
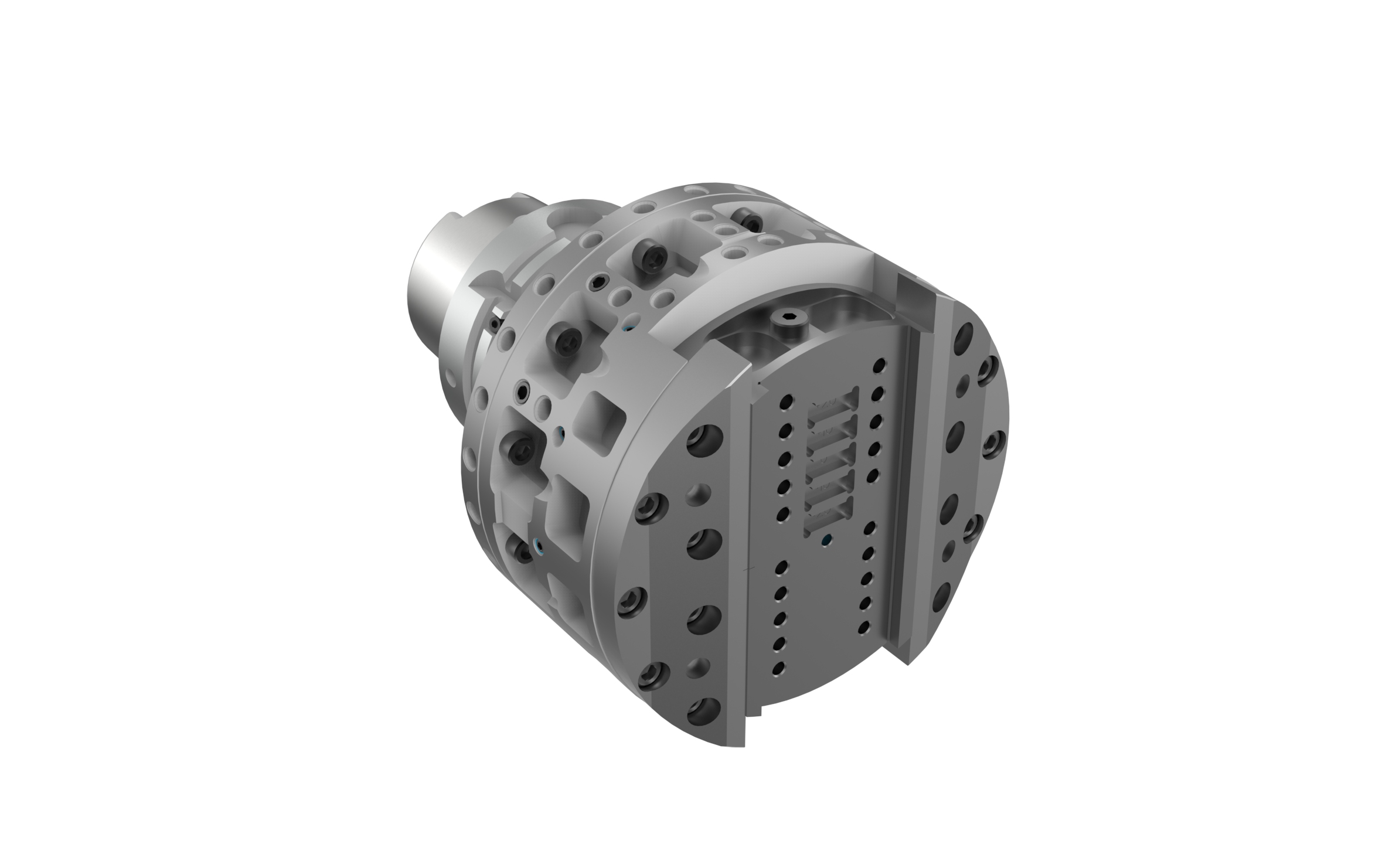
Corps de la vanne d'arrêt
Corps de vanne d'arrêt en EN-GJL-250
Situation initiale du client
/Absperrventil.607-2-.jpg)
- Grande diversité de composants (DN 65 – DN 300)
- Usinage flexible sur centre d'usinage requis
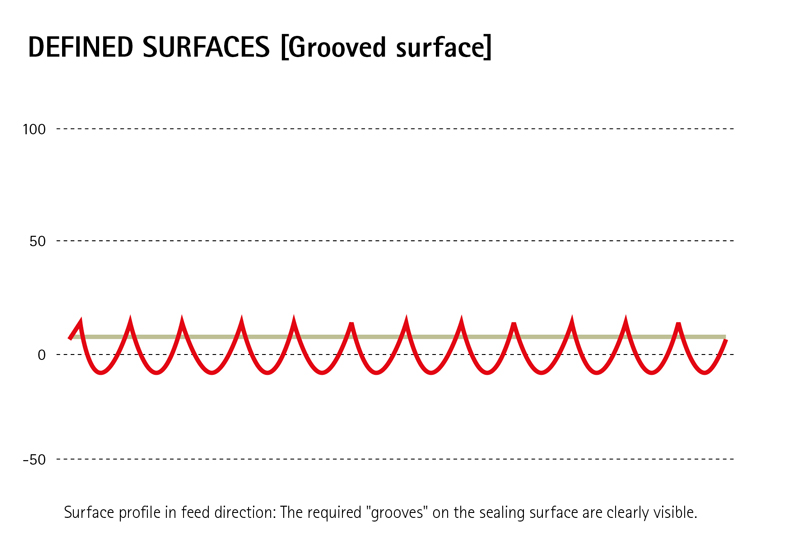
- Usinage exigeant de la pièce en réalisant des surfaces définies
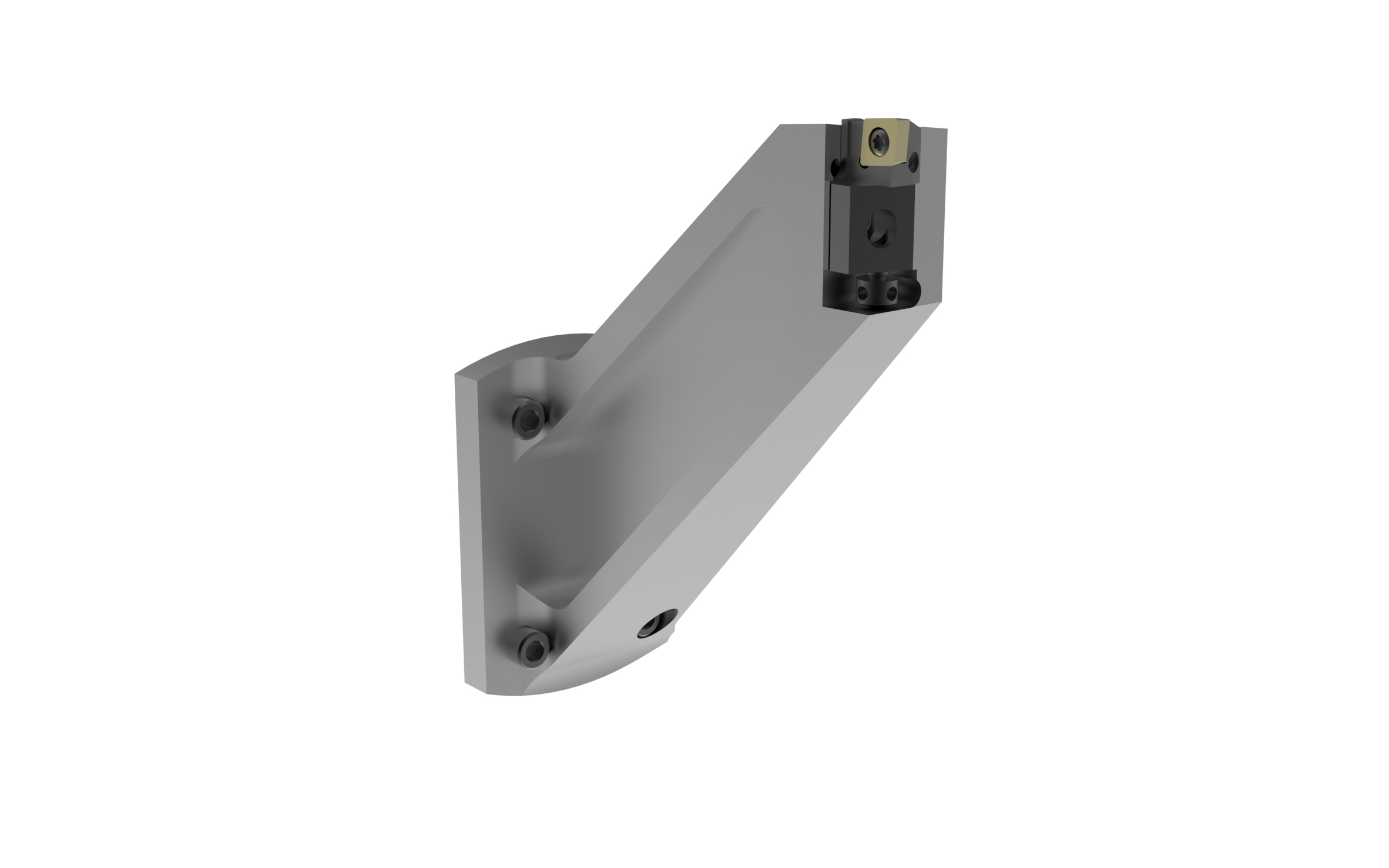
Particularités de la solution
- Réalisation d'avances élevées, la profondeur de rugosité définie Ra 12,5 nécessite une avance minimale de fz= 0,8 mm
- La grande course radiale et l'interface d'outil modulaire permettent d'utiliser un nombre réduit d'outils pour tous les composants
- Changement d'outil automatique
- Réglage des outils sans incidence sur le temps de fonctionnement principal grâce aux outils jumeaux
- Processus flexible permettant le préréglage du dispositif de réglage
- Technologie de plaquettes amovibles permettant de réduire le coût des matériaux de coupe
Points forts de l'outil
- Changement d'outil automatique pour une utilisation flexible des outils
- Les outils coupants peuvent être ajustés sur cinq niveaux pour couvrir une large plage de diamètres
- Arrosage optimal centralisé sur l'outil coupant, directement sur l'arête de coupe

Avantages
- Grande diversité de pièces couverte par un seul système d'outils
- Usinage des surfaces de bride et des bagues de siège réalisable avec une seule fixation d'outils
- Pas d'erreur de changement de tension et productivité maximale
- Technologie de modulation permettant d'obtenir des transitions de profils sans bavure et des temps de cycle courts, ainsi que la production de surfaces définies
- Les tolérances et les qualités peuvent être corrigées de manière flexible sur la base de l'usure des outils