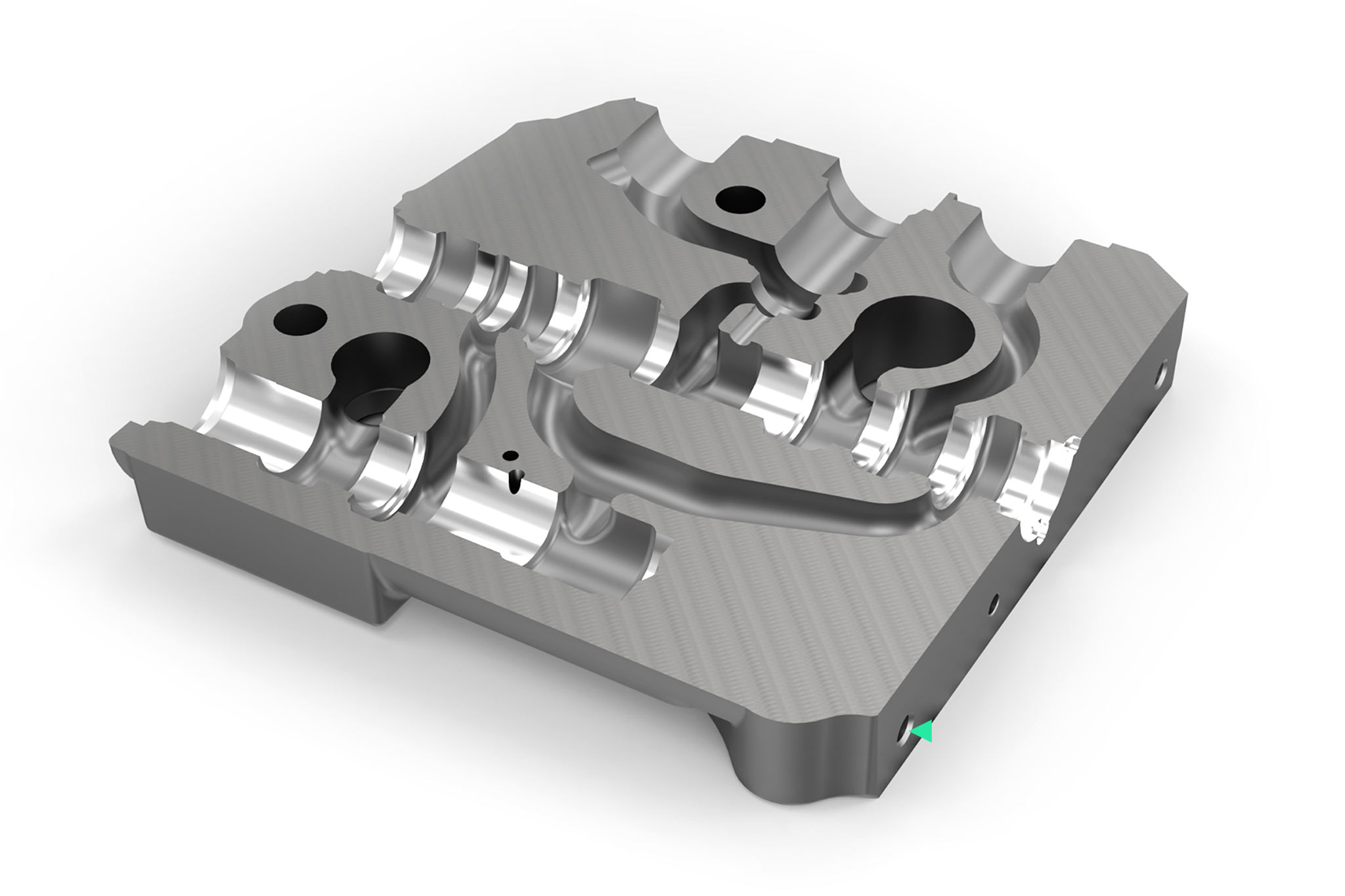
Sytuacja wyjściowa u klienta
Obudowa zaworu EN-GJS-400-15 – Kompleksowa obróbka
- Wysokie stany magazynowe
- Nieoptymalne procesy w pomieszczeniu regulacyjnym i niekompletna jakość danych
- Niewystarczająca przejrzystość kosztów
- Wysoka fluktuacja spowodowana ogólnym niedoborem wykwalifikowanych pracowników
- Problemy z pękaniem narzędzi
- Wysokie koszty narzędzi