内燃机
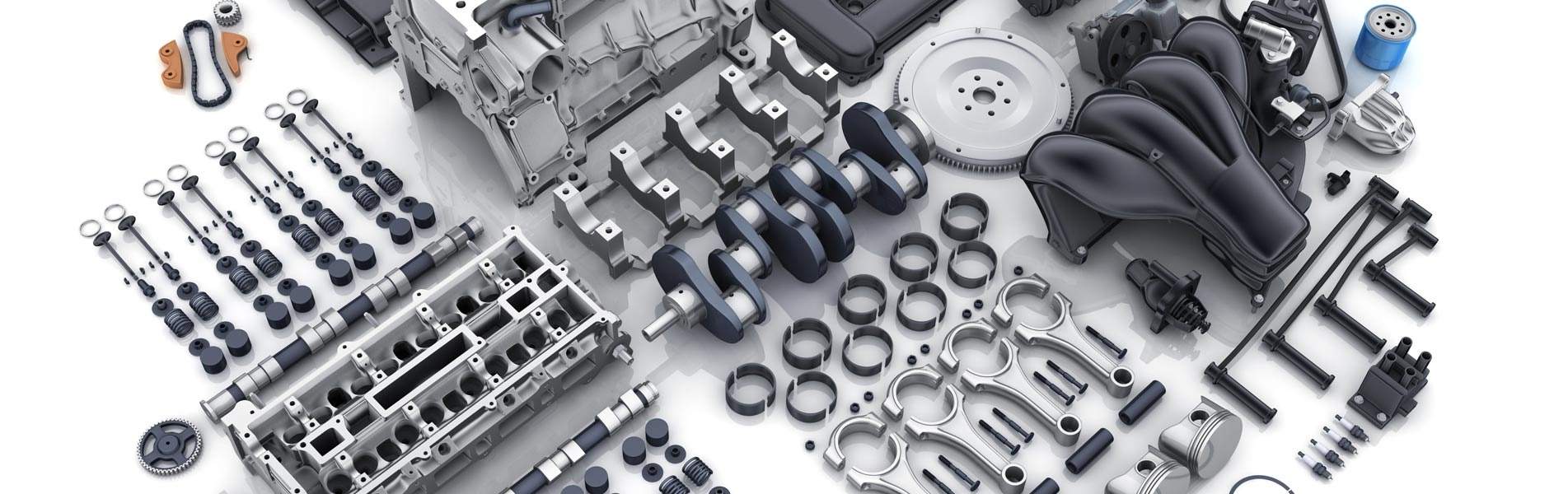
Composants clés du domaine ICE







/Kleines-Auge-im-Fokus-1-.jpg)
Anwenderberichte aus dem Bereich Verbrennungsmotor
-
26.08.2025
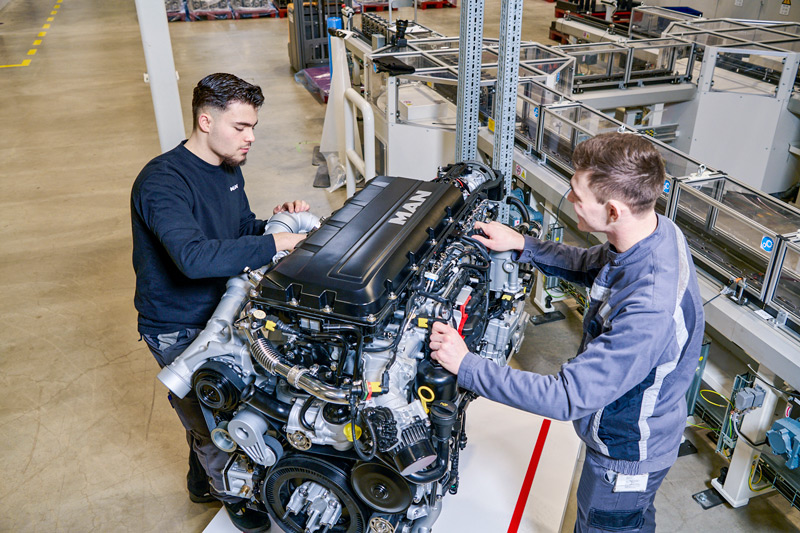
MAPAL Feinbohrwerkzeuge für Bearbeitung von Zylinderköpfen bei MAN
Bei MAN-Motoren kommen Feinbohrwerkzeuge von MAPAL zum Einsatz, die Ventilführungs- und Ventilsitzgrundbohrung von Zylinderköpfen bearbeiten.
-
22.07.2025
Kurbelwellen- und Ventilsitzbearbeitung: MAPAL setzt Maßstäbe
Optimierte Bearbeitung von Kurbelwellen und Ventilsitzen: MAPAL bietet innovative Werkzeuglösungen für moderne Verbrenner- und Hybridmotoren.
-
16.01.2025
Tool management from MAPAL completed for DEUTZ in record time
MAPAL completed the entire engineering including tool design, cycle time study and cost calculation for the engine manufacturer Deutz in the Spanish plant in Zafra within a very short time.
-
23.03.2023
The production must go on
Digital tool management with more than 750 tools from MAPAL ensures smooth large-scale production at Schabmüller Automobiltechnik.
-
30.06.2022
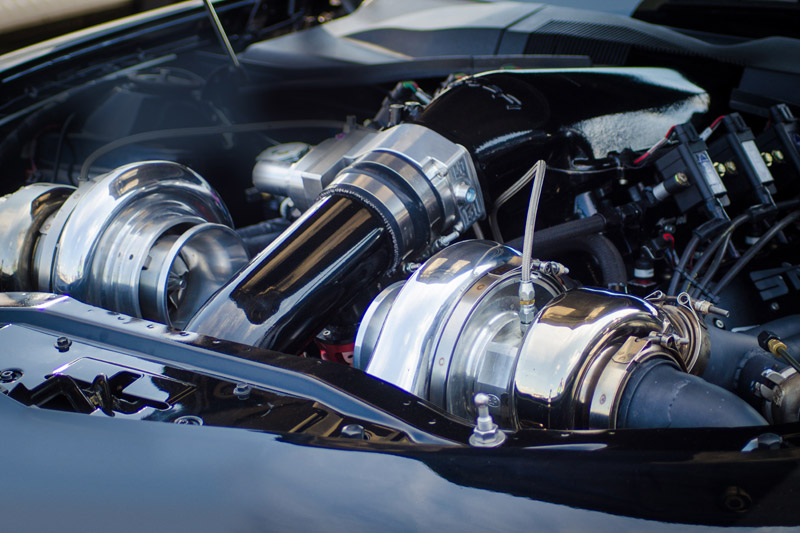
Even more cost-effective turbochargers
How the complete machining of turbochargers becomes even more productive with indexable insert milling cutters from the NeoMill range.
-
09.12.2019
Highly precise machining of truck engine cylinder bores
High-precision MAPAL actuating tools and a special setting fixture ensure precise and economical production at Mercedes-Benz in Mannheim.