
09.12.2019
Highly precise machining of truck engine cylinder bores
Successful teamwork between users, machine manufacturers and MAPAL
Modern truck engines are produced at the Mercedes-Benz plant in Mannheim. The requirements for ideal engine properties include extremely tight tolerances for the decisive dimensions of the engine blocks. Thanks to the close cooperation between the specialists from Mercedes-Benz, the machine manufacturer and MAPAL, significant progress was made when a new production line for machining engine blocks was designed.




Manufacturing engines requires the highest level of precision. In order to ensure the best-possible engine properties, the corresponding surfaces in the engine block must be machined with the utmost accuracy. They have a complex geometry and numerous key characteristics (KC) for which the highest tolerance classes must be reliably observed. Depending on the engine type, these include multiple H7 fits, various areas with accuracy specifications less than 15 μm as well as chamfers with tight tolerances, including a 20° chamfer with an outlet, for which an angle tolerance of just ± 0.025° (1' 30") must be observed while meeting the high requirements in terms of surface quality at the same time. Aside from all the accuracy, the focus is also on cost-effective manufacturing.
Only manageable with actuating tools
A first line for machining these engine blocks was commissioned in 2011. When planning a second line, the persons responsible drew on their experience with the first line. They identified the machining of the bores for the cylinder liner adapters as particularly challenging. The machining was divided into two stations: one for pre-machining and one for fine machining.

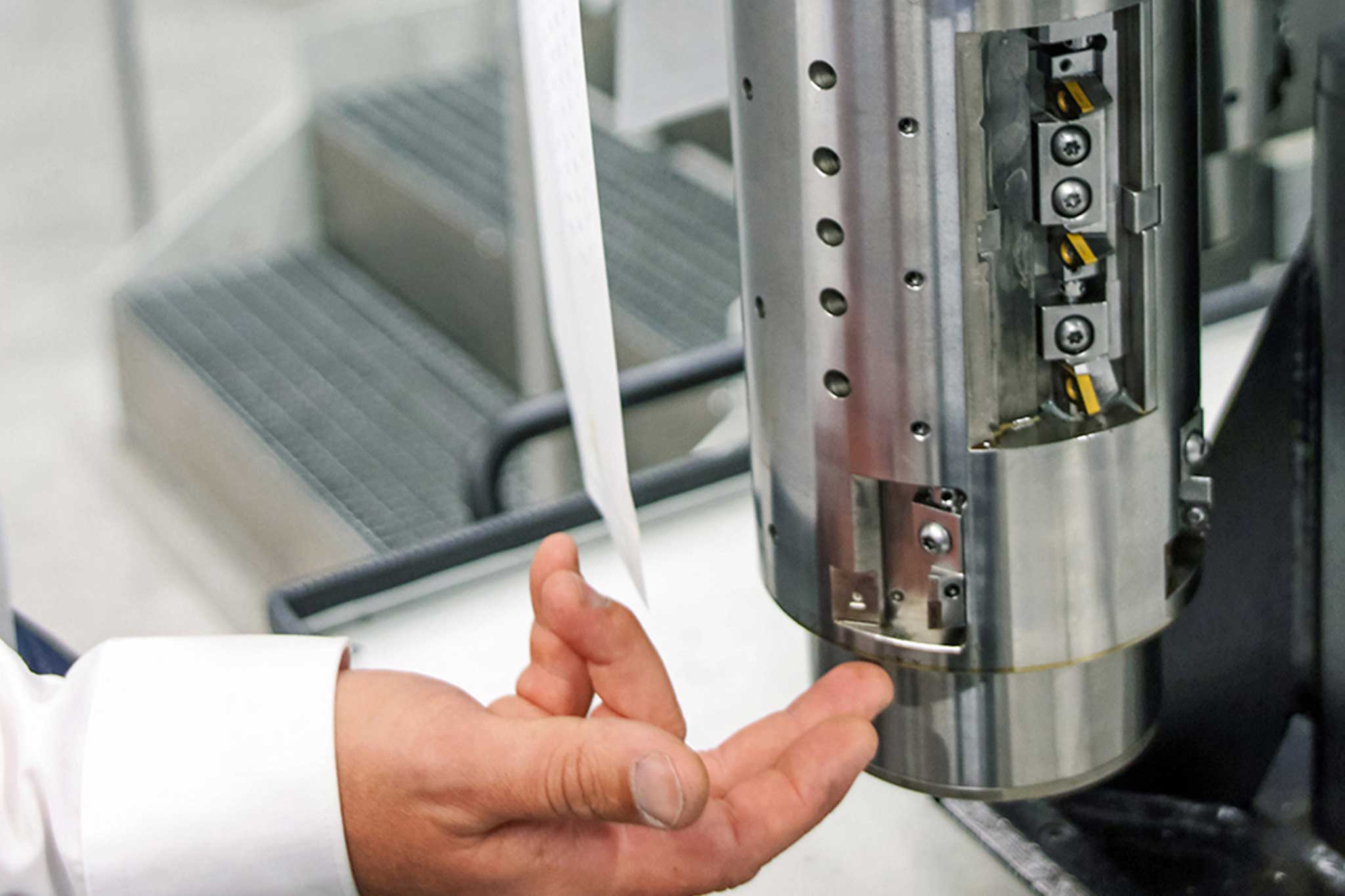
Hierfür hat MAPAL komplexe Aussteuerwerkzeuge entwickelt. Sie sind mit bis zu 20 Schneidplatten, sowohl in ISO- als auch in Sonderausführung, bestückt. Die HSK-160 Schnittstelle weist eine vergrößerte Planfläche von 200 mm Durchmesser auf, ein Werkzeug wiegt insgesamt bis zu 60 Kilogramm. Trotz der Schnittstelle und der Gesamtlänge von 380 mm muss das Aussteuerwerkzeug eine Rundlaufgenauigkeit von 3 µm gewährleisten. Die Schieber steuert eine zusätzliche NC-Achse in der Maschinensteuerung mittels einer Zugstange an. Die Herausforderung bei der Werkzeugauslegung war, diese Zugstange in die HSK-Schnittstelle zu integrieren und den automatischen Werkzeugwechsel sicherzustellen. Eine hochpräzise Bajonettverriegelung löst die Aufgabe. Sie koppelt die Zugstange automatisch beim Werkzeugwechsel. Rampen aus Hartmetall übertragen die Bewegungen der Zugstange im Werkzeug auf die Schieber.

