
Large series with solid and adjustable tools
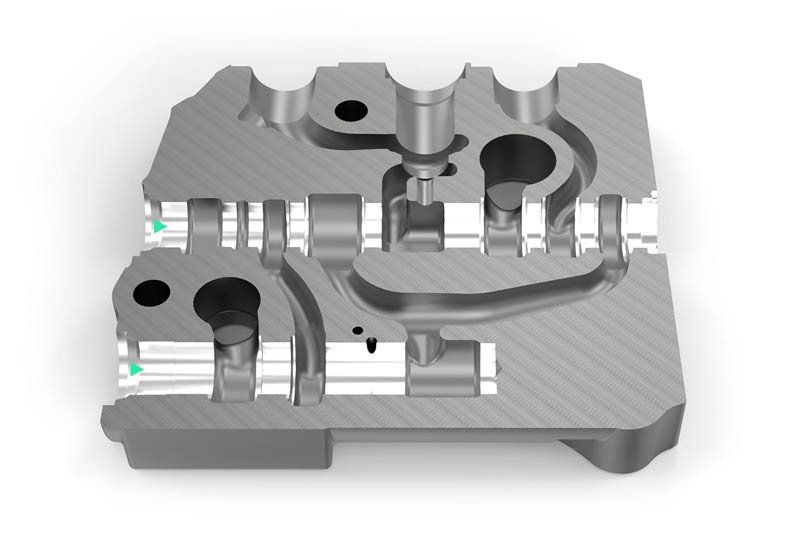
Ventilgehäuse EN-GJS-400-15 – Schieberbohrung und Druckwaagenbohrung
Ausgangssituation beim Kunden
- Großserie
- Werkzeugeinstellung gewünscht
- Hohe Maschinenstundensätze
- Hohe Kosten für nachfolgendes Dornhonen
Besonderheiten der Lösung
- Ideal aufeinander abgestimmte Einzelwerkzeuge garantieren optimale Vorbedingungen für einen reduzierten Honprozess
- Honprozess kann bei bestimmten Bauteilanforderungen eliminiert werden
Schieberbohrung

