
Levigatura flessibile nel centro di lavorazione
Corpo valvola EN-GJS-400-15 – Foro di compensazione della pressione / Levigatura
Situazione di partenza del cliente

- Necessità di ridurre i costi accessori
- Centro di lavorazione convertito a TOOLTRONIC
- Levigatura per la realizzazione di prototipi e per serie di produzione piccole e medie
- Necessità di risparmiare il processo di levigatura su una macchina separata
Particolarità della soluzione
- Importante asse NC, incorporato nell’unità di comando della macchina
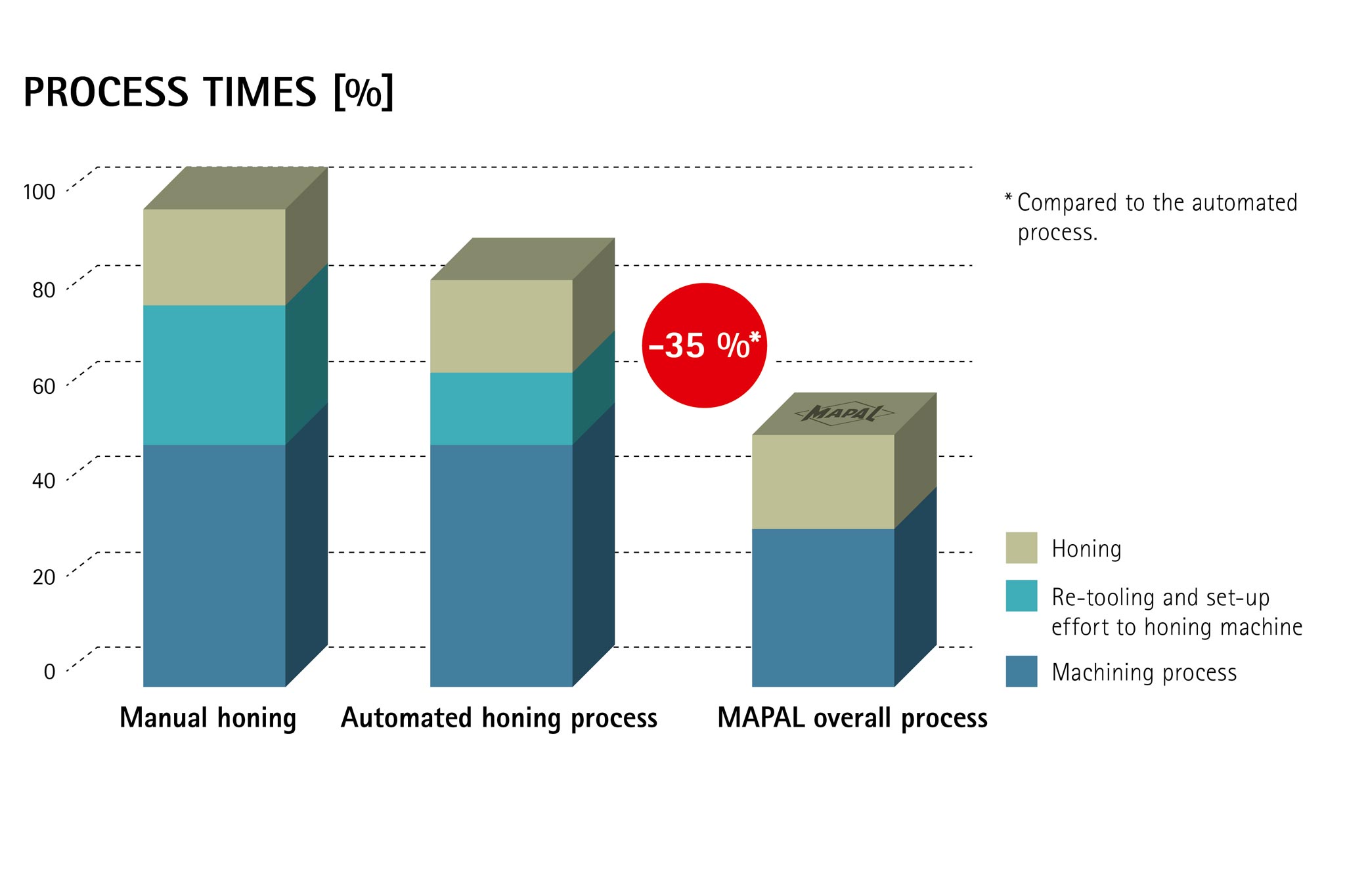
- Riduzione dei tempi di produzione e dei lead time
- Qualità di superficie migliorata
- Maggiore fedeltà alla forma richiesta
Foro di compensazione della pressione

Lavorazione di precisione tramite levigatura
- Riduzione significativa dei tempi di produzione e dei lead time
- Maggiore fedeltà alla forma richiesta
Levigatura con TOOLTRONIC
La lavorazione con TOOLTRONIC di MAPAL consente di ottenere un’elevata qualità della superficie e misure precise in caso di tolleranze di produzione estremamente ridotte, nonché una notevole flessibilità della produzione. L’usura delle barre di levigatura viene compensata da una movimentazione interna ad elevata precisione e sensibilità (sistema EAT).
