
Produzione di grandi serie con utensili fissi e registrabili
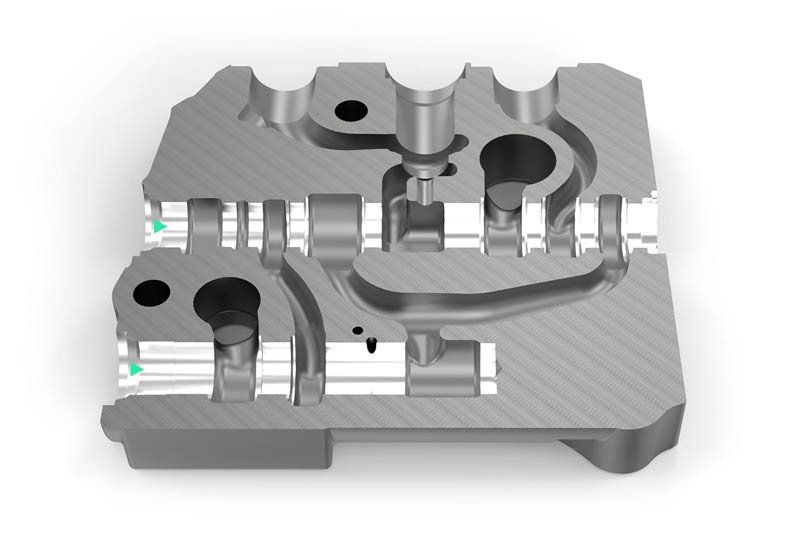
Corpo valvola EN-GJS-400-15 – Foro cursore e foro di compensazione della pressione
Situazione di partenza del cliente
- Serie di produzione grande
- Registrazione utensile desiderato
- Elevati costi orari della macchina
- Costi elevati per la successiva levigatura del foro
Particolarità della soluzione
- Utensili singoli perfettamente calibrati tra loro garantiscono condizioni ottimali per un processo di levigatura ridotto
- Il processo di levigatura può essere eliminato per alcuni requisiti relativi ai componenti
Foro cursore

1. Barenatura
- Ottimi risultati di lavorazione preliminare grazie a un processo calibrato di foratura pilota e di barenatura
- Ottimo flusso di trucioli e ampie possibilità di riaffilatura grazie alla tecnologia multi-fase e a una perfetta adduzione del refrigerante
- Prevenzione della formazione di anelli grazie alla speciale geometria di barenatura → Eliminazione dei costi per la rimozione degli anelli

2. Steuerkantenbearbeitung
- VHM-Profilwerkzeug
- Höchste Genauigkeit und Oberflächengüte der Steuerkanten
- Definierte Steuerkanten ohne Ausbrüche

