
Corps de pompe à vide à tiroir rotatif
Corps de pompe en EN-GJL-250
Situation initiale du client
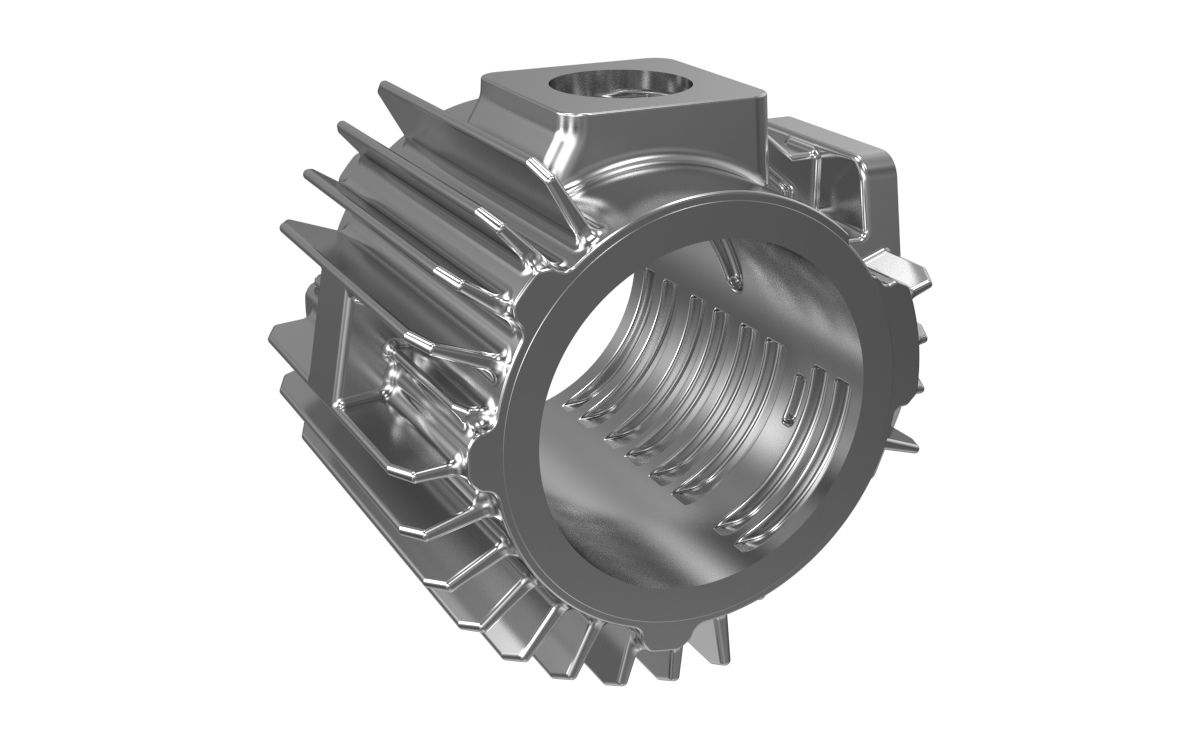
- Augmentation significative des besoins qui se traduit par l'exigence d'un rendement optimisé tout en améliorant la fiabilité des process
- Grande complexité technique de fabrication lors de l'alésage du stator par fraisage préalable et broches de finition
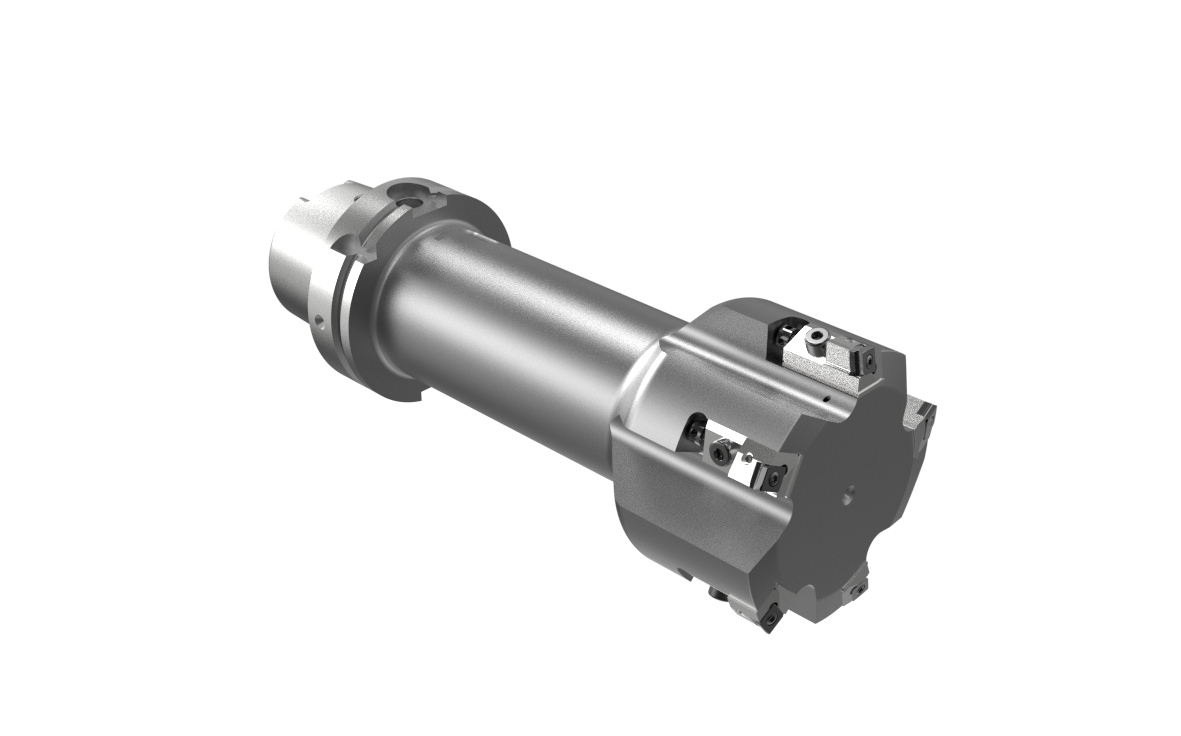
Particularités de la solution
- Temps de cycle courts et rentabilité maximale grâce à des solutions d'outils multicoupes
- Manipulation simple dans le processus de production en série grâce au système EA