MAPAL TOOLTRONIC: Struttura e vantaggi
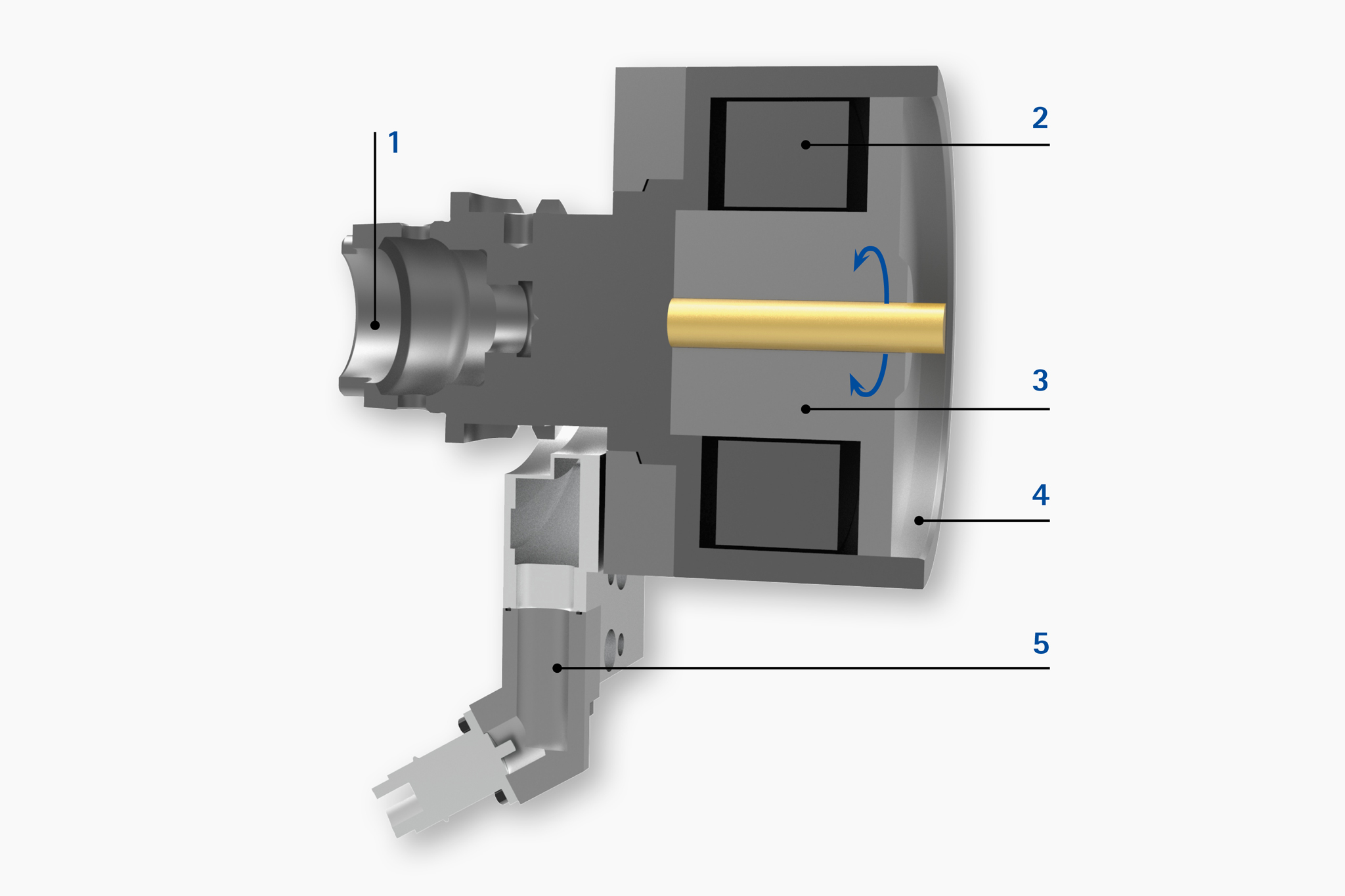
Struttura TOOLTRONIC per i centri di lavorazione:
- Interfaccia macchina
- Elettronica
- Unità motore con punto di collegamento predefinito
- Interfaccia modulare
- Statore (unità autoportante)
VANTAGGI DI QUESTA LEVIGATURA:
- Minime tolleranze di lavorazione e flessibilità nella produzione
- Elevata qualità della superficie e misure precise
- Grande potenziale di risparmio e di incremento della qualità per prototipi e serie di produzione piccole e medie
- Eliminazione dei costosi processi di conversione
Vantaggi
- Tolleranze da raggiungere: Precisione diametro IT 6 e circolarità < 5 µm
- Lavorazione di tornitura con componente verticale e fissato
- Possibilità di spigoli arrotondati
- Quantità ridotta/scarsa di utensili personalizzati
- Sistema con scarsa necessità di manutenzione grazie all’utensile di comando eccentrico (sistema EAT)
- Quasi tutti i centri di lavorazione sono convertibili alla tecnologia TOOLTRONIC di MAPAL
- Eliminazione degli errori di riposizionamento dovuto al passaggio su altra macchina di levigatura
- Intero processo del foro di compensazione della pressione riproducibile da parte di MAPAL (massima redditività e sicurezza dei processi)