
Flexible Honbearbeitung auf dem BAZ
Ventilgehäuse EN-GJS-400-15 – Druckwaagenbohrung / Honbearbeitung
Ausgangssituation beim Kunden

- Anforderung zur Reduzierung der Nebenkosten
- Bestehendes BAZ auf TOOLTRONIC umgerüstet
- Honbearbeitung bei Prototypen-Bau, sowie Klein- und Mittelserie
- Anforderung zur Einsparung des Honprozesses auf separater Maschine
Besonderheiten der Lösung
- Vollwertige, in die Maschinensteuerung eingebundene NC-Achse
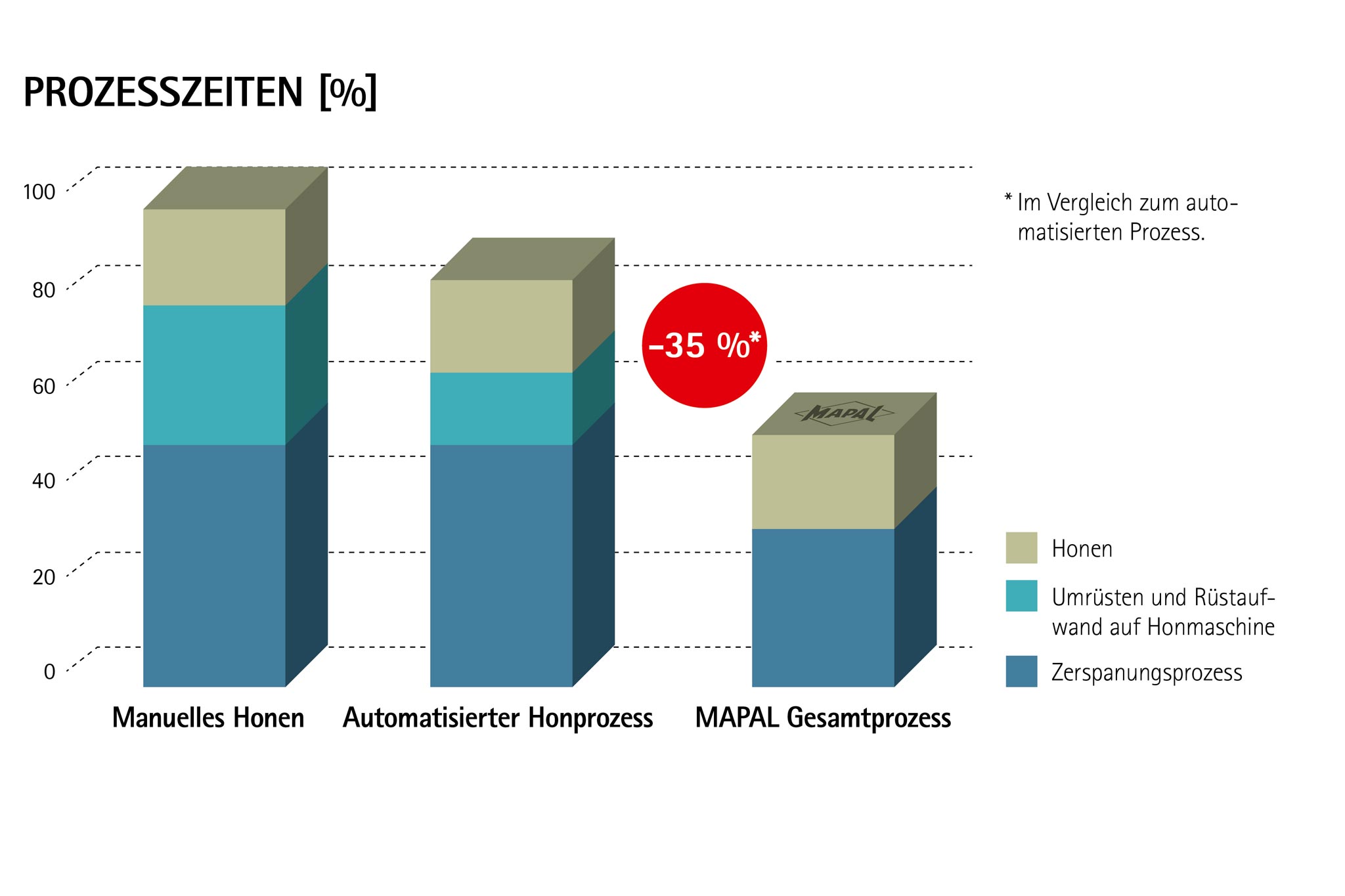
- Verkürzung von Fertigungs- und Durchlaufzeiten
- Verbesserte Oberflächenqualität
- Höhere Formtreue
Druckwaagenbohrung

Fertigbearbeitung durch Honen
- Erhebliche Verkürzung von Fertigungs- und Durchlaufzeiten
- Höhere Formtreue
Honen mit TOOLTRONIC
Durch die Bearbeitung mit der MAPAL TOOLTRONIC werden eine hohe Oberflächenqualität und Maßgenauigkeit bei engsten Fertigungstoleranzen sowie hoher Flexibilität in der Fertigung erreicht. Der Verschleiß der Honleisten wird prozesssicher durch eine sehr feinfühlige und hochgenaue Aussteuerbewegung (EAT-System) kompensiert.
