電動補助ユニット
自動車業界の電動化に伴い、内燃エンジンの駆動に関わる作業も電動化されたコンポーネントで行われるようになります。補助ユニットの電動化により、これらのコンポーネントを需要や負荷に応じて使い分けることができ、エネルギー消費の削減に役立ちます。これは高い信頼性と低騒音に加え、優れたエネルギー効率を特長としています。
補助ユニットのスクロールコンプレッサ
電化補助ユニットの一例として、スクロールコンプレッサは熱管理の電動冷媒コンプレッサとして使用されます。例えば、電気自動車で使用するためのアルミニウム製のスクロールコンプレッサの3つの具体的な加工工程を紹介します。

特性
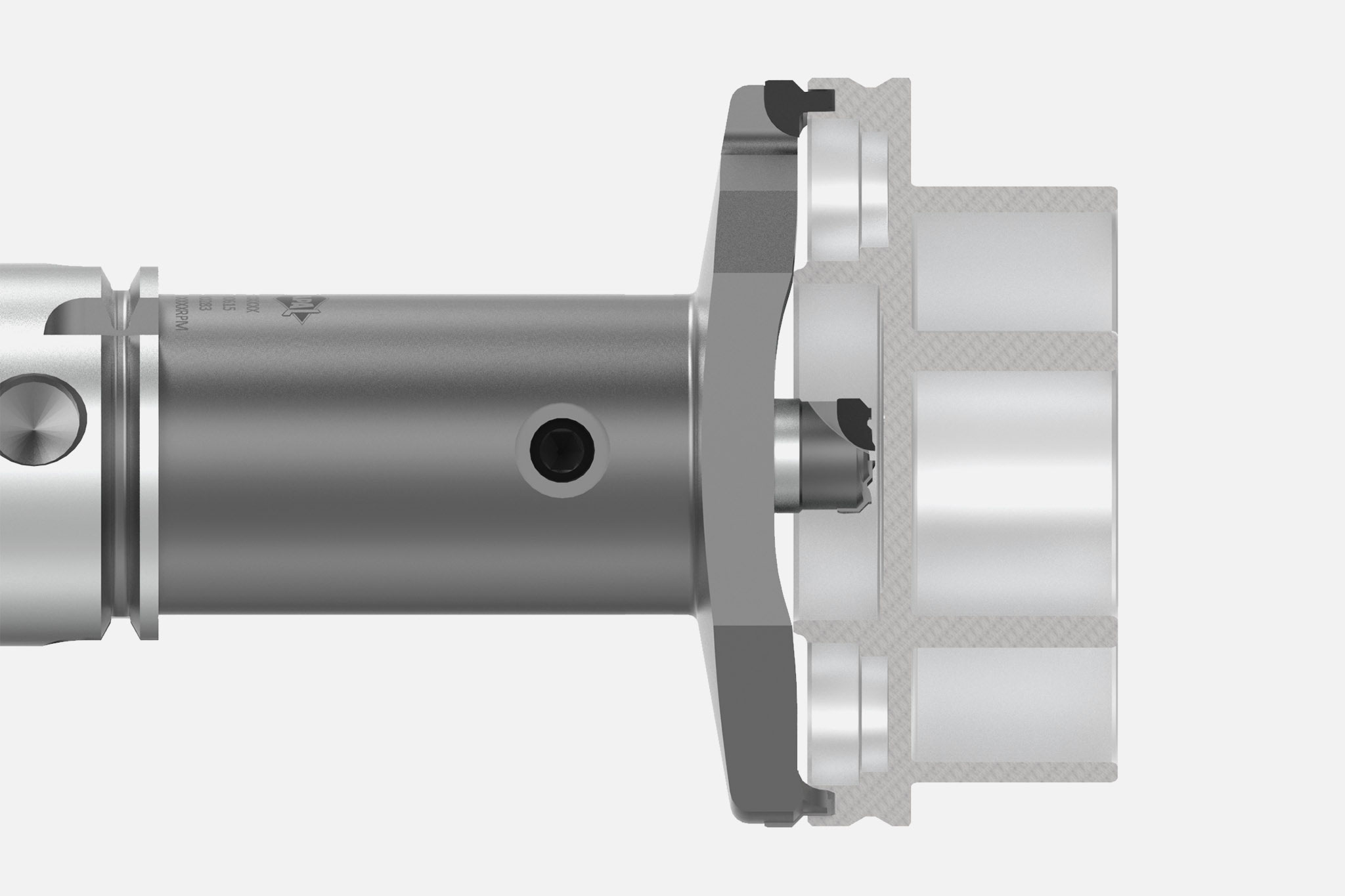
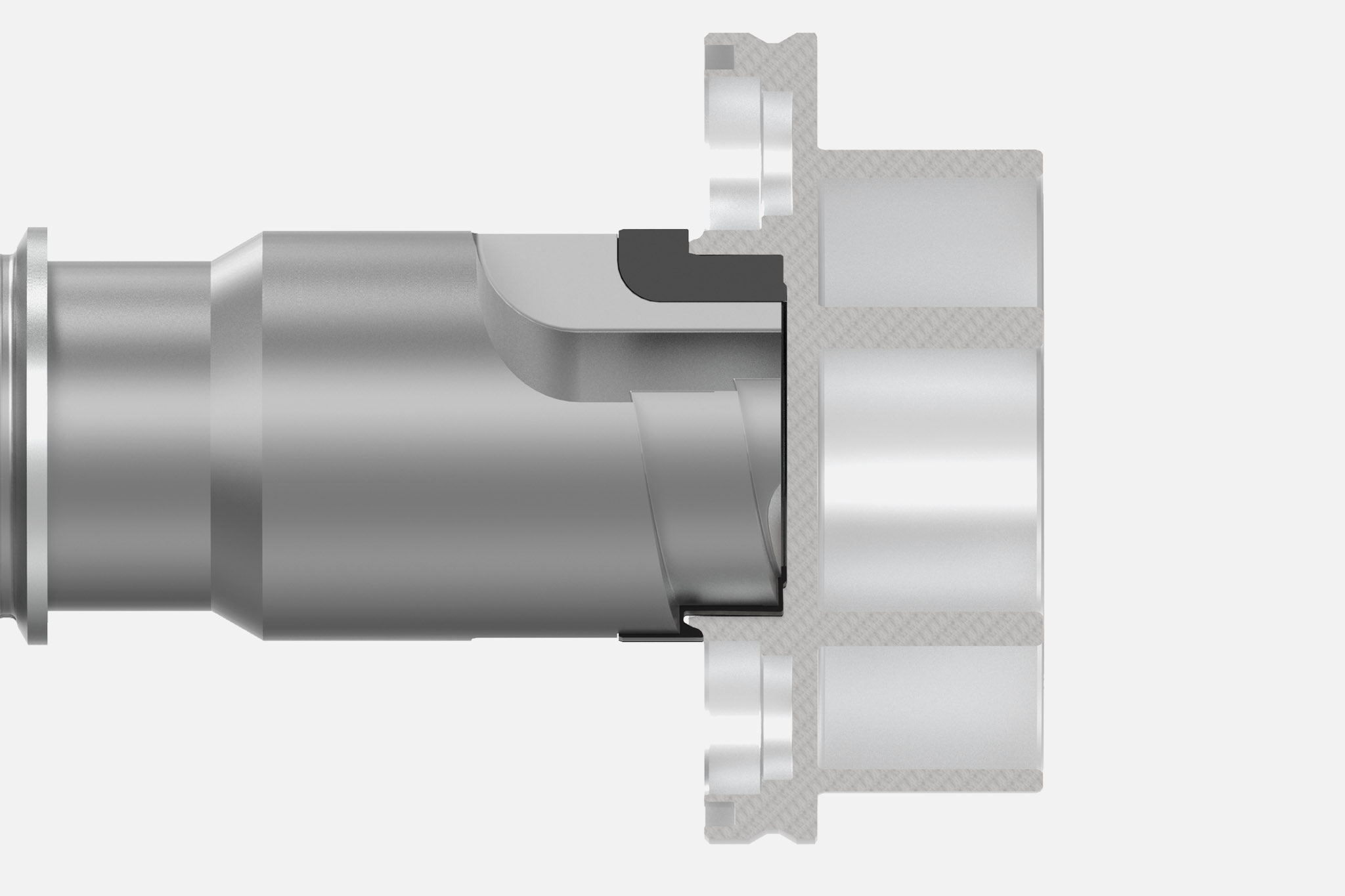
- 軌道スクロールと固定スクロールの中心的要素