- Réduction de la fréquence de réglage de l'outil d'alésage de précision grâce à la durée de vie élevée du matériau de coupe CBN
- Coûts réduits des matériaux de coupe grâce aux solutions avec plaquettes amovibles
- Utilisation multiple simple dans différents matériaux de fonte
Alésage du stator

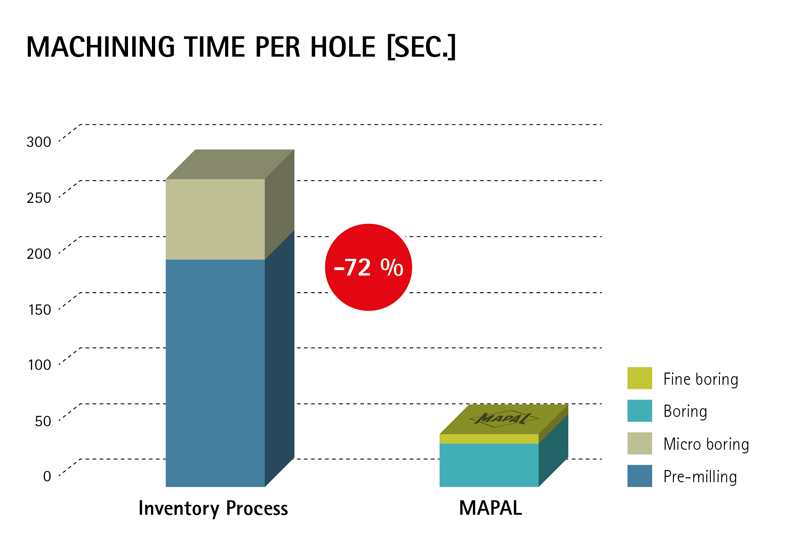
Avantages
- Optimisation des processus par la réduction du temps de cycle grâce à la solution d'outil MAPAL
- Rendement nettement plus élevé et usinage fiable des corps de pompe
- Élimination de la pièce de réglage liée à la suppression du système de broches