01.07.2019
Electric motor housings reliably enter large-scale production
MAPAL provides innovative solutions for machining tasks
The number of vehicles with electric drives being produced is increasing alongside the importance of electric mobility. Although electric motors per se are nothing new, the automotive industry is currently entering uncharted waters in terms of both their use as means of propulsion for vehicles and their large-scale series production. Being a technology partner to its customers, MAPAL has devised a number of innovative machining systems, including some for the complex machining of electric motor housings.


Skalierbarkeit des Anforderungskatalogs
Die Automobilhersteller optimieren Verbrennungsmotoren im Hinblick auf diese Kriterien seit Jahrzehnten. Was jedoch für diese Motoren gang und gäbe ist, stellt im Hinblick auf Elektromotoren eine Herausforderung dar. Das zeigt ein Vergleich zwischen einem Gehäuse eines Elektromotors und einem Getriebegehäuse: Das Elektromotorengehäuse weist deutlich enger definierte Toleranzen auf als das Getriebegehäuse. Denn die Genauigkeit hat entscheidenden Einfluss auf den Wirkungsgrad des Motors. Die Bearbeitung erschweren überdies integrierte Kühlkanäle, die das Gehäuse dünnwandig machen, sowie in einigen Fällen Mischbearbeitungen durch eingepresste Lagerbuchsen.
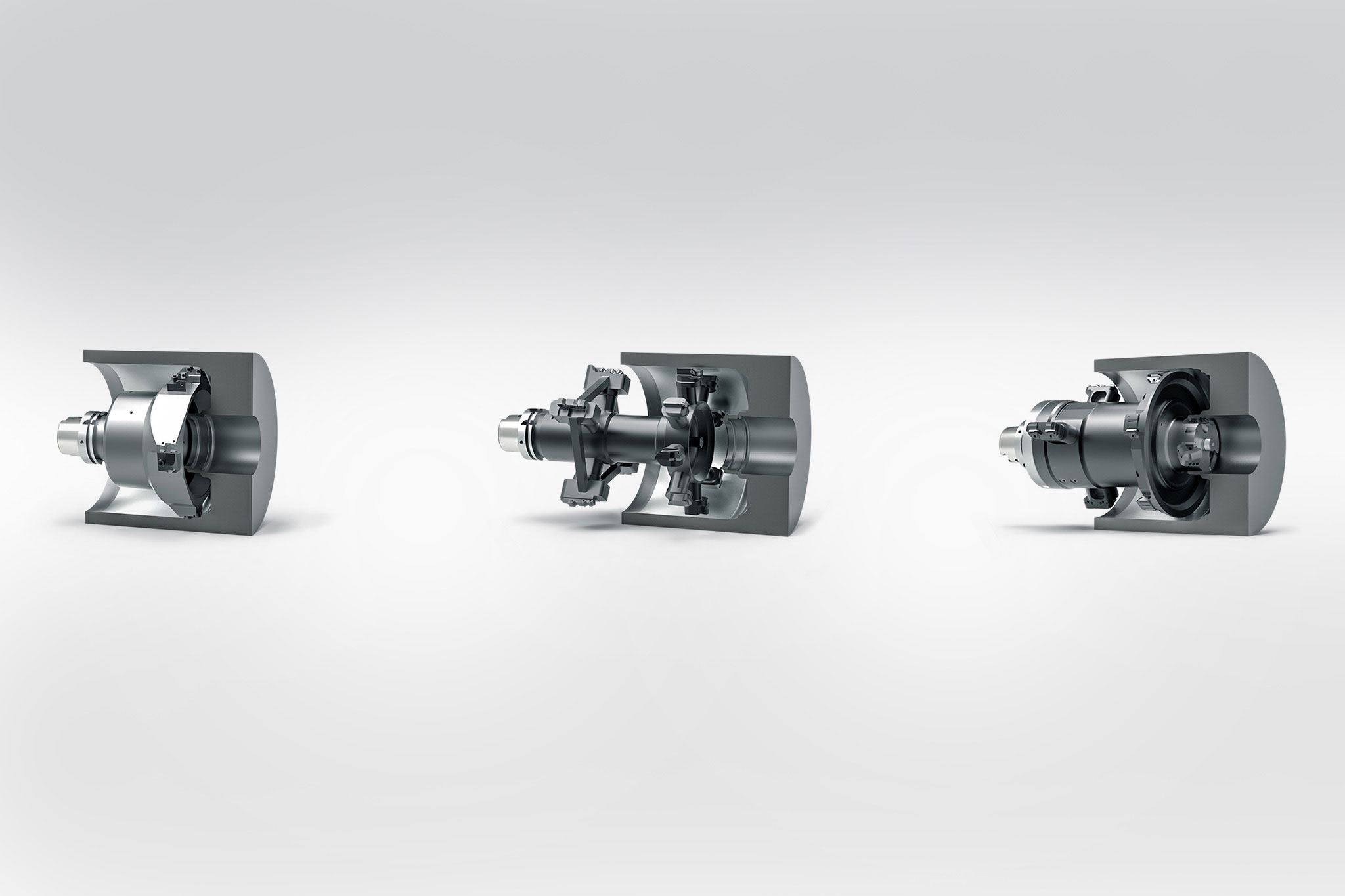
In der Prototypenfertigung sind die genannten Aspekte oft noch ohne große Schwierigkeiten zu meisten. In der Großserienfertigung jedoch stellen sie eine echte Herausforderung dar. Und das nicht nur für die Einhaltung aller Toleranzen, sondern auch bezüglich der