Soluzioni per il settore oleodinamico

Tutto dipende dal foro principale
La produzione di corpi per le valvole è la disciplina principale del mondo dell’idraulica. La competenza di MAPAL nella lavorazione del foro cursore è ormai richiesta da molti anni. L'interferenza con il cursore dipende dalla precisione di questo foro ed è molto limitata nelle moderne valvole idrauliche, affinché l’olio idraulico possa fluire solo nella direzione desiderata. Di conseguenza, l’attenzione si concentra sulla rotondità, linearità e qualità superficiale di questo foro.
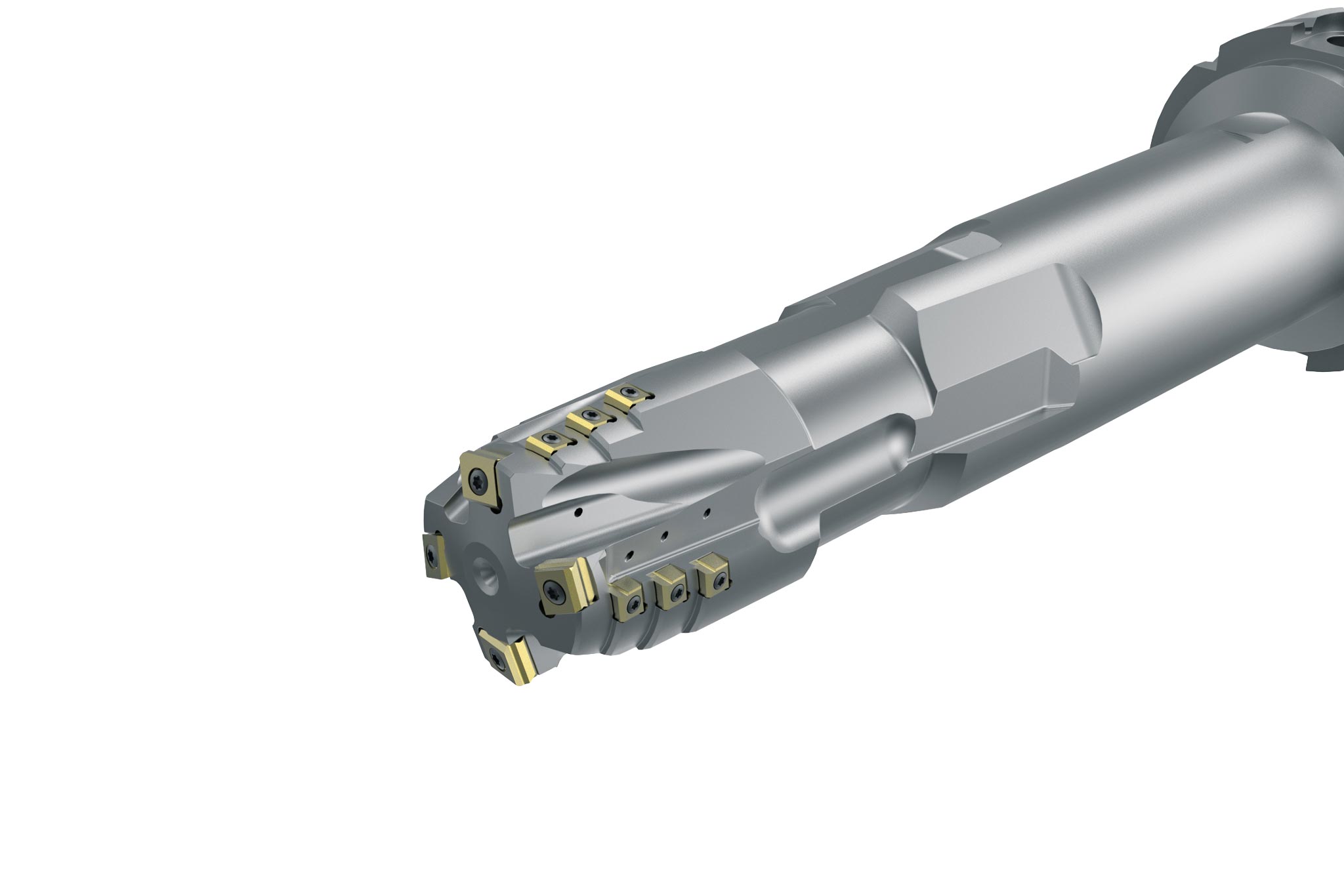
La prima fase di lavorazione tiene conto della diversa qualità dei pezzi grezzi. A causa della relativa imprecisione dei fori di fusione, è necessario eseguire un foro pilota nel primo supporto, il quale crea i presupposti per modellare una buona forma cilindrica nelle fasi successive di lavorazione. Successivamente, è necessario utilizzare un utensile in metallo duro integrale o, in caso di componenti di grandi dimensioni, un utensile dotato di inserti per attraversare l’intero foro. I risultati del foro pilota sul primo supporto vengono ora riprodotti su tutta la lunghezza. Per evitare che i trucioli formino anelli nelle camere cave, MAPAL garantisce un taglio morbido utilizzando la tecnologia tangenziale durante la lavorazione. Ciò può far risparmiare un ciclo di lavaggio separato durante il processo.

Dopo questa lavorazione preliminare, un utensile di barenatura MAPAL viene impiegato per rifinire il foro con estrema precisione. Questo utensile dispone di un tagliente regolabile e di guide che impediscono che esso venga trascinato da un supporto all'altro. In questo modo, si ottengono un’elevata linearità e una precisa forma cilindrica.
Di solito, la qualità del foro può essere migliorata a tal punto che il processo di lucidatura a tre fasi, talvolta ancora necessario, può essere ridotto a uno o a due fasi o eliminato comple-tamente. Tuttavia, laddove siano necessari tre passaggi, la buona prelavorazione consente in molti casi di accelerare significativamente il processo.
Alta redditività con utensili standard
Lavorazione efficiente con utensile di allargatura tangenziale