MAPAL TOOLTRONIC: Aufbau und Vorteile
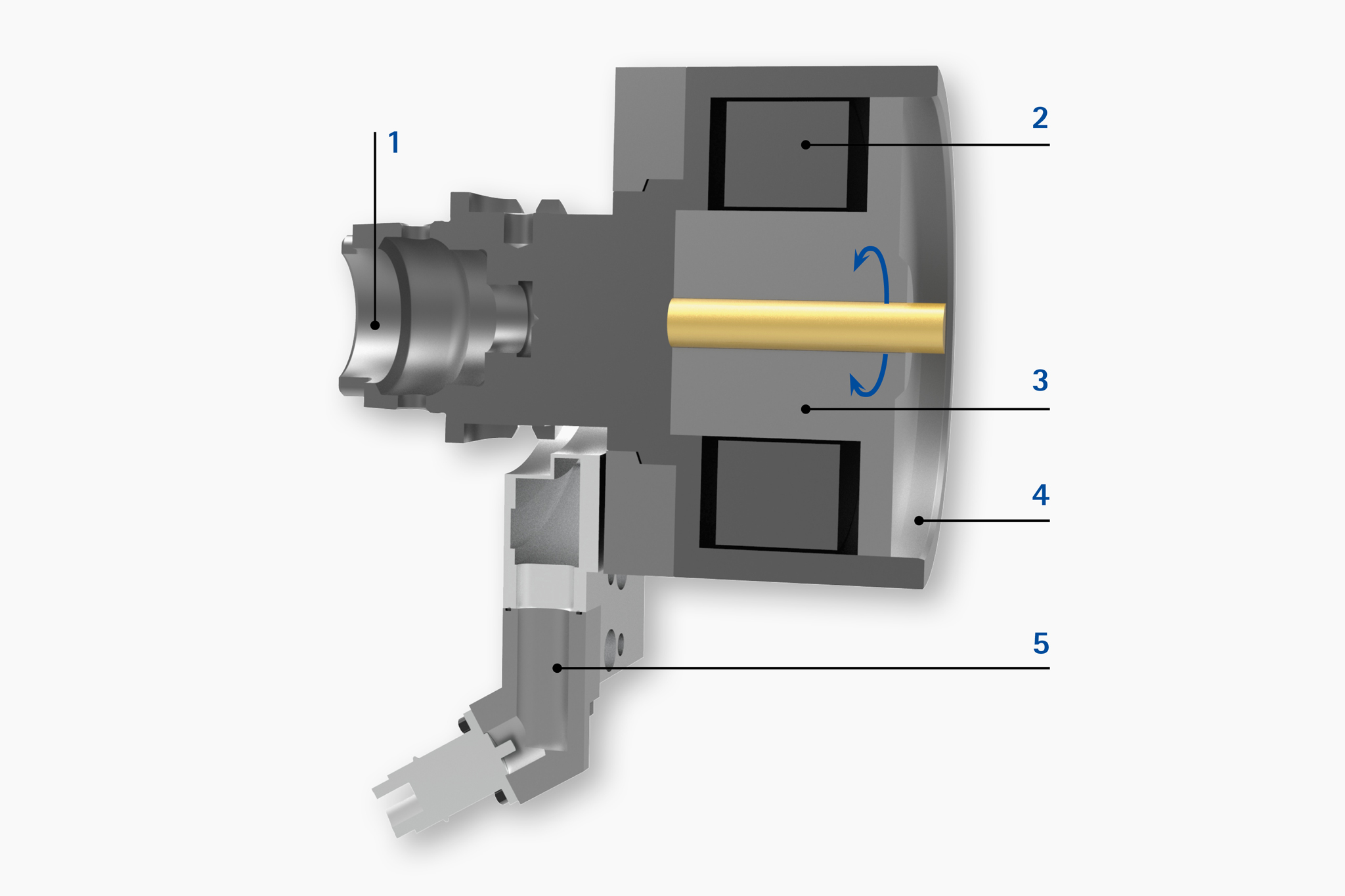
Aufbau TOOLTRONIC für Bearbeitungszentren:
- Maschinenschnittstelle
- Elektronik
- Motoreinheit mit definierter Anschlussstelle
- Modulare Schnittstelle
- Stator (stehende Einheit)
VORTEILE DIESER HONBEARBEITUNG:
- Engste Fertigungstoleranzen sowie Flexibilität in der Fertigung
- Hohe Oberflächenqualität und Maßgenauigkeit
- Große Einspar- und Qualitätspotenziale bei Prototypen, Klein- und Mittelserien
- Zeitaufwendige Umrüstvorgänge entfallen
Vorteile
- Zu erreichende Toleranzen: Durchmessergenauigkeit IT 6 und Rundheit < 5 μm
- Drehbearbeitung bei stehendem, fest gespanntem Bauteil
- Gratfreie, gerundete Übergänge möglich
- Reduzierte/geringe Anzahl an Sonderwerkzeugen
- Wartungsarmes System durch exzentrisches Aussteuerwerkzeug (EAT-System)
- Nahezu alle BAZ sind auf MAPAL TOOLTRONIC Technologie umrüstbar
- Umspannfehler durch Umrüsten auf Honmaschine entfällt
- Kompletter Prozess der Druckwaagenbohrung durch MAPAL abbildbar (höchste Wirtschaftlichkeit & Prozesssicherheit)