Prozesskosten. Neben der erwähnten Lagerbohrung ist die Bearbeitung der Statorbohrung besonders anspruchsvoll. Sie weist einen großen Durchmesser und eine große Tiefe auf.
Auswirkungen des Bearbeitungskonzepts auf die Werkzeugauslegung
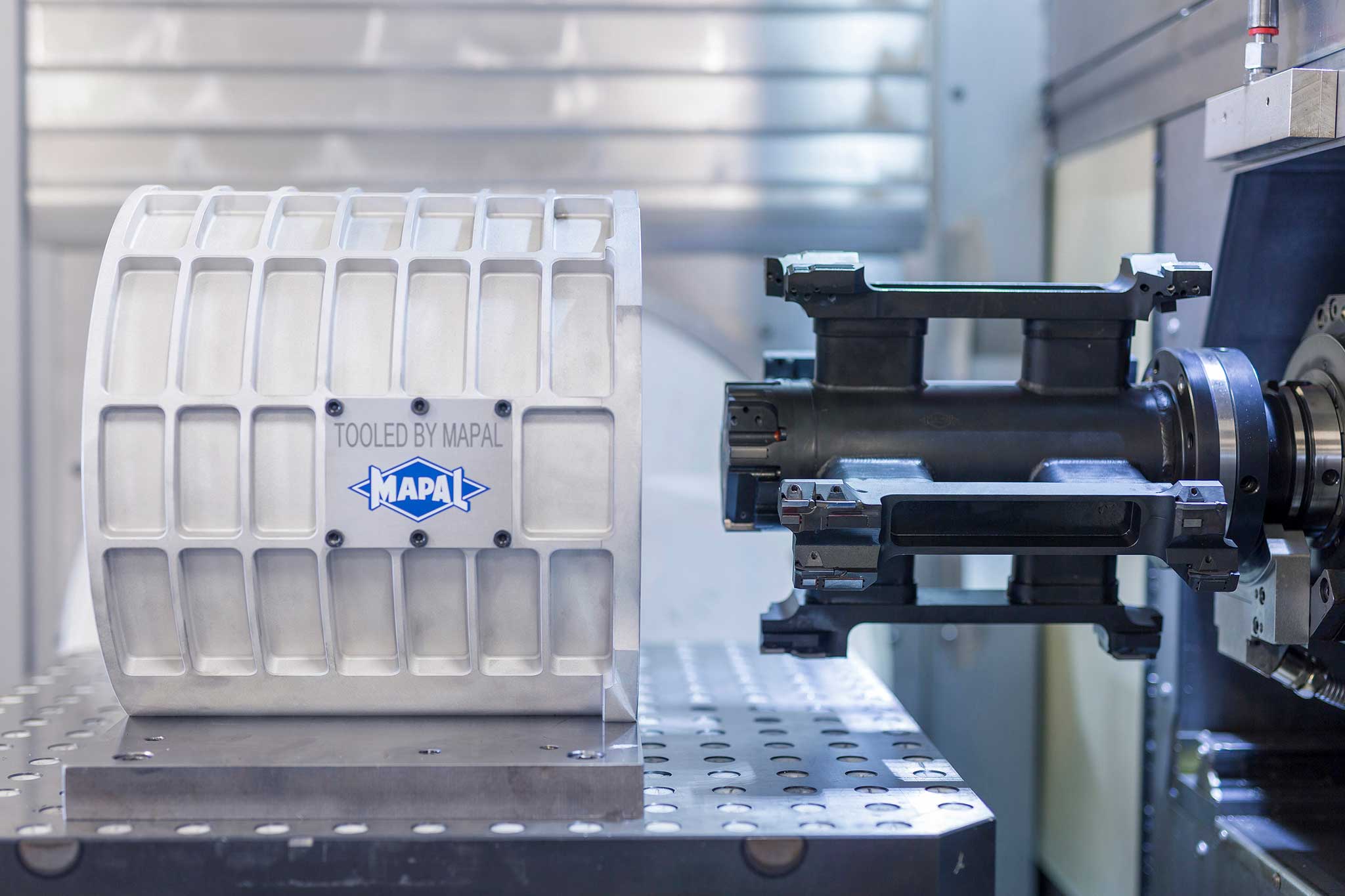
Die dünnwandigen E-Motorengehäuse neigen aufgrund ihrer glockenähnlichen Form zu Eigenschwingungen. Aus diesem Grund und wegen gussbedingter Spannungen im Bauteil ist besonderes Augenmerk auf die Aufspannung und auf die einzelnen Bearbeitungsoperationen zu legen. Bei der Aufspannung ist auf geringe Radialkräfte zu achten, damit das spätere Bearbeitungsergebnis, insbesondere die Zylinderform, nicht negativ beeinflusst wird.
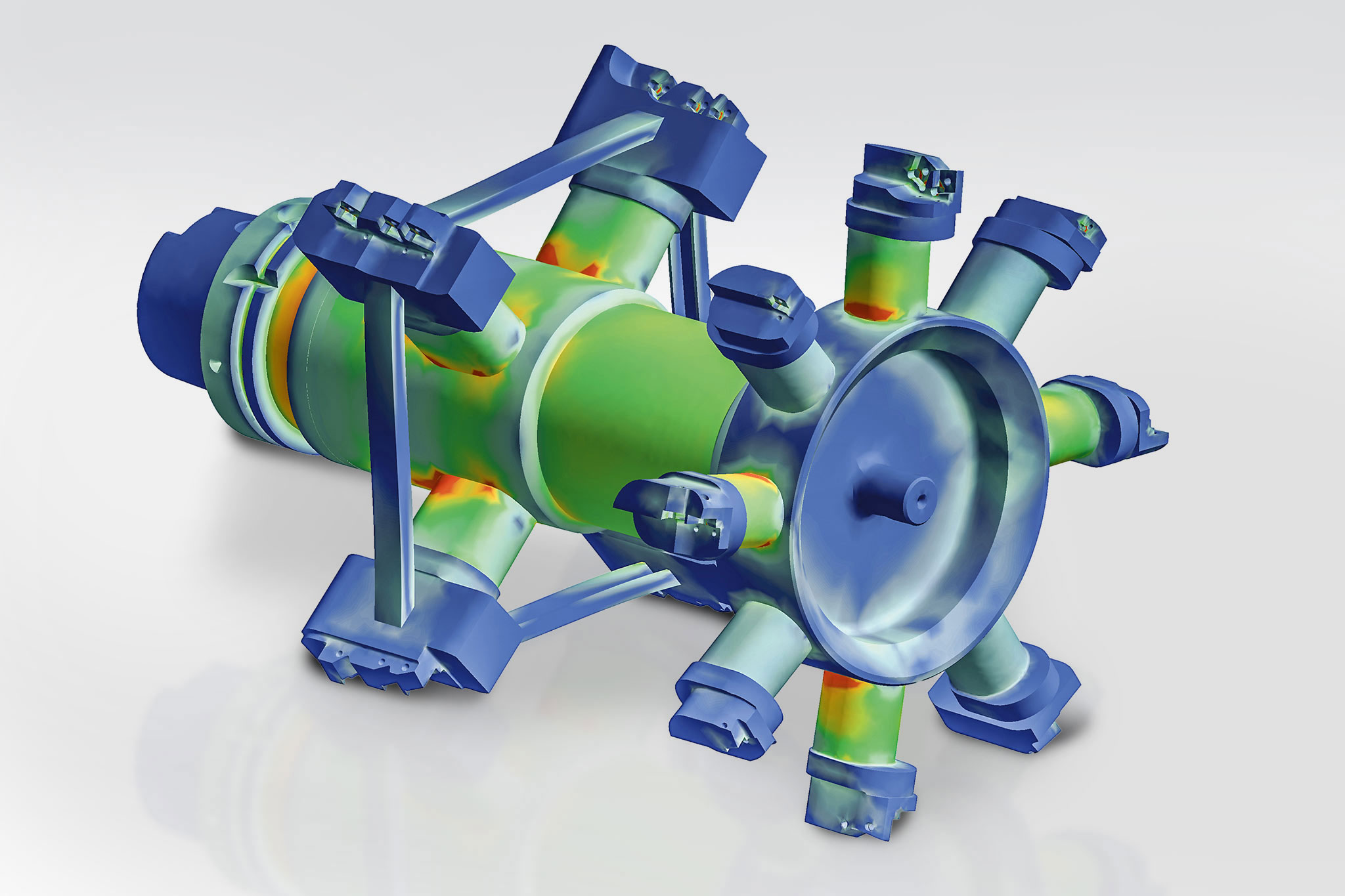
Während am Bohrungseintritt ein radiales Aufmaß von ungefähr 0,5 mm vorliegt, bildet sich am Boden der Bohrung aufgrund der gussbedingten Entformungsschräge eine größere Materialanhäufung von bis zu 13 mm im Durchmesser. Dadurch wirken hohe Bearbeitungskräfte auf das Bauteil und das Werkzeug, die in die Prozess- und Werkzeugauslegung einbezogen werden.
Limitierender Faktor Kippmoment
Statorbohrungen weisen nicht selten einen Durchmesser von bis zu 300 mm auf. Um sie wirtschaftlich zu bearbeiten, setzen die Anwender Werkzeuge mit großen Durchmessern und langen Auskragungen ein. Bei solchen Verhältnissen hat neben dem Werkzeuggewicht das Kippmoment des Werkzeugs nennenswerten Einfluss auf den Bearbeitungsprozess und sind durch Vorgaben der Bearbeitungsmaschine und des Werkzeuggreifers möglichweise limitiert. Grundsätzlich legen Werkzeugspezialisten aus diesem Grund die Werkzeuge möglichst gewichtsarm aus.
