25.07.2019
Deutlich bessere Oberflächen dank Schwingungsdämpfung
Bei der Zerspanung treten häufig Schwingungen auf. Sie führen zu einer dynamischen Instabilität des Systems und ziehen vielfältige Fehlerpotenziale mit sich. Das innovative MAPAL System zur Schwingungsdämpfung verbessert Oberflächengüten signifikant.

Ungenügende Oberflächen, unzureichende Genauigkeit, hohe Bearbeitungsgeräusche, verkürzte Standzeiten der Werkzeuge, im Extremfall sogar gebrochene Schneiden und Werkzeuge – Schwingungen während der Zerspanung stellen ein nennenswertes Risiko für die Bearbeiter dar. Um diese Schwingungen zu dämpfen und ihre Folgen zu minimieren, bietet MAPAL neue Fräseraufsteckdorne mit innovativem Dämpfungssystem.
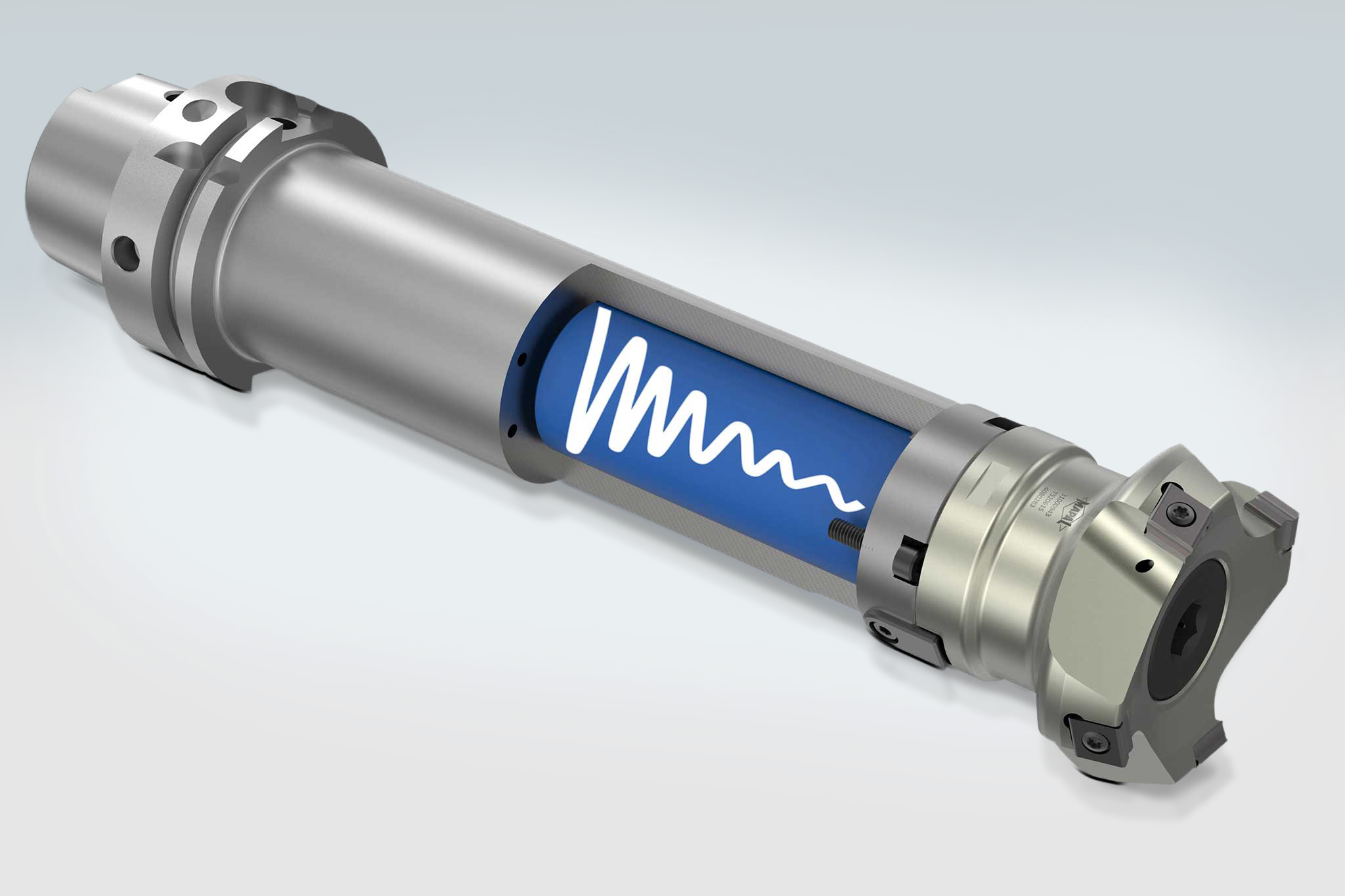
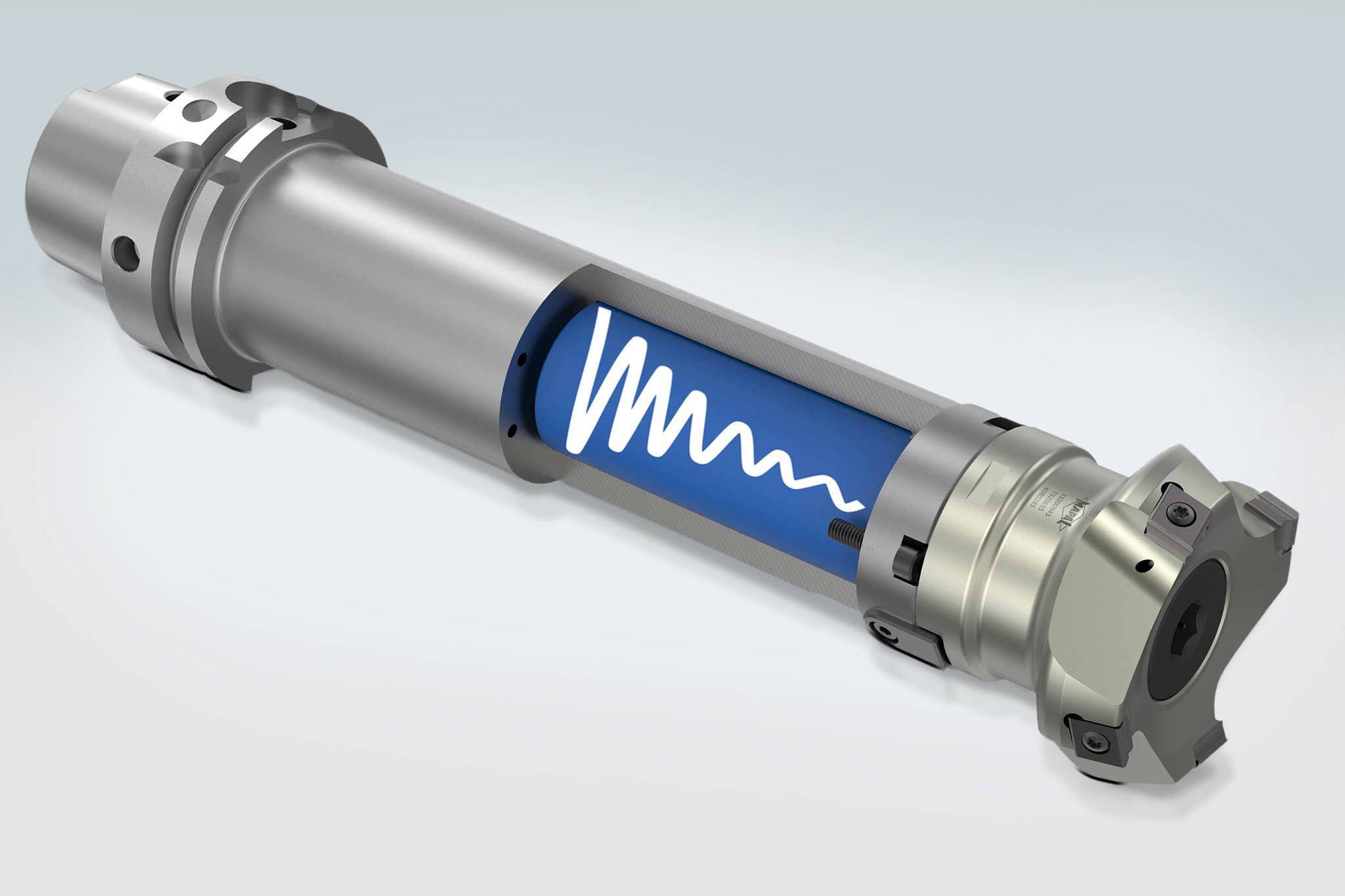
Gerade Werkzeuge zum Aufbohren und Fräsen mit sehr langer Auskragung neigen aufgrund der ungünstigen dynamischen Steifigkeit des Gesamtsystems zum Schwingen. Die Spezialisten von MAPAL bezogen daher verschiedenste Einflussfaktoren von Werkzeugmaschine, Werkzeug, Spanntechnik, Bearbeitungsverfahren und Bauteil in die Entwicklung ein. Das Ergebnis: Ein System zur Schwingungstilgung für die Bearbeitung aller gängigen Werkstoffe mit verschiedenen Werkzeugen. Der Dämpfungsmechnismus ist im Schaft von Fräseraufsteckdornen integriert und kann für viele Maschinentypen genutzt werden.