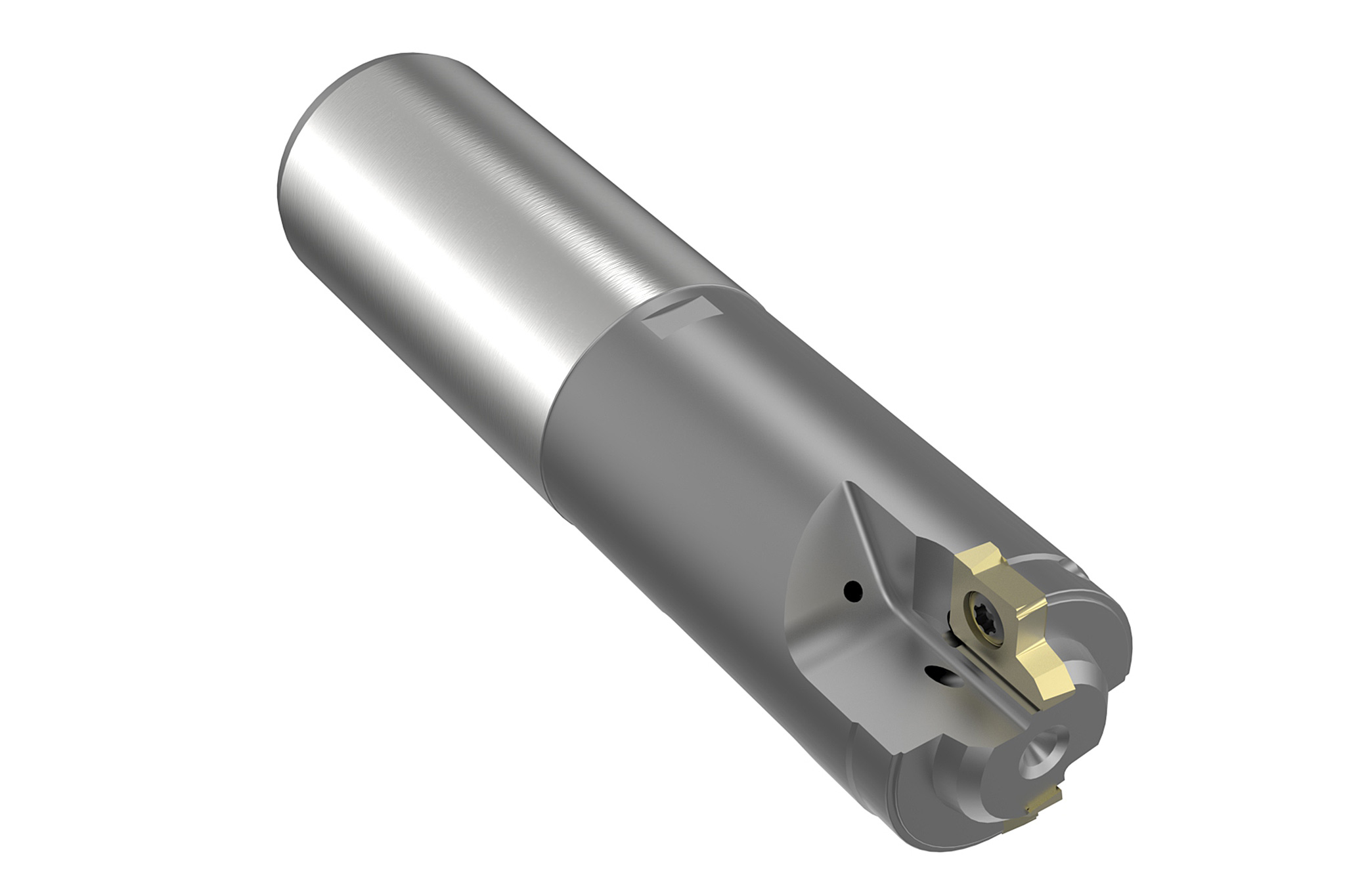
1. Aufbohren
- Optimale Resultate der Vorbearbeitung durch einen abgestimmten Pilotier- und Aufbohrprozess
- Optimaler Spanfluss und erweiterte Nachschliffmöglichkeiten durch Mehrfasentechnologie und perfekte Kühlmittelführung
- Vermeidung von Ringbildung in den Hohlräumen durch spezielle Aufbohrgeometrie → Kosten für Entfernung der Ringe entfallen

2. Steuerkantenbearbeitung
- VHM-Profilwerkzeug
- Höchste Genauigkeit und Oberflächengüte der Steuerkanten
- Definierte Steuerkanten ohne Ausbrüche

3. Feinbohren
- Feinbohrwerkzeug mit EasyAdjust-System und Führungsleisten
- Prozesssichere Feinbearbeitung mit einfachem Handling
- Beste Zylinderformen durch ideale Nachführung
Druckwaagenbohrung

1. Aufbohren
- VHM-Aufbohrwerkzeug mit 6 Führungsfasen und spezieller Anschnittgeometrie
- Gerade Bohrung, idealer Spanfluss und Führung über die gesamte Bohrungslänge
- Reduzierung der Nebenzeiten durch zwei Bearbeitungen in einem Werkzeug
2. Konturbearbeitung
- Zweischneidiges Aufbohrwerkzeug mit Formschneiden
- Prozesssichere Bearbeitung der Kontur
- Einfaches Handling bei geringen Schneidstoffkosten
3. Feinbohren
- Feinbohrwerkzeug mit EasyAdjust-System und Führungsleisten
- Prozesssichere Feinbearbeitung mit einfachem Handling ohne nachfolgendes Honen
- Beste Zylinderformen durch ideale Nachführung

Vorteile
- Teurer Honprozess in der Schieberbohrung verkürzt
- Geringe Werkzeugkosten pro Bohrung
- Kürzere Nebenzeiten durch cleveres Engineering in Zusammenarbeit mit dem Kunden
- Signifikante Kosteneinsparung durch Wegfall des Honprozesses in der Druckwaagenbohrung
![JÄHRLICHE HERSTELLKOSTEN DER DRUCKWAAGENBOHRUNG [€]](/medias/sys_master/root/h6a/h71/9043460653086/Grafiken_DE-13/Grafiken-DE-13.jpg)