
08.11.2019
Turbolader prozesssicher und wirtschaftlich in Serie fertigen
In Dieselfahrzeugen ist der Turbolader schon lange Stand der Technik. Und nahezu alle Automobilhersteller bieten heute Benziner mit Turboaufladung an. Denn: Der Turbolader ermöglicht vergleichbare Leistung bei kleinerem Hubraum - das trägt der Entwicklung des Downsizings Rechnung. Zudem verhelfen Turbolader zu geringerem Verbrauch und sind damit elementar, um strenge Emissionsgrenzen zu erfüllen. Für die Hersteller dieser Turbolader bietet MAPAL den kompletten Prozess inklusive Werkzeugen und Spannfutter für die Zerspanung.

Herausforderung für Zerspanungswerkzeuge
Den Großteil der Turbolader machen Abgasturbolader aus. Diese unterscheiden sich bei nahezu jedem Automobilhersteller und weisen eine spezielle Geometrie auf. Allen gemein: Bei ihrem Einsatz in Fahrzeugen mit Ottomotoren entstehen sehr hohe Temperaturen. Deshalb fertigen die Hersteller von Turboladern das Turbinengehäuse, die sogenannte „Heißseite“, aus hitzebeständigen Materialien. Diese Materialien stellen eine besondere Herausforderung für jedes Zerspanungswerkzeug dar, denn sie sind in der Regel sehr abrasiv.