Höhere Schnittgeschwindigkeiten, deutlich bessere Oberflächen
Das in sich geschlossene System aus Hilfsmasse und mehreren Stahlfederpaketen minimiert die Auslenkung des Grundkörpers. Im Vergleich zu Werkzeugen ohne Tilgersystem treten bis zu 1.000-mal geringere Schwingungsamplituden auf. Die Bearbeitung läuft ruhig und stabil, trotz langer Auskragung. In der Konsequenz ermöglicht das neue System höhere Schnittgeschwindigkeiten, ein deutlich höheres Zeitspanvolumen und deutlich bessere Oberflächen.
Oberflächenwert Rz von 7,8 µm auf 3,9 µm halbiert
In einer konkreten Anwendung fräst ein fünfschneidiger Fräser mit ISO-Wendeschneidplatten und Fräseraufsteckdorn ein Bauteil aus Einsatzstahl (16MnCr5). Das Werkzeug mit einem Durchmesser von 50 mm arbeitet mit einer Eingriffsbreite von 18 mm und einer Schnitttiefe von 3 mm. Am Ende stehen 3,9 µm Rautiefe für das Werkzeug mit Schwingungsdämpfung zu Buche. Ohne Schwingungsdämpfung lag der Rautiefenwert bei 7,8 µm.
Fräseraufsteckdorne mit Schwingungsdämpfung im Schaft und mit innerer Kühlmittelführung stehen für die Spanndurchmesser 16, 22 und 27 mm, mit einer Länge von 200 und 300 mm und für die Aufnahmen SK40, SK50, HSK-A 63 und HSK-A 100 zur Verfügung.