Zum Beispiel können spezielle Werkzeugkonstruktionen Gewicht und Kippmoment reduzieren, wie etwa neuartige Fertigungsmethoden und die dadurch mögliche Ultraleichtbauweise. Sie erlaubt nicht nur eine individuelle Kühlkanalführung, sondern ermöglicht extreme Gewichtseinsparungen durch geometrische Freiheiten und die Option innerer Hohlräume.
Empfehlenswert: Ein Mehrfach-Maschinenkonzept
Geringe Werkzeuggewichte lassen auch Bearbeitungslösungen für kleinere Maschinenschnittstellen wie HSK-A63 zu. Denn nur verhältnismäßig leichte Werkzeuge mit großen Durchmessern sind für den Einsatz auf Maschinen mit weniger Leistung geeignet. Um große Durchmesser auf Maschinen mit kleinen Schnittstellen zu bearbeiten, kann darüber hinaus die Zähnezahl des Werkzeugs reduziert werden. So reduziert sich das Zeitspanvolumen beziehungsweise das Schnittmoment, allerdings auf Kosten der Taktzeit.
Diese Optionen sind deshalb von großer Bedeutung, da der Großteil der vorhandenen Bearbeitungszentren in der Automobilindustrie ebendiese HSK-A63 Schnittstellen aufweisen. Um die neuen Anforderungen an die Bauteile für elektrisch angetriebene Fahrzeuge zu erfüllen, rüsten Unternehmen ihre Maschinenparks um. Empfehlenswert für viele Bearbeitungsprozesse ist ein Mehrfach-Maschinenkonzept. Denn kleinere Spindeln arbeiten flexibler und um 15 Prozent schneller als HSK-A100 Spindeln. Eine optimale Prozessauslegung umfasst Bearbeitungszentren mit HSK-A63 für die Rundumbearbeitung und Bearbeitungszentren mit HSK-A100 für die Bearbeitung der Statorbohrung. In jedem Fall beeinflusst die maschinenseitige Trennstelle die Werkzeugauslegung grundlegend. Denn das maximal mögliche Drehmoment und die maximal mögliche Schnittleistung sind maßgeblich für die Definition der Werkzeugzähnezahl. Dabei gilt: Je höher die Zähnezahl, desto kürzer die Zykluszeit, desto leistungsfähiger muss die Bearbeitungsmaschine beziehungsweise die Spindel sein.
Anforderungen an den Bearbeitungsprozess
- der Koaxialität von Lagerbohrung und Statorbohrung;
- der Rechtwinkligkeit der Bohrungen zur Referenzfläche;
- der Rundheit und Zylinderform der Statorbohrung und des Lagersitzes.
Pre-machining: Vorbearbeitung: High material removal rate with economic machining values
In most cases, the machine tool is the critical factor in the design of the tool for pre-machining the stator bore. In the machining process that MAPAL recommends, the first choice is a boring tool with cartridges and PCD-tipped indexable inserts. This tool is that it achieves a high material removal rate very quickly and thus cost-effectively because it allows work at high cutting speeds and feed rates. However, using this tool requires a machine with high maximum torque and power to match.
If such a machine is not available, the alternative is to pre-mill the stator bore. MAPAL offers an ISO helix milling cutters with PCD-tipped indexable inserts for this very purpose. Although this tool can also be used to work with very high cutting speeds and feed rates, the machining time is much longer than it is with boring on account of the longer machining stroke.
Semi-finishing and finishing: Ensure highest precision
In designing the tool for semi-finishing, MAPAL also focuses on the torque and power of the machine. This stage of machining involves pre-machining the complex contour definition of the electric motor housing so that finishing the complete contour including chamfers and radial transitions is possible in one machining step. For this stage of machining, MAPAL recommends a precision boring tool with PCD-tipped ISO indexable inserts.
The final stage involves machining the stator bore to micron precision with a fine boring tool, also a welded design. The PCD-tipped indexable inserts are finely adjustable, which helps to maximise accuracy. The tool is fitted with guide pads to provide the best possible support in the bore.