Um die Zerspanung dieser Gehäuse besonders wirtschaftlich und effizient gestalten zu können, benötigen die Hersteller der Bauteile einen entsprechenden Zerspanungsprozess. MAPAL hat dafür neue Schneidstoffe sowie Werkzeuge entwickelt und bietet den kompletten Prozess zur Bearbeitung von Turboladern. Inklusive aller Werkzeuge, beispielsweise Bohrern, Fräsern, Reibahlen und mechatronischen Aussteuerwerkzeugen – abgestimmt auf die jeweilige Geometrie des Turboladers. Zudem steht MAPAL den Kunden zur Seite, um Prozesse ständig weiterzuentwickeln, Taktzeiten zu reduzieren und Standwege zu erhöhen.
Einen Großteil der Bearbeitung von Turboladern können Zerspaner mit Werkzeugen mit wirtschaftlichen ISO-Wendeschneidplattenrealisieren. So auch viele Zerspanprozesse an der herausfordernden Heißseite. MAPAL hat dafür einen Schneidstoff entwickelt und ihn speziell auf die Bearbeitung von hitzebeständigem Stahlguss abgestimmt. Trotz der Abrasivität des Materials erreichen Anwender so lange Standzeiten und damit eine hohe Wirtschaftlichkeit.
Alle Werkzeuge, die für die Bearbeitung eingesetzt werden, überzeugen durch einfaches Handling und höchste Präzision. Exemplarisch behandelt dieser Beitrag vier Werkzeuge für die Bearbeitung der Heißseite:
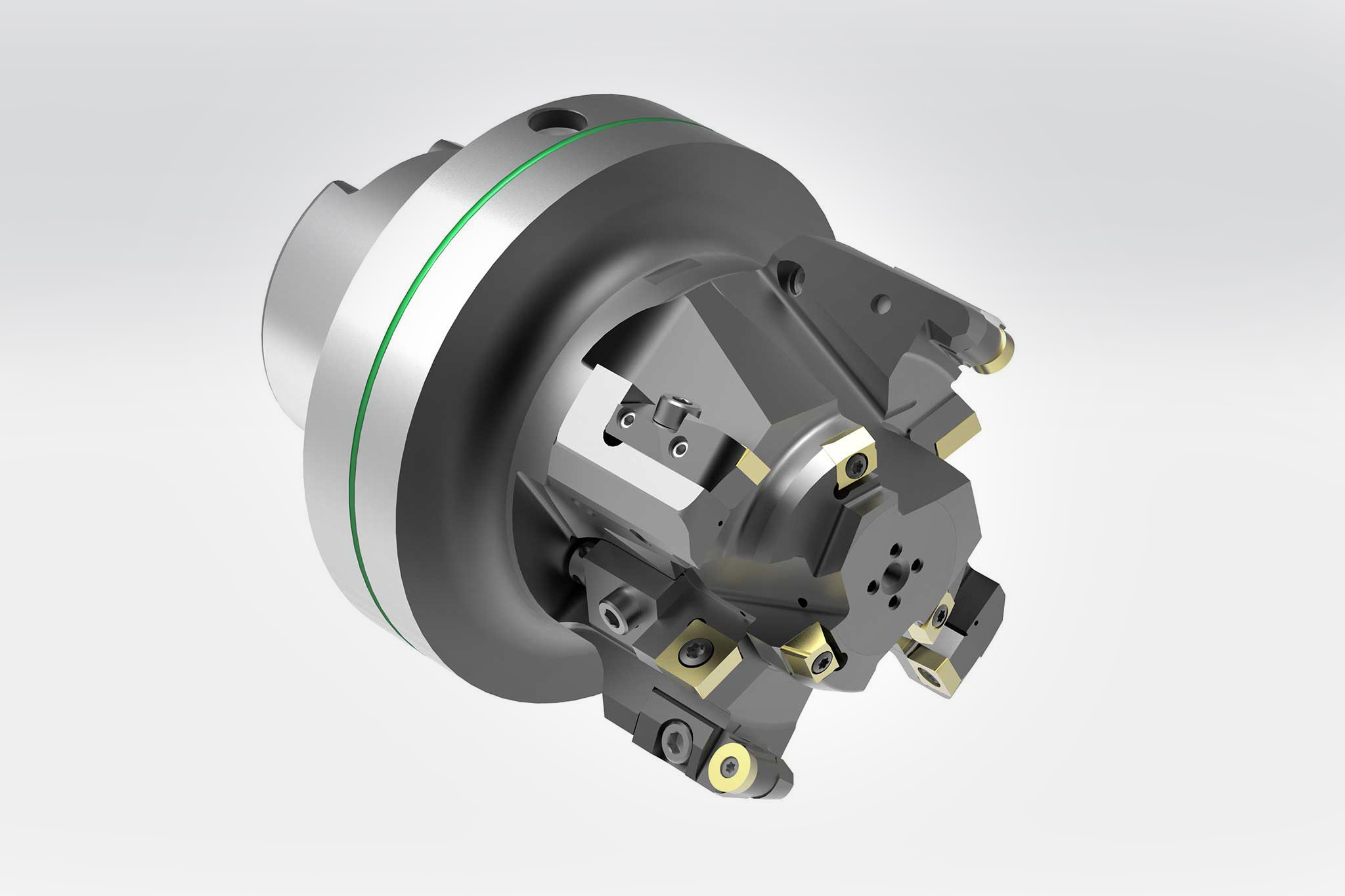
1. Komplexes Aufbohrwerkzeug mit ISO-Wendeschneidplatten