- 決め手となる形状およびシャンクの精度
- スパイラルの相互の正確な位置決め
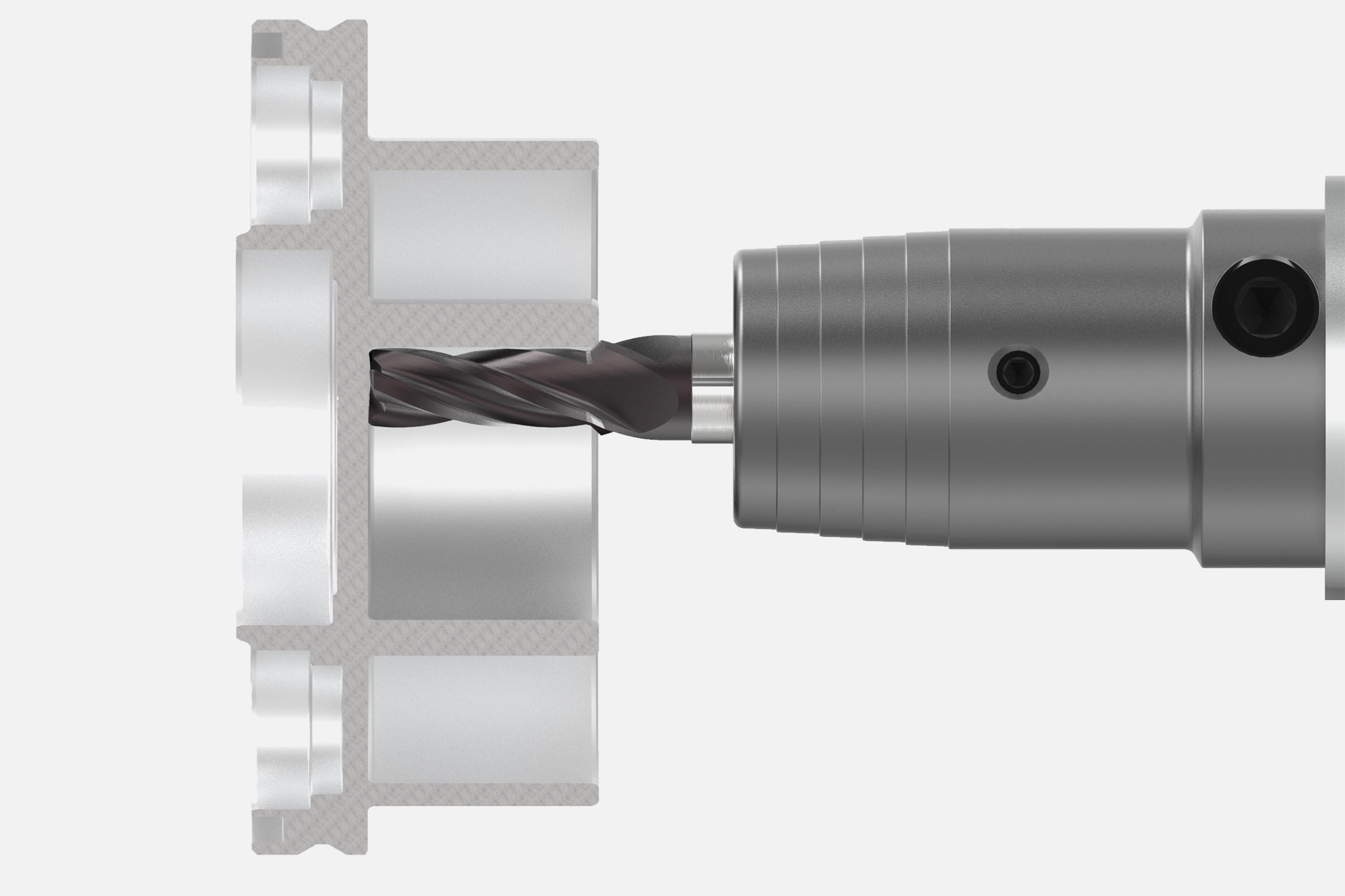
機械加工条件
- スパイラルの高い形状精度 (≤ 20 μm)
- ベースエリアに対する高い直角度 (≤ 20 μm)
- 10 μm以下の平行度と均一性
- 設定範囲の表面粗さ (Rz)
- マシンとツールの完璧な相互作用