25.07.2019
Higher Surface Quality through Vibration Dampaning
Vibrations often occur during machining. This leads to dynamic instability of the system and cause a multitude of failure potential. MAPAL's innovative system for vibration dampening increases surface quality significantly.

Inadequate surface finishes, insufficient accuracy, high machining noises, shortened tool lives and, in extreme cases, broken tools and cutting edges can be the result.
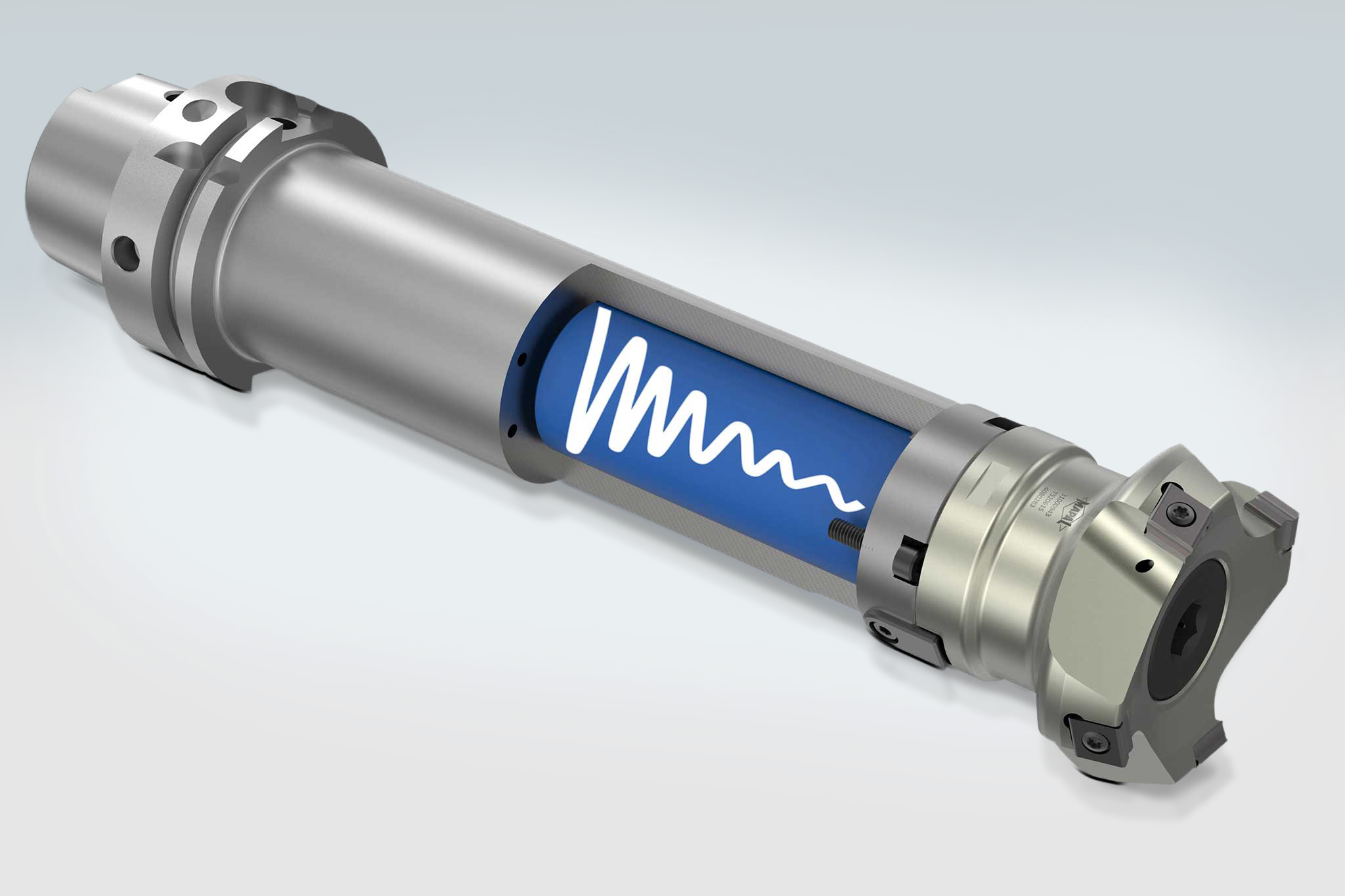
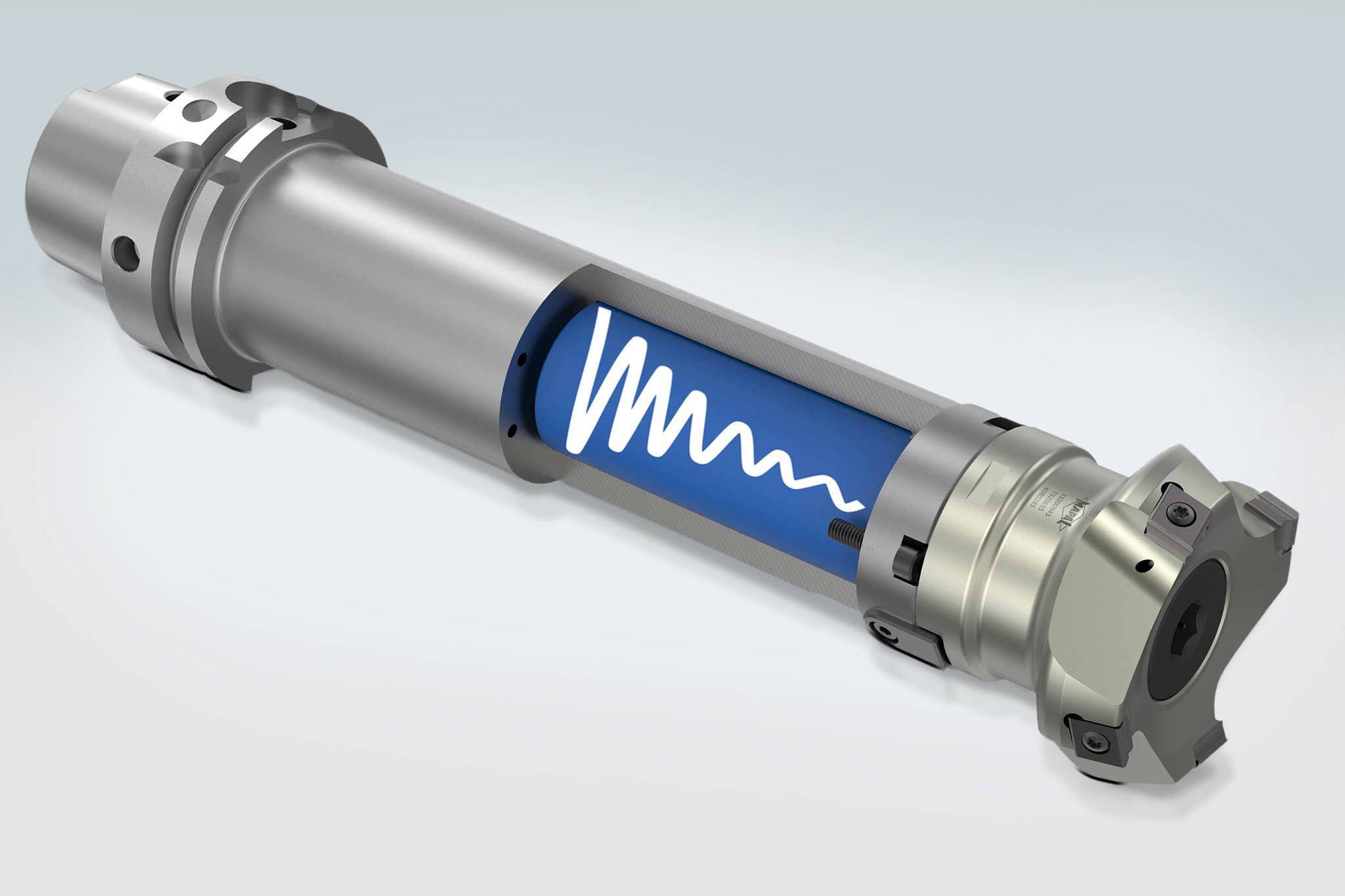
In order to minimise these vibrations and their consequences, MAPAL has now developed an innovative system for vibration damping in the tool shank, as particularly tools for boring and milling with very long projection length tend to vibrate due to an inadequate dynamic rigidity of the overall system.
When designing the new system, the developers took into account all factors arising from the interaction of the machine tool, the tool and type of clamping as well as the component. The result: A system for vibration damping that is matched to all common types of machine stiffness. It can be used for machining different materials with different tools.