Bei der Bearbeitung des V-Bands stehen Zerspaner nicht nur aufgrund der Materialeigenschaften vor einer Herausforderung. Ein unterbrochener Schnitt erschwert zusätzlich die Bearbeitung. MAPAL empfiehlt für die Vorbearbeitung des V-Bands sowie die Vorbearbeitung der Turbineninnenkontur ein komplexes Aufbohrwerkzeug mit ISO-Wendeschneidplatten. Das Werkzeug realisiert gleichzeitig eine Innen- sowie eine Außenbearbeitung mehrerer Stufen. Um die Späne nach außen abzuleiten und die Turbineninnenkontur nicht zu beschädigen, arbeitet das Werkzeug linksdrehend.
Bearbeitungsbeispiel:
Material: 1.4837 | Kühlung: MMS | Durchmesser: 49; 70,5; 73; 90 mm; Fase 10° | Schnittgeschwindigkeit: 70 m/min | Vorschub: 0,4 mm | Standmenge: 75 Bauteile
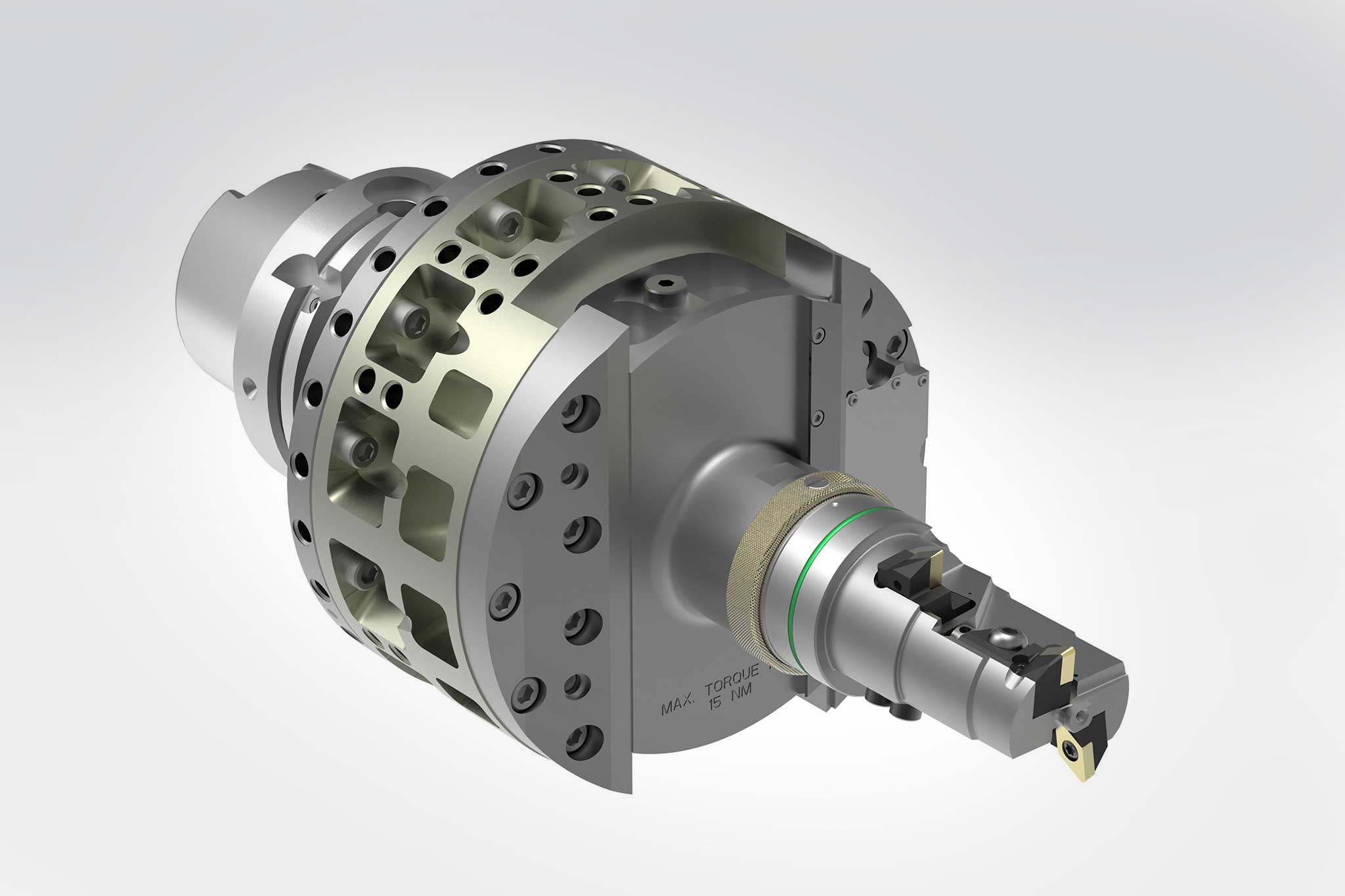
2. Turning on the machining centre using TOOLTRONIC
Eine weitere Herausforderung bei der Zerspanung der Turbinengehäuse von Abgasturboladern stellt die Turbinenhauptbohrung dar. Ihrer Fertigung liegen enge Toleranzen hinsichtlich Form, Lage und Oberfläche zugrunde. Die Bohrung ist trompetenförmig aufgebaut, um bestmögliche Strömungseigenschaften zu generieren. Für deren Bearbeitung empfiehlt MAPAL die TOOLTRONIC mit LAT-Aufsatz (Lineares Aussteuerwerkzeug). Die TOOLTRONIC, ein mechatronisches Werkzeugsystem, ist eine vollwertige NC-Achse, die in die vorhandene Maschinensteuerung eingebunden wird. Das Aufsatzwerkzeug ist mit drei Schneiden ausgestattet, eine zum Schruppen und zwei zum Schlichten.