Sichere Logistik für die Werkzeuge mit hohem manuellen Fertigungsanteil
Um die geforderten Stückzahlen zu erreichen, bearbeiten drei Spindeln auf den Sondermaschinen drei Bohrungen gleichzeitig. Die drei Werkzeuge pro Maschine sind jeweils einer bestimmten Spindel zugeordnet. Damit ist Prozesssicherheit gewährleistet. Für jedes Werkzeug gibt es ein Schwesterwerkzeug sowie ein Reservewerkzeug für die turnusmäßigen Wartungen und Instandsetzungen bei MAPAL.

Die sehr hohe geforderte Fertigungspräzision der Aussteuerwerkzeuge für Mercedes-Benz macht einen großen manuellen Fertigungsanteil notwendig. Beispielsweise läppen die Spezialisten von MAPAL die Schieberschächte im Werkzeuggrundkörper von Hand. Auch die Genauigkeit der Zugstangenmechanik muss höchsten Präzisionsanforderungen genügen. Für jedes dieser Werkzeuge ergibt sich so ein manueller Arbeitsaufwand von mehreren Mannwochen.
Schneidenwechsel und Einstellen der Werkzeuge außerhalb der Maschine
Die Bediener vor Ort nehmen diese Art von Werkzeugen in der Regel aus der Maschine und gehen in den Arbeitsraum, um die Schneiden zu wechseln und einzustellen. Das ist für die Maschinenbediener aufgrund des Kühlschmierstoffs nicht nur unkomfortabel, die Maschine produziert in dieser Zeit nicht. Im Dreischichtbetrieb und bei drei Werkzeugen pro Maschine summiert sich diese Stillstandszeit theoretisch auf drei bis vier Stunden täglich. Ein inakzeptabler Wert.
Gemeinsam mit den Mitarbeitern von Mercedes-Benz und dem Maschinenhersteller hat MAPAL daher ein Konzept zum automatischen Werkzeugwechsel sowie zum Einstellen der Werkzeuge außerhalb der Maschine. Dieses Vorgehen ist grundsätzlich bei Bearbeitungsmaschinen durchaus üblich. Allein schon die Dimensionen der Werkzeuge machen es in diesem Fall allerdings zur Herausforderung. Eine Maschine mit automatischem Werkzeugwechsel stellt für diese Art der Bearbeitung und für diese Dimensionen eine Weltneuheit dar. Und so forderte das Projekt viel Innovationskraft und Mut bei allen Projektpartnern.
Einmalige Einstellgeräte für hängende Werkzeuge
In an effort to ensure that the external adjustment is as simple as possible, MAPAL developed the corresponding devices for transporting, adjusting and maintaining the tools. This included a handling solution for inserting and replacing tools in the magazine, as the tools are inserted into the machining system while hanging, which is quite unusual. Due to the high tool weight of around 60 kg, the effort of just “turning over” the tool twice manually would have put the personnel under a lot of strain. When working with such a weight, the safety aspect also plays a major role. Furthermore, there would have been a risk that the tool could be damaged in the process. This is why MAPAL realised two unique setting fixtures into which the tools are inserted in a hanging position. A cart for hanging transport between the machining system and the setting fixture was also developed. The tools are thus transported and adjusted in the same position in which they are used in the machining system.

Closed quality control loop
The measurement results determined on the setting fixtures are transmitted directly to an RFID data medium on the tool. The controller of the machining system reads it out when the tools are inserted. This way, the machine can readjust some of the important measurements using the actuating slides during machining. As from the second workpiece, the results of the routine QA measurement are taken into account. This closed quality control loop for the tools was a high priority for Mercedes-Benz.