Höhere Schnittgeschwindigkeiten, deutlich bessere Oberflächen
Das in sich geschlossene System aus Hilfsmasse und mehreren Stahlfederpaketen minimiert die Auslenkung des Grundkörpers. Im Vergleich zu Werkzeugen ohne Tilgersystem treten bis zu 1.000-mal geringere Schwingungsamplituden auf. Die Bearbeitung läuft ruhig und stabil, trotz langer Auskragung. In der Konsequenz ermöglicht das neue System höhere Schnittgeschwindigkeiten, ein deutlich höheres Zeitspanvolumen und deutlich bessere Oberflächen.
Oberflächenwert Rz von 7,8 µm auf 3,9 µm halbiert
In einer konkreten Anwendung fräst ein fünfschneidiger Fräser mit ISO-Wendeschneidplatten und Fräseraufsteckdorn ein Bauteil aus Einsatzstahl (16MnCr5). Das Werkzeug mit einem Durchmesser von 50 mm arbeitet mit einer Eingriffsbreite von 18 mm und einer Schnitttiefe von 3 mm. Am Ende stehen 3,9 µm Rautiefe für das Werkzeug mit Schwingungsdämpfung zu Buche. Ohne Schwingungsdämpfung lag der Rautiefenwert bei 7,8 µm.
Fräseraufsteckdorne mit Schwingungsdämpfung im Schaft und mit innerer Kühlmittelführung stehen für die Spanndurchmesser 16, 22 und 27 mm, mit einer Länge von 200 und 300 mm und für die Aufnahmen SK40, SK50, HSK-A 63 und HSK-A 100 zur Verfügung.