Bearbeitungsbeispiel:
Material: 1.4837 | Kühlung: MMS | Durchmesser: 40,5-57,295 mm | Schnittgeschwindigkeit: 140 m/min (Schruppen), 120 m/min (Schlichten) | Vorschub: 0,15-0,4 mm | Standmenge: 50 Bauteile
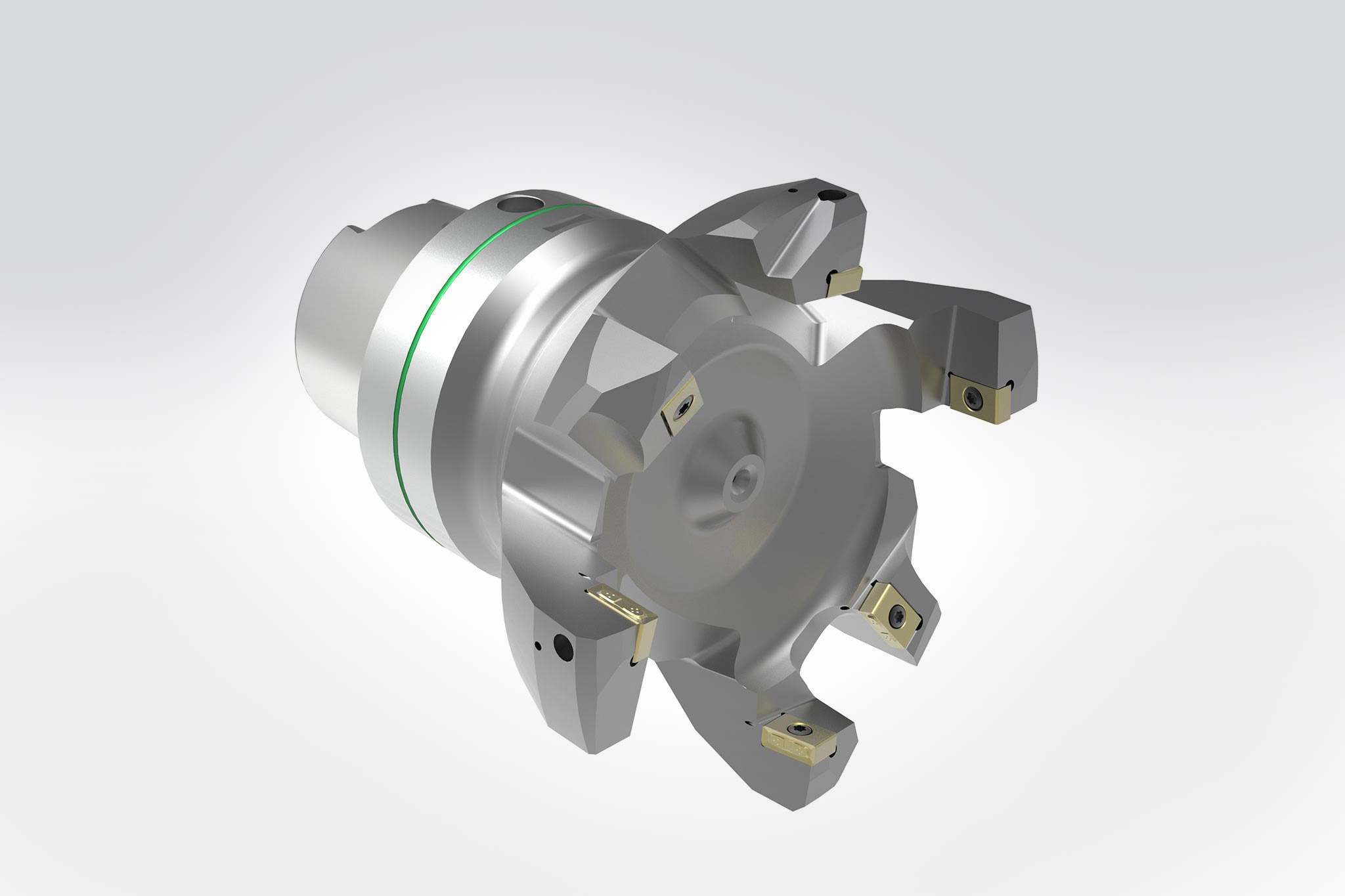
3. Neuer Planfräser für die Schruppbearbeitung
Zum Schruppen der Planfläche des Turboladergehäuses eignet sich ein neuer, besonders wirtschaftlicher Fräser von MAPAL. Er stammt aus dem neuen Fräsprogramm mit gepressten, radialen ISO-Wendeschneidplatten, das MAPAL jüngst vorgestellt hat. Highlight dieses Planfräsers sind die ISO-Wendeschneidplatten mit 16 nutzbaren Schneidkanten. Damit ist der Einsatz des Werkzeugs besonders wirtschaftlich.
Bearbeitungsbeispiel:
Material: 1.4849 | Kühlung: Trockenbearbeitung | Durchmesser: 125 mm, 14 Schneiden | Schnittgeschwindigkeit: 80 m/min | Vorschub: 0,12 mm | Standmenge: 125 Bauteile

4. Diameter turning tool with tangential technology
The new tool from MAPAL for pre-machining the catalytic converter flange is also particularly cost-effective. Tangential technology is used on this diameter turning tool. Due to the upright and horizontal installation of the LTHU inserts, in effect eight cutting edges can be used per indexable insert.
Machining example:
Material: 1.4837 | Cooling: MQL | Diameter: 119 mm | Cutting speed: 80 m/min | Feed: 0.3 mm | Tool life: 100 parts
The four tools mentioned demonstrate, on the one hand, the different machining tasks on a turbocharger and, on the other hand, symbolise the variety of tools and know-how available from MAPAL. From standard milling cutters, through mechatronic actuating tools, to complex boring tools, the programme includes all the tools necessary for machining turbochargers, including the tool clamping systems. MAPAL designs the complete machining process such that the most reliable and cost-effective strategy for the customer is used. There is always a close eye on accuracy down to the μm so that the turbochargers achieve the highest possible efficiency in operation.