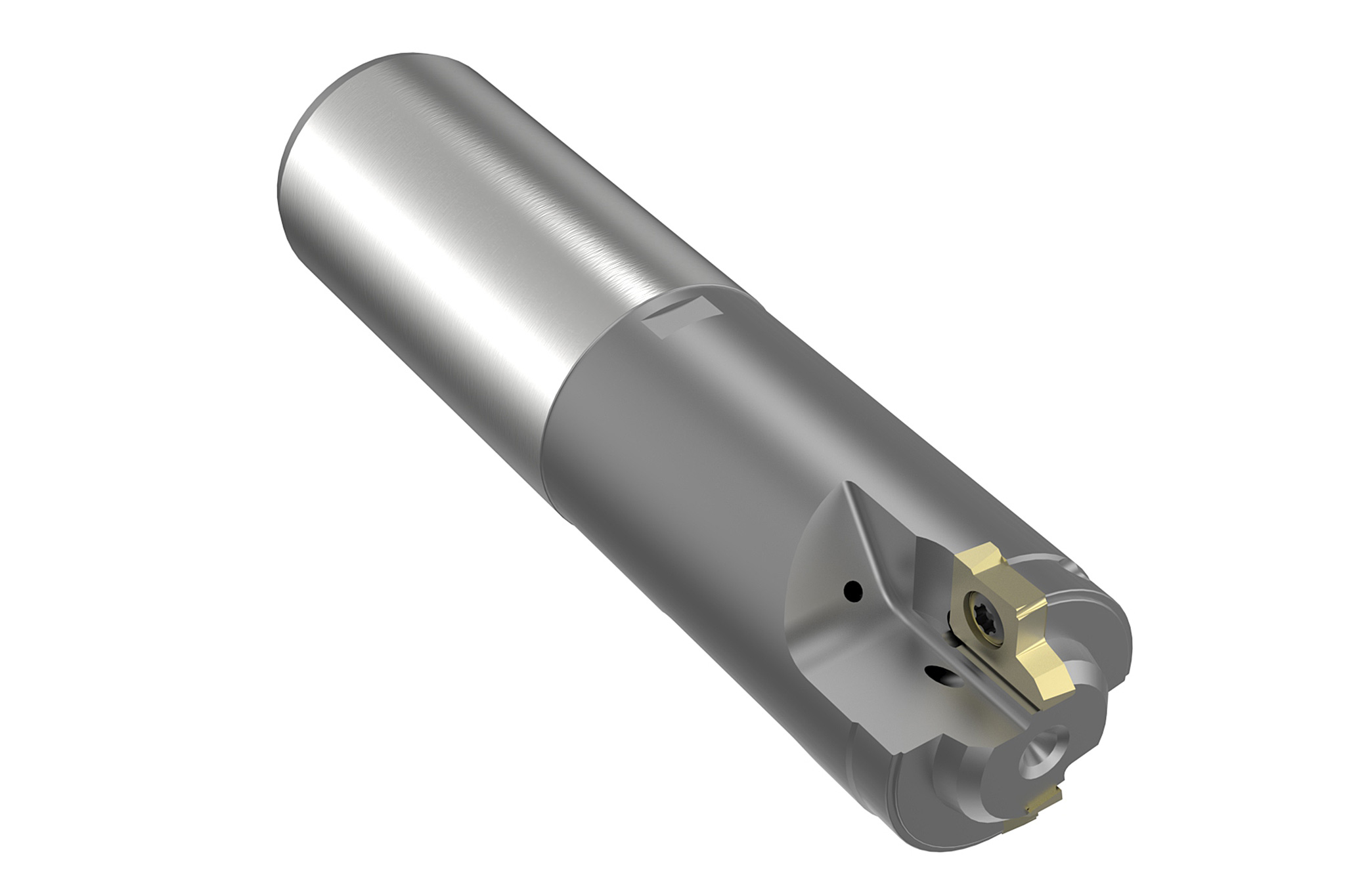
3. Feinbohren
- Feinbohrwerkzeug mit EasyAdjust-System und Führungsleisten
- Prozesssichere Feinbearbeitung mit einfachem Handling
- Beste Zylinderformen durch ideale Nachführung
Druckwaagenbohrung

1. Aufbohren
- VHM-Aufbohrwerkzeug mit 6 Führungsfasen und spezieller Anschnittgeometrie
- Gerade Bohrung, idealer Spanfluss und Führung über die gesamte Bohrungslänge
- Reduzierung der Nebenzeiten durch zwei Bearbeitungen in einem Werkzeug
2. Konturbearbeitung
- Zweischneidiges Aufbohrwerkzeug mit Formschneiden
- Prozesssichere Bearbeitung der Kontur
- Einfaches Handling bei geringen Schneidstoffkosten
3. Feinbohren
- Feinbohrwerkzeug mit EasyAdjust-System und Führungsleisten
- Prozesssichere Feinbearbeitung mit einfachem Handling ohne nachfolgendes Honen
- Beste Zylinderformen durch ideale Nachführung

Vorteile
- Teurer Honprozess in der Schieberbohrung verkürzt
- Geringe Werkzeugkosten pro Bohrung
- Kürzere Nebenzeiten durch cleveres Engineering in Zusammenarbeit mit dem Kunden
- Signifikante Kosteneinsparung durch Wegfall des Honprozesses in der Druckwaagenbohrung
![JÄHRLICHE HERSTELLKOSTEN DER DRUCKWAAGENBOHRUNG [€]](/medias/sys_master/root/h6a/h71/9043460653086/Grafiken_DE-13/Grafiken-DE-13.jpg)